Imperfekcie na rÚrach v nasÚvanom spoji

PrÃspevok sa zaoberÃĄ dovolenÃ―mi geometrickÃ―mi toleranciami v oceÄūovÃ―ch kÃģnickÃ―ch rÚrach, ktorÃĐ sa pouÅūÃvajÚ v nasÚvanom spoji. Tieto rÚry mÃīÅūu byÅĨ kruhovÃĐho alebo mnohouholnÃkovÃĐho prierezu. PrÃspevok prezentuje predpisy s geometrickÃ―mi toleranciami. Tieto predpisy sÚ pouÅūitÃĐ na vyhodnotenie imperfekcià na experimentÃĄlnych rÚrach. Nie je jednoznaÄnÃĐ, ktorÃĐ predpisy je vhodnÃĐ pouÅūiÅĨ. ExperimentÃĄlne vzorky vykazujÚ znaÄnÃĐ nedokonalosti.
1. Ãvod
NasÚvanÃ― spoj je moÅūnÃĐ definovaÅĨ ako geometrickÃ― spoj dvoch kÃģnickÃ―ch dielcov (rÚr), kde vrchnÃ― dielec je nasunutÃ― na spodnÃ― dielec. TakÃ―mto spÃīsobom spodnÃ― dielec, bez dodatoÄnÃ―ch prostriedkov, podopiera vrchnÃ― dielec. Dielce majÚ kruhovÃ― alebo polygonÃĄlny prierez. NasÚvanÃ― spoj nachÃĄdza uplatnenie v konÅĄtrukciÃĄch elektrickÃ―ch stÄšpov, osvetÄūovacÃch alebo v telekomunikaÄnÃ―ch stoÅūiaroch. Jeho vÃ―hody v porovnanà s tradiÄnÃ―m prÃrubovÃ―m rieÅĄenÃm sÚ rÃ―chla montÃĄÅū, Úspora materiÃĄlu (bez skrutiek a zvarov) a dodatoÄnÃĐ nÃĄklady na ÚdrÅūbu. Napriek vÃ―hodÃĄm je jeho pouÅūÃvanie sporadickejÅĄie. JednÃ―m z dÃīvodov je nedostatoÄnÃ― nÃĄvrhovÃ― postup, ktorÃ― neumoÅūÅuje dostatoÄnÚ variÃĄciu v procese nÃĄvrhu. InformÃĄcie k nasÚvanÃĐmu spoju je moÅūnÃĐ nÃĄjsÅĨ v publikÃĄciÃĄch [1], [2] alebo [3]. PrÃspevok nadvÃĪzuje na vÃ―skum realizovanÃ― na Katedre kovovÃ―ch a drevenÃ―ch konÅĄtrukcià Svf STU v Bratislave, ktorÃ― je prezentovanÃ― v [4] a [5].
JednÃ―m z parametrov ovplyvÅujÚci sprÃĄvanie nasÚvanÃĐho spoja sÚ imperfekcie. V rÃĄmci prÃspevku [6] bolo preukÃĄzanÃĐ, Åūe ich vplyv mÃīÅūe byÅĨ nezanedbateÄūnÃ―. Ãlohou tohto prÃspevku je predstavenie vÃ―robnÃ―ch tolerancià na dielcoch pouÅūÃvanÃ―ch v nasÚvanom spoji a zatriedenie imperfekcià na experimentÃĄlnych vzorkÃĄch.
