Životnost potrubí vodních stabilních hasicích zařízení, část 1.

ƒål√°nek je zamƒõ≈ôen na ≈æivotnost potrub√≠ a sprinkler≈Ø sprinklerov√Ωch stabiln√≠ch hasic√≠ch za≈ô√≠zen√≠ (d√°le jen „SHZ“). Oba komponenty maj√≠ spoleƒçn√©ho nep≈ô√≠tele, kter√Ωm je koroze. Ta se projevuje v r≈Øzn√Ωch form√°ch a z r≈Øzn√Ωch p≈ô√≠ƒçin.
Kromě vlivu na životnost, funkčnost a hasební schopnost, jinak řečeno provozuschopnost vodních SHZ, ovlivňuje výši vodovodních a majetkových škod způsobených požárem a ve svých důsledcích provozní náklady. Je zřejmé, že se tento problém týká nejen provozovatelů vodních a pěno vodních SHZ a hadicových systémů, ale i pojistitelů a v neposlední řadě samotné požární bezpečnosti dotčených objektů.
Podle statistiky americk√© inspekƒçn√≠ organizace a zku≈°ebn√≠ laborato≈ôe Factory Mutual (FM-1982–2001) byl znemo≈ænƒõn v√Ωst≈ôik ze sprinkleru v d≈Øsledku usazenin a fragment≈Ø koroze u such√© soustavy v 59 %, u mokr√© soustavy v 13 % a u otev≈ôen√© sprejov√© soustavy sprejov√© v 28 % [15]. Pozn.: u such√© soustavy se jednalo o ocelov√© nepozinkovan√© potrub√≠.
Uvedenou problematikou se zab√Ωval i V√Ωbor evropsk√Ωch pojistitel≈Ø (CEA). Ze statistiky CEA za obdob√≠ 1985–2002 vyplynulo, ≈æe p≈ô√≠ƒçinou vodovodn√≠ch ≈°kod (≈°kody zp≈Øsoben√© √∫nikem vody) je v 27,3 % mechanick√© po≈°kozen√≠ komponent≈Ø, ve 22,8 % koroze a v 21,7 % zamrznut√≠ vody v potrub√≠ [13]. Z√°va≈ænost koroze potvrzuje i Factory Mutual, kter√° vyhodnotila korozi v obdob√≠ 2001–2015, z hlediska v√Ω≈°e n√°sledn√Ωch ≈°kod, za ƒçtvrtou nejz√°va≈ænƒõj≈°√≠ p≈ô√≠ƒçinu po zamrznut√≠ potrub√≠, mechanick√©m po≈°kozen√≠ sprinkleru a z√°vadƒõ na instalovan√Ωch komponentech [21]. Pozn.: statistika CEA reflektuje stav v EU.
Koroze obecnƒõ
Koroze je samovolné, postupné rozrušení kovů či nekovových organických a anorganických materiálů např. hornin či plastů) vlivem chemické nebo elektrochemické reakce s okolním prostředím. Korozní účinek se na vnitřním povrchu potrubí projevuje ubýváním tloušťky stěny vedoucí až k proděravění nebo narůstáním tloušťky stěny inkrustem vedoucí až k neprůchodnosti potrubí.
V případě potrubí se lze nejčastěji setkat s korozí atmosférickou, bodovou, galvanickou nebo štěrbinovou. Již méně je pro navrhovatele sprinklerových zařízení známá selektivní koroze, při níž dochází k vyplavování zinkových částic z ochranné vrstvy vlivem obsahu chloridů nebo síranů obsažených ve vodě. Zmínit je třeba i korozi mikrobiologickou způsobenou mikroorganismy a/nebo jejich produkty. Průvodním jevem této koroze je bio film, ve kterém mikroorganismy vytvářejí podmínky pro elektrochemickou korozi na rozhraní s kovovým povrchem [3]. V praxi probíhá koroze ocelového potrubí kombinací více druhů současně.
