Skutońćn√Ĺ pracovn√Ĺ diagram ocele a jeho pouŇĺitie v koneńćnoprvkov√Ĺch simul√°ciach
Pońć√≠tańćov√© simul√°cie vyŇĺaduj√ļ vhodn√© vstupn√© parametre, aby doŇ°lo k zhode v√Ĺsledkov numerick√Ĺch simul√°cii a experimentov. Skutońćn√Ĺ pracovn√Ĺ diagram, vhodn√Ĺ pre numerick√© simul√°cie, popisuje neline√°rne spr√°vanie sa ocele od pońćiatku zaŇ•aŇĺovania aŇĺ po poruŇ°enie vzorky. ńĆasŇ• po pevnosŇ• v Ň•ahu je moŇĺn√© jednoducho pop√≠saŇ• analytick√Ĺmi met√≥dami, no oblasŇ• lok√°lnej plastickej deform√°cie nie je moŇĺn√© pop√≠saŇ• podobn√Ĺmi z√°vislosŇ•ami medzi technick√Ĺm a skutońćn√Ĺm diagramom. Bola vykonan√° numerick√° Ň•ahov√° sk√ļŇ°ka sk√ļŇ°obnej vzorky pre stanovenie skutońćn√©ho diagramu ocele v programe ANSYS. Nap√§tia a deform√°cie z pońć√≠tańćov√Ĺch simul√°ci√≠ boli porovnan√© s v√Ĺsledkami experiment√°lnej Ň•ahovej sk√ļŇ°ky.
1. √övod
S rast√ļcou n√°rońćnosŇ•ou simul√°ci√≠ v stavebn√≠ctve rastie aj poŇĺiadavka na vhodn√© vstupn√© parametre v√Ĺpońćtov. Konkr√©tne v pr√≠pade oceńĺov√Ĺch konŇ°trukci√≠ je niekedy nedostatońćn√© rieŇ°iŇ• probl√©my len v line√°rno-elastickej oblasit, ale je potrebn√© analyzovaŇ• aj plastick√© spr√°vanie sa prvkov, a to je ńćasto probl√©m spr√°vne zohńĺadniŇ•. V beŇĺnej inŇĺinierskej praxi ńćasto postańćuje pouŇĺiŇ• ako materi√°lov√ļ charakteristiku biline√°rny pracovn√Ĺ diagram ocele, no za √ļńćelom porovnania v√Ĺsledkov experimentov so simul√°ciami je vhodn√© pouŇĺiŇ• technick√Ĺ pracovn√Ĺ diagram ocele, ńĺahko z√≠skan√Ĺ a prepońć√≠tan√Ĺ z v√Ĺsledkov Ň•ahovej sk√ļŇ°ky.
V koneńćnoprvkov√Ĺch softv√©roch (napr. ANSYS) je vhodn√© ako materi√°lov√Ĺ parameter pouŇĺiŇ• skutońćn√Ĺ pracovn√Ĺ diagram ocele. Z√≠skaŇ• ho moŇĺno konverziou z technick√©ho pracovn√©ho diagramu pomocou logaritmick√Ĺch rovn√≠c. T√°to met√≥da sa d√° pouŇĺiŇ• len na ńćasŇ• pracovn√©ho diagramu, kde s√ļ pomern√© pretvorenia konŇ°tantn√© na meranej dńļŇĺke (od pońćiatku zaŇ•aŇĺovania po pevnosŇ• v Ň•ahu). Probl√©mom m√īŇĺe byŇ• zvyŇ°n√° ńćasŇ• diagramu, kedy doch√°dza k vytv√°raniu z√ļŇĺenia prierezu, tzv. krńćka. Vzhńĺadom na vyŇ°Ň°ie uveden√© predpoklady sa logaritmick√© rovnice v tejto oblasti vyuŇĺiŇ• nedaj√ļ a je potrebn√© zvoliŇ• in√ļ met√≥du, napr√≠klad iterat√≠vnu met√≥du zaloŇĺen√ļ na postupnom urńćovan√≠ skutońćn√©ho pracovn√©ho diagramu v oblasti vytv√°rania krńćka.