2. Tolerancie v kruhovom a mnohouholnÃkovom priereze
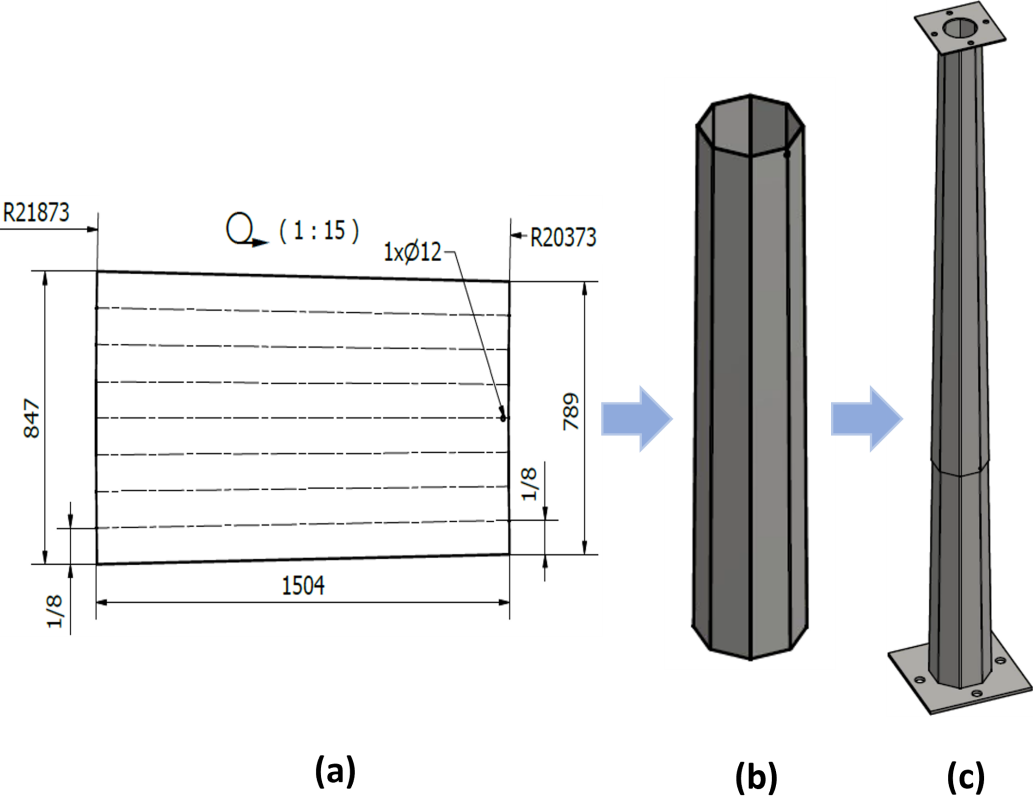
Obr. 1 Vyhotovenie nasÚvanÃĐho spoja. PrÃprava plechu, ktorÃ― je za tepla valcovanÃ―m (a). Vyhotovenie kÃģnickej rÚry (pomocou tandemovÃĐho ohraÅovacieho stroja) s nÃĄslednÃ―m zvarenÃm (b). VzÃĄjomnÃĐ nasunutie dvoch rÚr (c).
Zhotovenie nasÚvanÃĐho spoja pozostÃĄva z viacerÃ―ch operÃĄcià viÄ. Obr. 1. V priebehu tÃ―chto operÃĄcià dochÃĄdza k nepresnostiam, ktorÃĐ sa prejavia vo forme imperfekciÃ. Bolo by nepraktickÃĐ vyhodnocovaÅĨ imperfekcie v kaÅūdej operÃĄciÃ. JednoduchÅĄie je vyhodnotiÅĨ celÃ― dielec, ktorÃ― uÅū zohÄūadÅuje imperfekcie z predchÃĄdzajÚcich operÃĄcià viÄ. Obr. 1 (b). V stave nasunutia Obr. 1 (c) je obmedzenÃ― prÃstup k spodnej rÚre a uÅū nie je moÅūnÃĐ skontrolovaÅĨ vÅĄetky imperfekcie. Z tohto dÃīvodu sÚ tolerancie vztiahnutÃĐ k jednej rÚre. Tieto tolerancie sÚ prezentovanÃĐ v Tab. 1 a zÃĄvisia od spÃīsobu pouÅūitia prvku, vÃ―roby rÚry ako aj od materiÃĄlu. Viacero z prezentovanÃ―ch tolerancià vychÃĄdza z medzinÃĄrodnej normy ISO-5252 ako napr. triedy pre vonkajÅĄÃ priemer D1-D4 alebo triedy pre hrÚbku steny prierezu T0–T5.