Pokud jde o atmosférickou korozi, rozděluje norma EN ISO 9223 atmosféru na šest stupňů korozní agresivity, od velmi nízké v uzavřených, klimatizovaných místnostech, kde nedochází ke kondenzaci vody, až po extrémní. Ta se vyskytuje v prostředí s extrémní vlhkostí nebo velmi vysokým průmyslovým znečištěním.
Zkušenosti s pozinkovaným potrubím pro rozvod pitné vody
Zkušenosti s korozí tohoto potrubí jsou využitelné pro pochopení procesů koroze potrubí sprinklerových zařízení. Průvodním znakem koroze v tomto potrubí jsou změny jakosti pitné vody. K nejvýznamnějším patří obsah Fe, Zn, Cu, pH, tvrdost, vodivost, zákal, obsah suspendovaných látek a v neposlední řadě mikrobiologické faktory. Charakteristickým jevem korozních procesů je pokles koncentrace rozpuštěného kyslíku ve vodě. U velmi tvrdých podzemních vod může docházet k vylučování tvrdých vápenatých vrstev, které chrání vnitřní povrch potrubí před plošnou korozi. Na straně druhé mohou způsobit zmenšení průřezu potrubí.
Při průtoku vody ocelovým pozinkovaným potrubím dochází k elektrochemické korozi a odstraňování zinku z vnitřního povrchu potrubí. Na vnitřním povrchu potrubí se usazují železité inkrustace. Ty vytvářejí vhodné prostředí pro rozvoj mikrobiologické koroze. Napadení materiálu potrubí korozí není možné ve všech případech vysvětlit jenom na základě fyzikálně chemických procesů. Na stimulaci korozních dějů se také podílejí mikroorganismy. Ve vodním prostředí se u nich projevuje tendence přilnout k povrchu pevných látek a rozvíjet se na něm. Výsledkem interakce mikroorganismů s povrchem potrubí je vytvoření biofilmu na povrchu potrubí. Aktivita mikroorganismů v biofilmu na povrchu materiálu přímo ovlivňuje průběh koroze. Některé bakterie jsou schopny se přímo zapojit do oxidace nebo redukce kovových iontů. Na vzniku biofilmu má vliv stav povrchu potrubí, na němž biofilm vzniká. Pro usazování mikroorganismů jsou příznivější podmínky na drsnějším povrchu. Velmi vhodným místem pro uchycení a další činnost kolonií mikroorganismů jsou póry na povrchu potrubí, vrypy a okuje [3]. Na tvorbu biofilmu má vliv také složení vody, její teplota a rychlost proudění.
Podstatn√Ω vliv na pr≈Øbƒõh koroze m√° mno≈æstv√≠ kysl√≠ku ve vodƒõ. P≈ôi zah≈ô√°t√≠ vody doch√°z√≠ ke sni≈æov√°n√≠ mno≈æstv√≠ rozpu≈°tƒõn√Ωch plyn≈Ø ve vodƒõ, vƒçetnƒõ kysl√≠ku. Plynn√Ω kysl√≠k reaguje se ≈æelezem rozpu≈°tƒõn√Ωm ve vodƒõ. To se postupnƒõ usazuje na dnƒõ potrub√≠. Na povrchu, kde nejsou vytvo≈ôeny vrstvy √∫sad korozn√≠ch zplodin, doch√°z√≠ k plo≈°n√© korozi. Ta postupnƒõ zbav√≠ vnit≈ôn√≠ povrch potrub√≠ vrstvy zinku. U vzorku potrub√≠ tepl√© vody, odebran√©ho po dvou letech pou≈æ√≠v√°n√≠, byla vrstva zinku na 80 % povrchu odbour√°na plo≈°nou koroz√≠. Ve spodn√≠ ƒç√°sti prob√≠h√° intenzivn√≠ koroze d≈Ølkov√° [3]. Riziko koroze zvy≈°uje obsah s√≠ran≈Ø a chlorid≈Ø ve vodƒõ a pou≈æit√≠ mƒõdi na r≈Øzn√© ƒç√°sti vnit≈ôn√≠ho vodovodu. Podle po≈æadavk≈Ø v√Ωrobc≈Ø potrub√≠ je max. povolen√° trval√° koncentrace ClO2 ve vodƒõ 0,2 mg/l. V praxi m≈Ø≈æe b√Ωt i 1,2 mg/l ClO2 [1]. Z dal≈°√≠ch vliv≈Ø je to celkov√Ω obsah kationt≈Ø ho≈ôƒç√≠ku a v√°pn√≠ku ve vodƒõ („tvrdost vody“), jej√≠ kyselost (pH men≈°√≠ ne≈æ 4,2), z√°saditost (pH vy≈°≈°√≠ ne≈æ 8,2) a obsah rozpustn√©ho kysl√≠ku ve vodƒõ, kter√Ω se mƒõn√≠ s teplotou.