2. Teoretick√© v√Ĺchodisk√°
Vo vŇ°eobecnosti je moŇĺn√© tvrdiŇ•, Ňĺe v√Ĺsledkom Ň•ahovej sk√ļŇ°ky je krivka (pracovn√Ĺ diagram) vyjadruj√ļca vzŇ•ah medzi nap√§t√≠m a predńļŇĺen√≠m, podobn√° technick√©mu pracovn√©mu diagramu ocele. Na to, aby sa z v√Ĺsledku Ň•ahovej sk√ļŇ°ky stal technick√Ĺ pracovn√Ĺ diagram ocele, je potrebn√© predńļŇĺenie prer√°taŇ• na pomern√© pretvorenie pomocou meranej dńļŇĺky z√°vislej od typu vzorky a prierezovej plochy. Technick√Ĺ pracovn√Ĺ diagram ocele je vztiahnut√Ĺ na neporuŇ°en√Ĺ pońćiatońćn√Ĺ prierez sk√ļŇ°obnej vzorky a to je hlavn√Ĺ d√īvod, preńćo technick√Ĺ pracovn√Ĺ diagram ocele nie je moŇĺn√© pouŇĺiŇ• v koneńćnoprvkov√Ĺch simul√°ci√°ch.
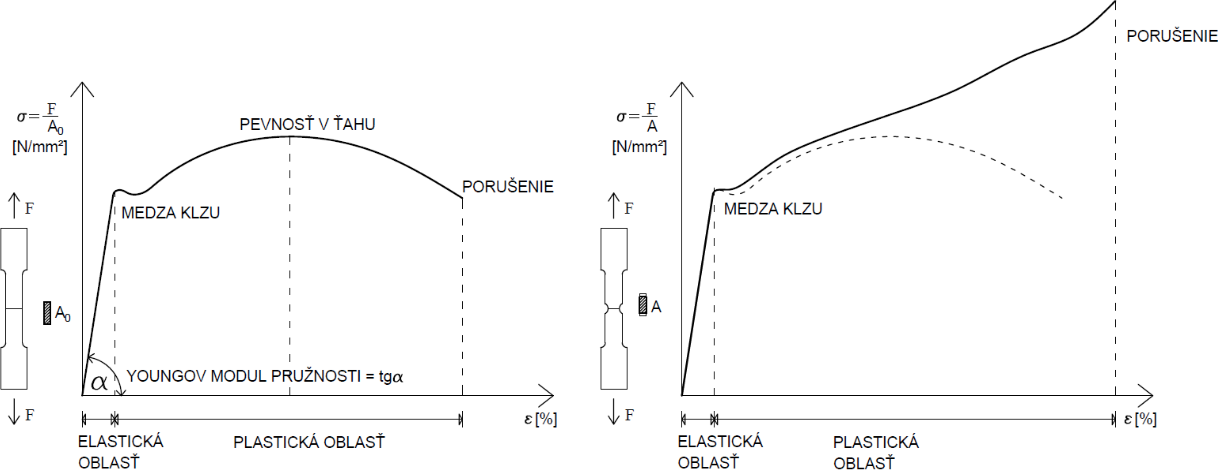
Obr. 1: Technick√Ĺ (vńĺavo) a skutońćn√Ĺ (vpravo) pracovn√Ĺ diagram ocele
Z d√īvodu, Ňĺe pri numerickej simul√°cii sa tvar vzorky nam√°han√≠m deformuje, je potrebn√© konvertovaŇ• technick√Ĺ pracovn√Ĺ diagram ocele na skutońćn√Ĺ, kde je deform√°cia vzorky v korel√°cii s predch√°dzaj√ļcimi deform√°ciami. V pr√≠pade pouŇĺitia technick√©ho pracovn√©ho diagramu v simul√°ci√°ch je moŇĺn√© sa dopustiŇ• znańćnej chyby vo v√Ĺpońćte, ktor√° sa prejav√≠ v celej plastickej oblasti diagramu.