| Predpis | Tolerancia |
|---|---|
| STN EN 1090-2 Zhotovenie oceÄūovÃ―ch a hlinÃkovÃ―ch konÅĄtrukciÃ. ÄasÅĨ 2: TechnickÃĐ poÅūiadavky na oceÄūovÃĐ konÅĄtrukcie Tab. B.11 – ValcovÃĐ a kuÅūeÄūovÃĐ ÅĄkrupiny |
|
| STN EN 10219-2 ZvÃĄranÃĐ dutÃĐ konÅĄtrukÄnÃĐ oceÄūovÃĐ profily tvÃĄrnenÃĐ za studena. ÄasÅĨ 2: Tolerancie, rozmery TabuÄūka 2 – Tolerancia na tvar priamosÅĨ a objemovÚ hmotnosÅĨ |
|
| STN EN 10296-1 ZvÃĄranÃĐ kruhovÃĐ oceÄūovÃĐ rÚry na mechanickÃĐ a vÅĄeobecnÃĐ technickÃĐ ÃšÄely. TechnickÃĐ dodacie podmienky. ÄasÅĨ 1: NelegovanÃĐ a legovanÃĐ oceÄūovÃĐ rÚry. ÄasÅĨ 8.7. |
|
| STN EN 10296-2 ZvÃĄranÃĐ kruhovÃĐ oceÄūovÃĐ rÚry na mechanickÃĐ a vÅĄeobecnÃĐ technickÃĐ ÃšÄely. TechnickÃĐ dodacie podmienky. ÄasÅĨ 2: NehrdzavejÚca oceÄū ÄasÅĨ 8.7 |
|
| STN EN 10217-7 ZvÃĄranÃĐ oceÄūovÃĐ rÚry na tlakovÃĐ ÃšÄely TechnickÃĐ dodacie podmienky ÄasÅĨ 7: RÚry z nehrdzavejÚcej ocele |
|
| STN EN 40-2 OsvetÄūovacie stoÅūiare ÄasÅĨ 2: VÅĄeobecnÃĐ poÅūiadavky a rozmery ÄasÅĨ 5.7 Prierez stoÅūiara |
|
Je veÄūmi komplikovanÃĐ a nepraktickÃĐ uvaÅūovaÅĨ vÅĄetky tolerancie tak ako sÚ predstavenÃĐ v Tab. 1. NavyÅĄe jednotlivÃĐ tolerancie sa navzÃĄjom ovplyvÅujÚ napr. tolerancia na priemer dielca do urÄitej miery ovplyvÅuje toleranciu na nekruhovitosÅĨ. Z tohto dÃīvodu v nasledujÚcej Äasti sÚ pouÅūitÃĐ tolerancie viÄ. Tab. 2, ktorÃĐ sÚ povaÅūovanÃĐ za rozhodujÚce.
| PoÅūiadavka Ä. | Popis | PouÅūitie | VeÄūkosÅĨ tolerancie | |
|---|---|---|---|---|
| KruhovÃ― | PolygonÃĄlny | |||
| Ä. 1: ISO-5252 TabuÄūka 1 | Tolerancia na vonkajÅĄÃ priemer | Ãno | Ãno | D0–D4 napr. D2 ± 1% s min. ± 0.5 mm |
| Ä. 2: ISO-5252 TabuÄūka 3 | Tolerancia na hrÚbku steny | Ãno | Ãno | T1–T5 napr. T3 ± 10% s min. ± 0.2 mm |
| Ä. 3: EN 1090-2 Tab. B.11 | Tolerancia na nekruhovitosÅĨ | Ãno | Ãno | DefinovanÃĐ tri triedy A, B a C |
| Ä. 4: STN EN 40-2 Sekcia 5.7.1.1 | Tolerancia na obvod prierezu | Ãno | Ãno | ± 1% |
| Ä. 5: STN EN 40-2 Sekcia 5.7.1.1 | Tolerancia na dÄšÅūku steny polygonÃĄlneho prierezu | Nie | Ãno | ± 4% |
| Ä. 6 | Tolerancia na zmenu kÃģnicity | Nie je definovanÃĄ. DÃĄ sa dopoÄÃtaÅĨ napr. z tolerancià na vonkajÅĄÃ priemer. | ||
3. ExperimentÃĄlne vzorky
Pri voÄūbe experimentÃĄlnych vzoriek bolo cieÄūom obsiahnuÅĨ viacero parametrov, ktorÃĐ ovplyvÅujÚ sprÃĄvanie nasÚvanÃĐho spoja. VÃ―slednÃĐ ÅĄtyri najvhodnejÅĄie sÚ uvedenÃĐ v Tab. 3, kde napr. MS10-Z znamenÃĄ MS = malÃĄ ÅĄtÃhlosÅĨ, 10 = kÃģnicita (na dÄšÅūke 1000 mm sa priemer dielca zmenà o 10 mm) a Z = pozinkovanie. V Tab. 3 sÚ uvedenÃĐ iba pozinkovanÃĐ vzorky, avÅĄak rovnakÃĐ boli dodanÃĐ aj v nepozinkovanej forme. OznaÄenie majÚ totoÅūnÃĐ ako pozinkovanÃĐ len namiesto pÃsmena „Z“ je pouÅūitÃĐ pÃsmeno „O“ napr. MS10-O. Celkovo bolo zaobstaranÃ―ch 8 vzoriek (16 rÚr). Vzorky majÚ 8uholnÃkovÃ― prierez viÄ. Obr. 2. Vzorky boli vyhotovenÃĐ z plechu hrÚbky 3 mm za studena ohraÅovanÃ―m (ohÃ―banÃ―m) z materiÃĄlu S355. PozdÄšÅūny zvar je umiestnenÃ― v rohu medzi stenami „A“ a „H“. Priemer dielca (LB, LT, UB a UT) je vztiahnutÃ― k vpÃsanej kruÅūnici vonkajÅĄieho obrysu prierezu dielca. TeoretickÃĄ dÄšÅūka nasunutia LOT predstavuje dÄšÅūku spoÄÃtanÚ z ideÃĄlneho tvaru na zÃĄklade vÃ―kresu od vÃ―robcu. TeoretickÃ― nÃĄsobok nasunutia nT predstavuje pomer medzi LOT a LT* (LT* je v tomto prÃpade priemer opÃsanej kruÅūnice viÄ. Obr. 2). Riadok s hodnotami LOV v Tab. 3 predstavujÚ oÄakÃĄvanÃĐ dÄšÅūky nasnutia a nv oÄakÃĄvanÃ― nÃĄsobok nasunutia podÄūa vÃ―robcu.
| Parameter | OznaÄenie vzoriek | |||
|---|---|---|---|---|
| MS10-Z | MS25-Z | VS10-Z | VS25-Z | |
| L1 [mm] | 1502 | 1504 | 1504 | 1508 |
| L2 [mm] | 2202 | 2152 | 2403 | 2356 |
| LB [mm] | 140 | 140 | 260 | 260 |
| LT [mm] | 122 | 102 | 242 | 222 |
| UB [mm] | 132 | 113 | 254 | 238 |
| UT [mm] | 107 | 58 | 227 | 178 |
| LOT [mm] | 334 | 196 | 501 | 393 |
| nT = LOT / LT * | 2.5 | 1.7 | 1.9 | 1.6 |
| LOV [mm] | 200 | 150 | 400 | 350 |
| nv = LOV / LT * | 1.52 | 1.36 | 1.52 | 1.46 |
| * Priemer LT z opÃsanej kruÅūnice | ||||


Obr. 2 SchÃĐma usporiadania experimentÃĄlnej vzorky (na Äūavej strane). ExperimentÃĄlne vzorky (na pravej strane).