Pomocou logaritmick√Ĺch rovn√≠c je moŇĺn√© konvertovaŇ• technick√Ĺ diagram na skutońćn√Ĺ a moŇĺno ich pouŇĺitŇ• na rozsiahlej oblasti diagramu – od zańćiatku zaŇ•aŇĺovania po pevnosŇ• v Ň•ahu. Na zvyŇ°n√ļ ńćasŇ• diagramu je nutn√© pouŇĺiŇ• in√ļ met√≥du z d√īvodu vzniku krńćku na sk√ļŇ°obnej vzorke. Skutońćn√© pretvorenie je charakterizovan√© podielom pr√≠rastku pretvorenia a aktu√°lnej dńļŇĺky (1) a skutońćn√© nap√§tie sa d√° vypońć√≠taŇ• ako podiel osovej sily a aktu√°lnej plochy prierezu sk√ļŇ°obnej vzorky (2) [1]:
kde σe a εe s√ļ nap√§tia a pomern√© pretvorenia vziahnut√© pre technick√Ĺ diagram ocele, σt a εt s√ļ nap√§tia a pomern√© pretvorenia vztiahnut√© pre skutońćn√Ĺ diagram ocele, L0 je p√īvodn√° dńļŇĺka a L je okamŇĺit√° dńļŇĺka.
Jednou z moŇĺnost√≠ na urńćenie druhej ńćasti skutońćn√©ho pracovn√©ho driagramu ocele je pouŇĺitie iterat√≠vnej met√≥dy v koneńćnoprvkovom softv√©ri (napr. ANSYS), kde je sk√ļŇ°obn√° vzorka namodelovan√°. Cieńĺom met√≥dy je postupne urńćovaŇ• a upravovaŇ• priebeh skutońćn√©ho diagramu v ńćasti, kde sa tvor√≠ krńćok aŇĺ po poruŇ°enie vzorky.
Proced√ļra spońć√≠va v nasledovn√Ĺch krokoch: zv√ĹŇ°enie zaŇ•aŇĺenia zaveden√≠m v√§ńćŇ°ieho premiestnenia, ako mal posledn√Ĺ pońć√≠tan√Ĺ bod; upravenie sklonu skutońćn√©ho diagramu ocele (materi√°lov√° charakteristika ocele v numerickom modeli) tak, aby boli dosiahnut√© dostatońćne presn√© hodnoty nap√§tia v technickom diagrame pri pr√≠sluŇ°nom pomernom pretvoren√≠, t.j. sleduje sa hodnota reakcie v mieste, kde je v modeli zabr√°nen√© deform√°cii vzorky v osi deform√°cie a predńļŇĺenie na meranej dńļŇĺke, ktor√© po prepońć√≠tan√≠ na nap√§tie a pomern√© pretvorenie vytvoria technick√Ĺ diagram ocele. Tieto kroky sa opakuj√ļ, k√Ĺm technick√Ĺ diagram z√≠skan√Ĺ ako v√Ĺsledok numerickej simul√°cie s technick√Ĺm diagramom z Ň•ahovej sk√ļŇ°ky nie s√ļ totoŇĺn√© aŇĺ do poruŇ°enia vzorky. V√Ĺsledkom je skutońćn√Ĺ diagram ocele (materi√°lov√° charakteristika ocele v numerickom modeli), ktor√Ĺ moŇĺno pouŇĺiŇ• ako aj v in√Ĺch koneńćnoprvkov√Ĺch simul√°ci√°ch [1].
3. Model a ovplyvŇąuj√ļce parametre
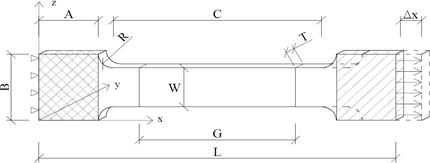
Obr. 2: Geometria sk√ļŇ°obnej vzorky
| A | B | C | L | G | W | R | T | |
|---|---|---|---|---|---|---|---|---|
| [mm] | 50 | 61 | 175 | 300 | 131,3 | 36 | 12,5 | 15 |
Pre √ļńćely vytvorenia skutońćn√©ho diagramu ocele bola rieŇ°en√° vzorka ocele X60 (podńĺa API 5L) obdńļŇĺnikov√©ho prierezu, s geometriou uvedenou na obr√°zku 2 a v tabuńĺke 1. Vo vyŇ°rafovan√Ĺch oblastiach modelu bola zabr√°nen√° deform√°cia v smere osi z a v ńĺavej vyŇ°rafovanej oblasti taktieŇĺ v smere osi x. ZaŇ•aŇĺenie vo forme deform√°cie bolo aplikovan√© v pravej Ň°rafovanej oblasti.