4. Zameranie vzoriek
Zameranie priemerov a hrÚbky stien dielcov bolo realizovanÃĐ posuvnÃ―m meradlom. V rÃĄmci merania priemeru dielca bola zmeranÃĄ vzdialenosÅĨ medzi vonkajÅĄÃmi stenami prierezu viÄ. hodnota LT na Obr. 2. HrÚbka kaÅūdej steny bola meranÃĄ v strede hrany. Ako kontrolnÃĐ meranie bolo zvolenÃĐ obkreslenie prierezu na podkladovÃ― materiÃĄl. NÃĄslednou digitalizÃĄciou obkreslenia bol zÃskanÃ― tvar prierezu vzoriek.
V Tab. 4 sÚ uvedenÃĐ vyhodnotenia vzoriek. TabuÄūka obsahuje oznaÄenie poÅūiadavky a k nej prislÚchajÚcu veÄūkosÅĨ nameranej imperfekcie a dovolenej tolerancie vyplÃ―vajÚcej z poÅūiadaviek 1 aÅū 5. VyÅĄrafovanÃĐ hodnoty prekraÄujÚce definovanÃĐ tolerancie.
| Vzorka MS10-Z | Vzorka MS10-O | |||||||
|---|---|---|---|---|---|---|---|---|
| PoÅūia- davka | LT | UB | LT | UB | ||||
| Imperfekcia | Tolerancia | Imperfekcia | Tolerancia | Imperfekcia | Tolerancia | Imperfekcia | Tolerancia | |
| Ä. 1 | 1.8% | 2% Tr. D0 | 1.5% | 1.5% Tr. D1 | 1.3% | 1.5% Tr. D1 | 1.2% | 1.5% Tr. D1 |
| Ä. 2 | 7.8% | 10% Tr. T2 | 8.5 | 10% Tr. T2 | 3.3% | 5.0% Tr. T5 | 2.3% | 5.0% Tr. T5 |
| Ä. 3 | 1.48% | 2.0% Tr. B | 0.92% | 2.0% Tr. B | 0.67% | 1.4% Tr. A | 1.65% | 2.0% Tr. B |
| Ä. 4 | 0.26% | 1% | 0.41 | 1% | 1.23% | 1% | 1.21% | 1% |
| Ä. 5 | 5.7% | 4% | 4.0% | 4% | 5.6% | 4% 3.34% | 4% | |
| Vzorka MS25-Z | Vzorka MS25-O | |||||||
| Ä. 1 | 3.1% | 2% Tr. D0 | 0.73 | 0.75% Tr. D3 | 1.4% | 1.5% Tr. D1 | 1.8% | 2.0% Tr. D0 |
| Ä. 2 | 7.8% | 10% Tr. T2 | 10.5% | 15% | 4.9% | 5.0% Tr. T5 | 0.7% | 5.0% Tr. T5 |
| Ä. 3 | 2.2% | 3.0% Tr. C | 0.84% | 1.4% Tr. A | 1.4% | 1.4% Tr. A | 1.7% | 2.0% Tr. B |
| Ä. 4 | 1.85% | 1% | 0.73 | 1% | 1.3% | 1% | 0.1% | 1% |
| Ä. 5 | 8.4% | 4% | 6.9% | 4% | 6.8% | 4% | 5.6% | 4% |
| Vzorka VS10-Z | Vzorka VS10-O | |||||||
| Ä. 1 | 0.95% | 1% Tr. D2 | 0.82% | 1.0% Tr. D2 | 0.83% | 1.0% Tr. D2 | 1.17% | 1.5% Tr. D1 |