V sk√ļŇ°obnom zariaden√≠ bola vzorka podroben√° Ň•ahovej sk√ļŇ°ke, v√Ĺsledkom ktorej bola krivka z√°vislosti nap√§tia a predńļŇĺenia (obr. 3 vńĺavo), ktor√° sa pomocou meranej dńļŇĺky [2] prepońć√≠tala na pomern√© pretvorenie. Mal√© nepresnosti boli vyhńĺaden√© a v√Ĺsledkom bol technick√Ĺ pracovn√Ĺ diagram ocele (obr. 3 vpravo).
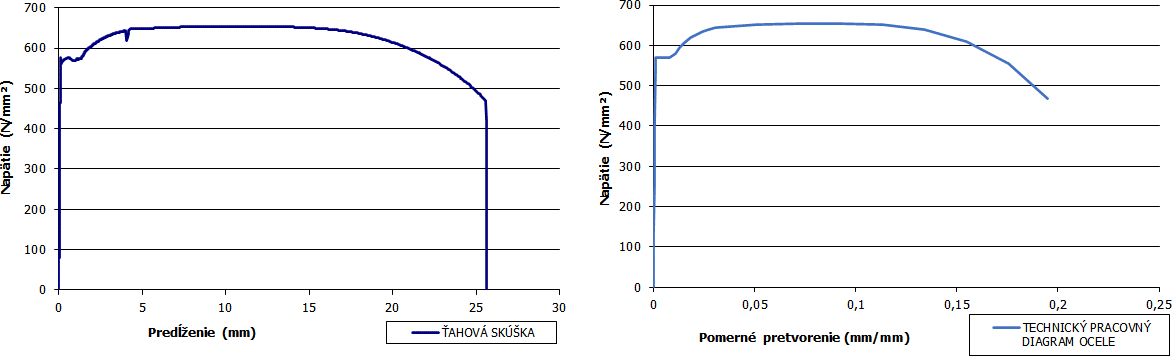
Obr. 3: V√Ĺsledok Ň•ahovej sk√ļŇ°ky (vńĺavo); technick√Ĺ pracovn√Ĺ diagram prepońć√≠tan√Ĺ z v√Ĺsledkov Ň•ahovej sk√ļŇ°ky a po vyhladen√≠ (vpravo)
Jedn√Ĺm z cieńĺov pr√°ce bolo zhodnotiŇ•, ak√Ĺ vplyv na tvar skutońćn√©ho diagramu maj√ļ veńĺkosŇ• a typ (line√°rny alebo kvadratick√Ĺ) koneńćn√Ĺch prvkov. Mal√© prvky vedia zv√ĹŇ°iŇ• presnosŇ• v√Ĺsledku, no maj√ļ negat√≠vny vplyv na v√Ĺpońćtov√Ĺ ńćas. Line√°rne prvky sa vyznańćuj√ļ vhodn√Ĺm pomerom presnosti a v√Ĺpońćtov√©ho ńćasu, k√Ĺm kvadratick√© prvky zvyŇ°uj√ļ v√Ĺpońćtov√Ĺ ńćas a pri porovnateńĺnej vzdialenosti uzlov koneńćn√Ĺch prvkov je v√Ĺsledok menej presn√Ĺ.
Sk√ļŇ°obn√° vzorka bola namodelovan√° v programe ANSYS v s√ļlade s uvedenou geometriou. Celkovo boli vytvoren√© Ň°tyri modely – tri s line√°rnymi elementami, kaŇĺd√Ĺ s inou veńĺkosŇ•ou koneńćn√Ĺch prvkov (1 mm; 1,5 mm; 2 mm) a jeden s kvadratick√Ĺmi elementami veńĺkosti 1,5 mm.
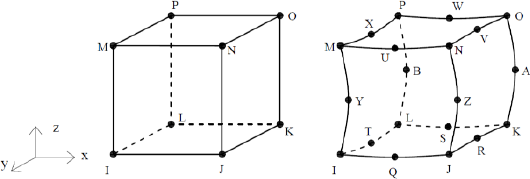
Obr. 4: Koneńćn√© prvky – line√°rny 3D prvok (vńĺavo); kvadratick√Ĺ 3D prvok (vpravo)
Kv√īli dosiahnutiu nielen pevnosti v Ň•ahu, ale aj poruŇ°enia, a taktieŇĺ z d√īvodu, Ňĺe Newton-Raphsonov algoritmus neakceptuje klesaj√ļcu vetvu pracovn√©ho diagramu, bolo potrebn√© vzorku zaŇ•aŇĺovaŇ• pr√≠rastkami deform√°cie.