| Ä. 2 | 3.3% | 5.0% Tr. T5 | 4.2% | 5.0% Tr. T5 | 2.3% | 5.0% Tr. T5 | 1.5% | 5.0% Tr. T5 |
| Ä. 3 | 0.9% | 1.4% Tr. A | 0.84% | 1.4% Tr. A | 0.49% | 1.4% Tr. A | 1.17% | 1.4% Tr. A |
| Ä. 4 | 0.23% | 1% | 0.27% | 1% | 0.03% | 1% | 0.07% | 1% |
| Ä. 5 | 2.1% | 4% | 3.5% | 4% | 2.0% | 4% | 6.3% | 4% |
| Vzorka VS25-Z | Vzorka VS25-O | |||||||
| Ä. 1 | 0.81% | 1% Tr. D2 | 1.18% | 1.5% Tr. D1 | 0.89% | 1.0% Tr. D2 | 1.18% | 1.5% Tr. D1 |
| Ä. 2 | 8.5% | 10% Tr. T2 | 7.9% | 10% Tr. T2 | 1.63% | 5.0% Tr. T5 | 1.6% | 5.0% Tr. T5 |
| Ä. 3 | 0.79% | 1.4% Tr. A | 1.0% | 1.4% Tr. A | 1.19% | 1.4% Tr. A | 1.11% | 1.4% Tr. A |
| Ä. 4 | 0.02% | 1% | 0.15% | 1% | 0.03% | 1% | 0.33% | 1% |
| Ä. 5 | 4.1% | 4% | 2.0% | 4% | 1.0% | 4% | 3.5% | 4% |
5. Diskusia
Tolerancie obsahujÚce poÅūiadavky Ä. 1 a Ä. 3 sÚ prioritne urÄenÃĐ pre kruhovÃ― prierez. Aby sme tieto poÅūiadavky mohli pouÅūiÅĨ aj pre mnohouholnÃkovÃ― prierez je potrebnÃĐ pouÅūiÅĨ vpÃsanÚ alebo opÃsanÚ kruÅūnicu. V naÅĄom prÃpade, z dÃīvodu jednoduchÅĄieho merania stredu strÃĄn, sme pouÅūili vpÃsanÚ kruÅūnicu.
V rÃĄmci vyhodnocovania poÅūiadavky Ä. 1 bol odmeranÃ― vonkajÅĄÃ priemer vpÃsanej kruÅūnice z kaÅūdej steny (osemkrÃĄt). Do jednotlivÃ―ch vyhodnotenà vstupovala maximÃĄlna nameranÃĄ imperfekcia priemeru v rÃĄmci kaÅūdÃĐho prierezu.
Pri vyhodnocovaniu poÅūiadavky Ä. 2 bola do posÚdenia pouÅūitÃĄ priemernÃĄ hodnota hrÚbky steny zo vÅĄetkÃ―ch 8 strÃĄn prierezu. Pri pozinkovanÃ―ch vzorkÃĄch by bolo vhodnÃĐ zohÄūadniÅĨ hrÚbku pozinkovania (pozinkovanie navyÅĄuje hrÚbku steny).
PoÅūiadavke Ä. 3 vyhovujÚ vÅĄetky prierezy. Pri vyhodnocovanà tejto poÅūiadavky nebolo jasnÃĐ, akÃ― priemer (D nominÃĄlny viÄ EN 1090-2 Tab. B.11) mÃĄ vstupovaÅĨ do posÚdenia. V tejto situÃĄcià je moÅūnÃĐ pouÅūiÅĨ ÅĄpecifikovanÚ hodnotu ideÃĄlneho priemeru z vÃ―kresu alebo priemernÚ hodnotu z priemerov nameranÃ―ch na vzorke. Vo vyhodnotenà sme zvolili druhÚ moÅūnosÅĨ a teda priemernÚ hodnotu z odmeranÃ―ch priemerov.
PoÅūiadavka Ä. 5 je priamo vztiahnutÃĄ k mnohouholnÃkovÃĐmu prierezu. Je potrebnÃĐ poznamenaÅĨ, Åūe zvolenÃĄ metÃģda merania je v urÄitej miere pribliÅūnÃĄ. Nie je jednoznaÄnÃĐ, kde zaÄÃnajÚ a kde konÄia jednotlivÃĐ hrany, keÄÅūe sa jednÃĄ o ohÃ―banÃ― plech s polomermi zaoblenia.
V Tab. 4 je moÅūnÃĐ vidieÅĨ nevyhovujÚce poÅūiadavky (vyÅĄrafovanÃĐ bunky). MoÅūno konÅĄtatovaÅĨ, Åūe lepÅĄie vyhovujÚ poÅūadovanÃ―m toleranciÃĄm prvky s vaÄÅĄÃm priemerom. Tento fakt predpokladÃĄ aj poÅūiadavka Ä. 3, ktorÃĄ pri vÃĪÄÅĄÃch priemeroch uvÃĄdza kritÃĐrium ovÃĄlnosti prÃsnejÅĄie. Pri malÃ―ch priemeroch je nÃĄroÄnejÅĄie zabezpeÄiÅĨ presnejÅĄie ohÃ―banie plechu. Je otÃĄzne Äi by aj poÅūiadavky Ä. 1, Ä. 2, Ä. 4 a Ä. 5 nemali maÅĨ zakomponovanÃ― tento vplyv.
Vyhodnotenie kÃģnicity viÄ. Chyba! NenaÅĄiel sa Åūiaden zdroj odkazov. nebolo realizovanÃĐ, pretoÅūe neboli identifikovanÃĐ tolerancie pre tÚto nedokonalosÅĨ. ÄiastoÄne tolerancia na zmenu kuÅūeÄūovitosti je zohÄūadnenÃĄ v poÅūiadavke Ä. 4 (tolerancia na obvod) kde sa dÃĄ dopoÄÃtaÅĨ maximÃĄlna zmena kÃģnicity z maximÃĄlnej dovolenej tolerancii obvodu. AvÅĄak je potrebnÃĐ poznamenaÅĨ, Åūe zistenÃĐ rozdiely viÄ. Chyba! NenaÅĄiel sa Åūiaden zdroj odkazov. sÚ minimÃĄlne a je ich moÅūno zanedbaÅĨ.
| OznaÄenie vzorky | OznaÄenie vzorky | |||||||
|---|---|---|---|---|---|---|---|---|
| Dielec [konicita/mm] | MS10-Z | MS25-Z | VS10-Z | VS25-Z | MS10-O | MS25-O | VS10-O | VS25-O |
| SpodnÃ― nameranÃ― | 11.8 | 26.5 | 12.1 | 25.9 | 12.1 | 25.7 | 11.7 | 25.9 |
| VrchnÃ― nameranÃ― | 11.4 | 26.1 | 11.4 | 25.6 | 12.9 | 25.9 | 12.2 | 26.0 |
| IdeÃĄl vrchnÃ― * | 11.35 | 25.56 | 11.24 | 25.47 | 11.35 | 25.56 | 11.24 | 25.47 |
| IdeÃĄl spodnÃ― * | 11.98 | 25.27 | 11.97 | 25.20 | 11.98 | 25.27 | 11.97 | 25.20 |
| Rozdiel ** | 0.4 | 0.4 | 0.7 | 0.3 | 0.8 | 0.2 | 0.9 | 0.1 |
| Medzera [mm] *** | 0.08 | 0.06 | 0.28 | 0.11 | 0.16 | 0.03 | 0.36 | 0.40 |
| * Na zÃĄklade vÃ―kresu od dodÃĄvateÄūa ** Rozdiel medzi nameranÃ―m spodnÃ―m a vrchnÃ―m dielcom *** DopoÄÃtanÃĄ medzera medzi vrchnÃ―m a spodnÃ―m dielcom pri dÄšÅūke nasunutia podÄūa oÄakÃĄvanie dodÃĄvateÄūa viÄ. Tab. 3 | ||||||||
6. ZÃĄver