V prvom rade bolo cieńĺom preuk√°zaŇ•, Ňĺe spr√°vnou materi√°lovou charakteristikou pre koneńćnoprvkov√© modelovanie je skutońćn√Ĺ pracovn√Ĺ diagram ocele. Z tohoto d√īvodu boli vytvoren√© 2 simul√°cie – jedna s materi√°lovou charakteristikou (vstupom) v podobe technick√©ho diagramu (z√≠skan√©ho z v√Ĺsledkov Ň•ahovej sk√ļŇ°ky) a druh√° v podobe skutońćn√©ho diagramu (prepońć√≠tan√©ho z technick√©ho diagramu pomocou logaritmick√Ĺch rovn√≠c). Vzorky boli zaŇ•aŇĺovan√© len po pevnosŇ• v Ň•ahu (dosiahnut√ļ pri Δx = 12,4 mm) a sledovan√Ĺ bol v√Ĺvoj plastick√Ĺch deform√°ci√≠.
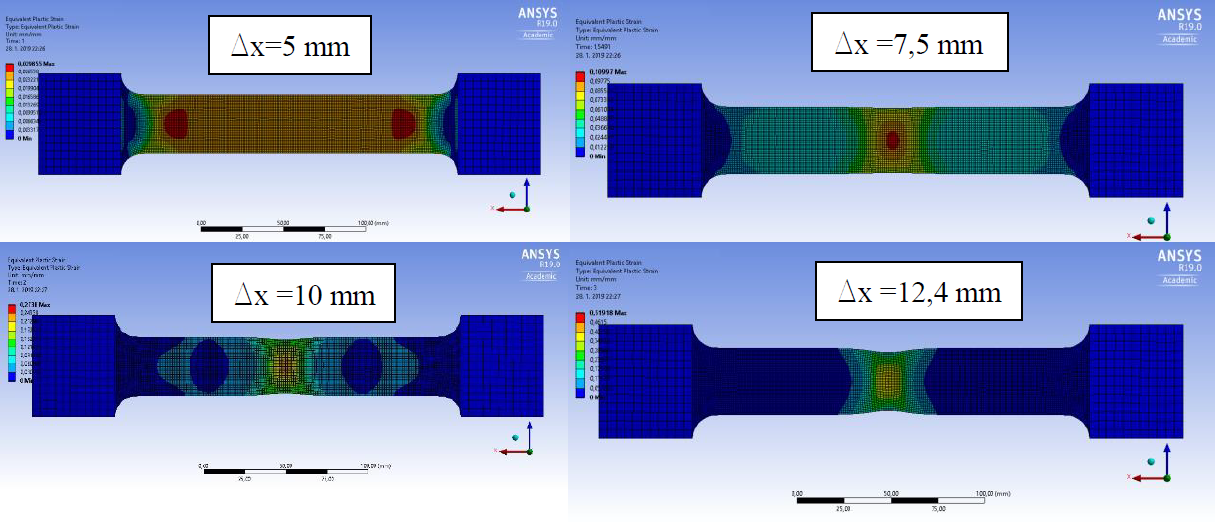
Obr. 5: V√Ĺvoj plastick√Ĺch deform√°ci√≠ pri pouŇĺit√≠ technick√©ho pracovn√©ho diagramu ako materi√°lovej charakteristiky
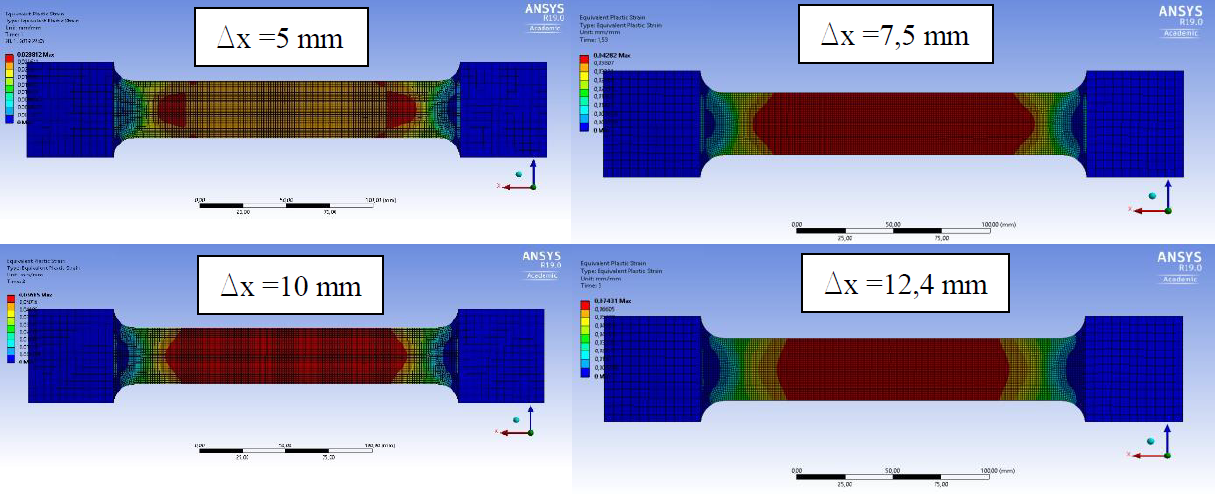
Obr. 6: V√Ĺvoj plastick√Ĺch deform√°ci√≠ pri pouŇĺit√≠ skutońćn√©ho pracovn√©ho diagramu ako materi√°lovej charakteristiky
V√Ĺsledkami sa preuk√°zalo, Ňĺe pouŇĺit√≠m skutońćn√©ho diagramu ocele je moŇĺn√© s vysokou presnosŇ•ou dosiahnuŇ• pevnosŇ• v Ň•ahu (obr. 7) a plastick√© deform√°cie s√ļ konŇ°tantn√© na meranej dńļŇĺke (obr. 6). V pr√≠pade pouŇĺitia technick√©ho diagramu ocele ako materi√°lovej charakteristiky v modeli, nielen Ňĺe nie je moŇĺn√© dosiahnuŇ• predpokladan√ļ pevnosŇ• v Ň•ahu (obr. 7), ale aj plastick√© deform√°cie koneńćn√Ĺch prvkov nie s√ļ konŇ°tantn√© na meranej dńļŇĺke (vznik√° krńćok) (obr. 5), ńćo v oblasti po pevnosŇ• v Ň•ahu nie je korektn√©. V d√īsledku vzniknutia krńćku s√ļ plastick√© pomern√© pretvorenia koneńćn√Ĺch prvkov v danej oblasti viac ako 6n√°sobn√© v porovnan√≠ s predch√°dzaj√ļcou simul√°ciou (obr. 7).
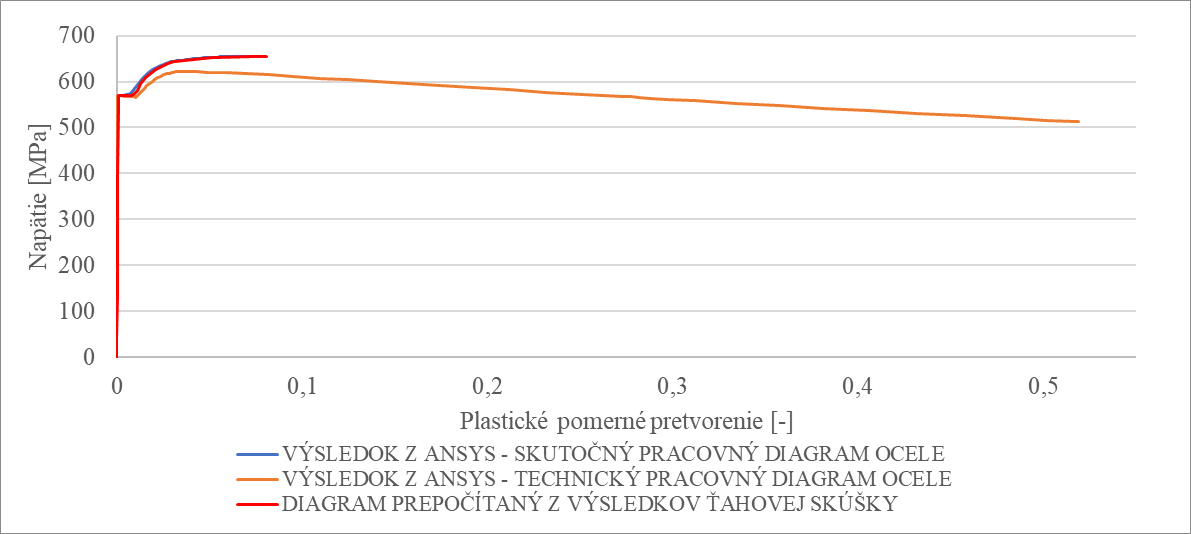
Obr. 7: Porovnanie materi√°lov√Ĺch parametrov ako vstupov do koneńćnoprvkov√Ĺch simul√°ci√≠ s v√Ĺsledkom Ň•ahovej sk√ļŇ°ky
N√°sledne bol v√Ĺskum cielen√Ĺ na anal√Ĺzu vplyvu typu a veńĺkosti koneńćn√Ĺch prvkov v oblasti diagramu, kde doch√°dza k vytv√°raniu krńćku pri pouŇĺit√≠ skutońćn√©ho diagramu ocele. Je nutn√© uviesŇ•, Ňĺe pri kaŇĺdej zmene veńĺkosti, pr√≠p. typu koneńćn√©ho prvku treba vytvoriŇ• nov√Ĺ skutońćn√Ĺ diagram ocele. Vytvoren√© boli Ň°tyri modely s vyŇ°Ň°ie uveden√Ĺmi parametrami koneńćn√Ĺch prvkov. Pri porovnan√≠ jednotliv√Ĺch diagramov z√≠skan√Ĺch anal√Ĺzou je zrejm√©, Ňĺe so zmenŇ°uj√ļcou sa veńĺkosŇ•ou prvkov rastie nap√§tie a pomern√© pretvorenie v diagrame, ako aj sklon samotnej krivky diagramu (obr. 8). V poslednej zo simul√°ci√≠ boli pouŇĺit√© kvadratick√© elementy. Nakońĺko tu bol najv√§ńćŇ°√≠ pońćet uzlov prvkov (ale nie najv√§ńćŇ°√≠ pońćet prvkov), cel√° tvorba skutońćn√©ho diagramu trvala najdlhŇ°√≠ ńćas. Hodnoty nap√§tia a pomern√©ho pretvorenia v porovnan√≠ s rovnako veńĺk√Ĺmi line√°rnymi elementami s√ļ vyŇ°Ň°ie, avŇ°ak rozdiel je mal√Ĺ a krivky s√ļ podobn√©.

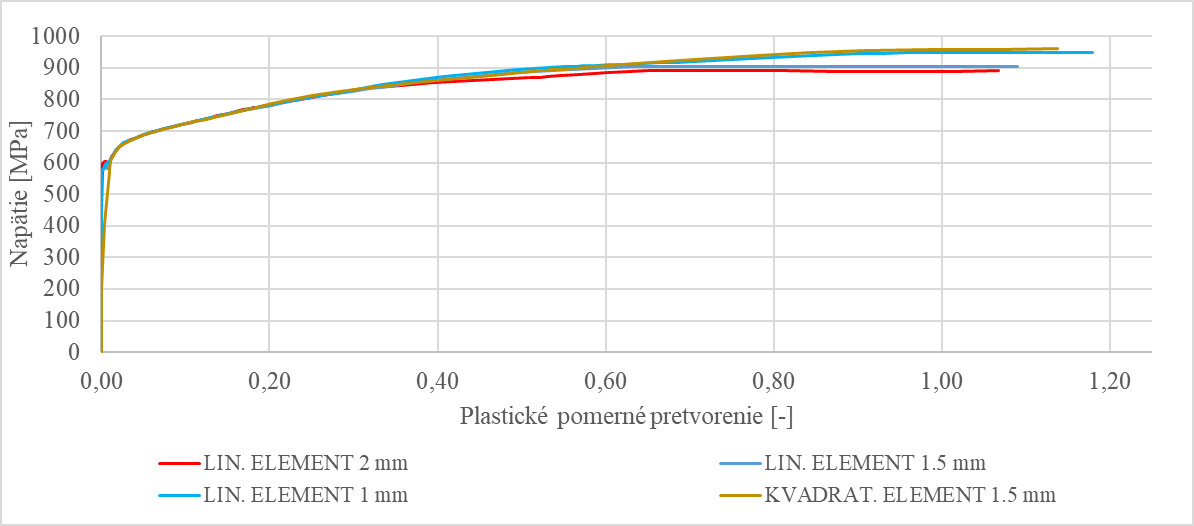
Obr. 8: Porovnanie v√Ĺsledkov vo forme diagramov z√≠skan√Ĺch prepońć√≠tan√≠m v√Ĺsledkov Ň•ahovej sk√ļŇ°ky a v√Ĺsledkov zo softv√©ru ANSYS (hore), porovnanie skutońćn√Ĺch pracovn√Ĺch diagramov pre jednotliv√© typy a veńĺkosti koneńćn√Ĺch prvkov (dole)
4. Z√°ver

Obr. 9: Pomern√© pretvorenie vzorky tesne pred poruŇ°en√≠m
Cieńĺom anal√Ĺzy bolo preuk√°zaŇ•, Ňĺe v koneńćnoprvkovej anal√Ĺze je pouŇĺitie skutońćn√©ho diagramu ocele spr√°vnym rieŇ°en√≠m. Pr√≠padn√© pouŇĺitie technick√©ho diagramu je nespr√°vne, Newton-Raphsonov algoritmus m√° probl√©m s jeho klesaj√ļcou vetvou a v√Ĺsledky s√ļ chybn√©. Technick√Ĺ diagram je vŇ°ak moŇĺn√© ńĺahko pretransformovaŇ• na skutońćn√Ĺ diagram pomocou logaritmick√Ĺch vzorcov a napr. iterańćnej met√≥dy (v pr√≠pade pouŇĺitia koneńćnoprvkov√Ĺch softv√©rov).
VeńĺkosŇ• a typ koneńćn√Ĺch prvkov predstavuj√ļ parametre s veńĺk√Ĺm vplyvom na priebeh skutońćn√©ho diagramu ocele v oblasti tvorby krńćku. So zvyŇ°uj√ļcou sa hustotou siete a s pouŇĺit√≠m kvadratick√Ĺch elementov rovnako rastie aj v√Ĺpońćtov√Ĺ ńćas. Z praktick√©ho hńĺadiska sa odpor√ļńća pouŇĺiŇ• tak√ļ veńĺkosŇ• a typ koneńćn√Ĺch prvkov, ktor√© dostatońćne presne vystihuj√ļ geometriu rieŇ°en√©ho telesa a v√Ĺrazne nezvyŇ°uje v√Ĺpońćtov√Ĺ ńćas. Je vŇ°ak nutn√© vedieŇ•, Ňĺe pre kaŇĺd√ļ veńĺkosŇ• a typ koneńćn√©ho prvku je pred simul√°ciou nutn√© vytvoriŇ• nov√Ĺ skutońćn√Ĺ diagram ocele.
5. Literat√ļra
- Gannon, L., 2011 Mesh Dependence of True Stress-Strain Curves in Finite Element Analysis of Steel Structures (DRDC Atlantic TM 2001-283; Defence R&D Canada – Atlantic) pp 1-20
- International Organization for Standardization, 2016 Metallic materials – Tensile testing – Part 1: Method of test at room temperature (ISO Standard No. 6892-1) retrieved from https://www.iso.org/standard/61856.html
- Ehlers, S., 2010 Strain and stress relation until fracture for finite element simulations of a thin circular plate, Thin-Walled Structures, vol. 48, pp 1-10
Computer simulations require appropriate input data to match the relevant calculated results with those of experiments. The true stress-strain curve suitable for finite element analysis is describing the non-linear behaviour of the steel with a proper relationship from beggining of loading to failure of the test specimen. The pre-peak part of the curve can be easily covered by an analytical method, but the necking part of the curve cannot be described by such a relationship between the normalized and the true stress-strain curves. Simple numerical tensile test of a steel specimen was performed to establish the true stress-strain curve in ANSYS software. Stress and strain from the computer analyses were compared with the results of the experimental tensile test.