Ciele prÃspevku, a to stanovenie toleranciÃ/imperfekcià a zatriedenie experimentÃĄlnych vzoriek z hÄūadiska imperfekciÃ, boli naplnenÃĐ. Je moÅūnÃĐ konÅĄtatovaÅĨ, Åūe experimentÃĄlne vzorky obsahujÚ imperfekcie, ktorÃĐ v niektorÃ―ch prÃpadoch presahujÚ limitnÃĐ hodnoty stanovÃĐ predpismi. TaktieÅū je moÅūnÃĐ konÅĄtatovaÅĨ, Åūe vzorky s menÅĄÃm priemerom sÚ podmieneÄne vhodnÃĐ na experimentÃĄlne vyhodnocovanie. Je to z toho dÃīvodu, Åūe imperfekcie prekraÄujÚ dovolenÃĐ vÃ―robnÃĐ limity. Vzorky s menÅĄÃm priemerom sÚ skÃīr teoreticky ako prakticky vyuÅūiteÄūnÃĐ. Tieto vzorky boli volenÃĐ z dÃīvodu, aby bol zistenÃ― vplyv malej ÅĄtÃhlosti (pomer LT / T viÄ. Obr. 2). V praxi sa v nasÚvanom spoji takÃĐto malÃĐ priemery nepouÅūÃvajÚ, pretoÅūe stÄšp s malÃ―m priemerom je moÅūnÃĐ realizovaÅĨ z jednÃĐho dielca.
Je moÅūnÃĐ konÅĄtatovaÅĨ, Åūe prÃspevok ukazuje akÃ―m spÃīsobom sa dÃĄ vysporiadaÅĨ s imperfekciami v nasÚvanom spoji. ZavedenÃm predstavenÃ―ch imperfekcià do matematickej analÃ―zy, ktorÃĄ simuluje sprÃĄvanie nasÚvanÃĐho spoja, bude moÅūnÃĐ odhaliÅĨ veÄūkosÅĨ vplyvu imperfekciÃ.
7. LiteratÚra
- SLOCUM, R.; FAIRBAIRN, M. Slip Joints Connections – How Do These Things Work?, Elektrical transmission and substation structures, Branson, Missouri, 2015, p. 363–374.
- SEGEREN, M. L. A. Vibration-induced settlement of a slip-joint connection for offshore wind turbines, Disertation thesis 2018, Delft University of Technology.
- van der TEMPEL, J.; SCHIPHOLT, B. L. The Slip-Joint Connection Alternative connection between pile and tower, Dutch Offshore Wind Energy Converter project, Delft University of Technology, 2003, DOWEC report - F1W2-JvdT-03-093/01-P.
- RECKÃ, J. TeoretickÃĐ a konÅĄtrukÄnÃĐ problÃĐmy oceÄūovÃ―ch stoÅūiarov, Disertation thesis 2012, Bratislava, Slovak University of Technology.
- BOTLÃ, M. Slip joint connection of steel conical towers, Disertation thesis, 2017, Bratislava, Slovak University of Technology, p. 40–44.
- Mojto, M. Manufacturing imperfections in slip joints, Advances in Architectural, Civil and Environmental Engineering Bratislava Spectrum STU, 2021, p. 463–70.
This paper deals with geometrical tolerances in the conical hollow tubes used in slip joints. Tubes are circular or polygonal cross-sections. The contribution includes standards concerning the tolerances. Based on the standards the imperfections in experimental specimens are evaluated. It is possible to say that it is not simple to state the shape and the allowed value according to standards. It is also possible to conclude that the experimental specimens include non-considerable imperfections.