Následky jednotlivých druhů koroze u rozvodů teplé vody je možno snížit například:
- obsahem kationtů hořčíku a vápníku;
- kyselostí a zásaditostí vody;
- vyloučením malých a velkých rychlostí proudění vody v potrubí;
- mechanickou filtrací a odkalováním potrubního systému;
- omezením kolísání teploty vody.
Za nejjednodušší ochranu potrubí se považuje filtrace. Hlavně před bodovou korozí, jejímž zdrojem jsou nečistoty a korozní zplodiny, které se usazují na nejnižších místech potrubí. Za cca 5 let mohou způsobit zanesení síta odkalovače. To může být příčinou nedostatečného tlaku např. na nejvýše umístěném hadicovém systému [1].
Životnost vodovodních rozvodů z pozinkovaného ocelového potrubí
≈Ω√°rov√© zinkov√°n√≠ trubek poskytuje dlouhodobou ochranu proti korozi v z√°vislosti na tlou≈°≈•ce povlaku, korozn√≠ agresivitƒõ prost≈ôed√≠ a provozn√≠ch podm√≠nk√°ch. Pro vnit≈ôn√≠ vodovod lze pou≈æ√≠t ocelov√© trubky pouze st≈ôednƒõ tƒõ≈æk√© nebo tƒõ≈æk√© ≈ôady (podle ƒåSN EN 10255) pozinkovan√© jakost√≠ A.1 [8]. Trubky, kter√© maj√≠ b√Ωt pozinkov√°ny, mus√≠ m√≠t hladk√Ω povrch, odpov√≠daj√≠c√≠ zp≈Øsob v√Ωroby, nesm√≠ b√Ωt zneƒçi≈°tƒõny nap≈ô. nƒõkter√Ωmi oleji a tuky. Potrub√≠ nesm√≠ m√≠t na povrchu p≈ôelo≈æky, zvr√°snƒõn√≠, ≈°upiny, ≈°kr√°bance a zav√°lcovan√© neƒçistoty. Pro jakost povlaku A.1 mus√≠ b√Ωt minim√°ln√≠ m√≠stn√≠ tlou≈°≈•ka povlaku vnit≈ôn√≠ sv√°rov√© housenky sva≈ôovan√Ωch ocelov√Ωch trubek 55 μm.
Ocelov√© pozinkovan√© potrub√≠ je mo≈æno pou≈æ√≠t pro rozvody vnit≈ôn√≠ho po≈æ√°rn√≠ho vodovodu. Pro rozvod studen√© vody se m≈Ø≈æe pou≈æ√≠t toto potrub√≠, pokud je teplota vody ni≈æ≈°√≠ ne≈æ 35 ¬∞C. Naprosto nevhodn√© je pou≈æ√≠vat ve vnit≈ôn√≠m vodovodu proveden√©m z ocelov√©ho pozinkovan√©ho potrub√≠ ochranu proti mikrobiologick√©mu nebezpeƒç√≠ (termick√° desinfekce). D≈Øvodem je ≈æe i kr√°tkodob√Ωm p≈ôekroƒçen√≠m v√Ωrobcem doporuƒçen√© teploty vody 35 ¬∞C se v√Ωraznƒõ zkracuje ≈æivotnost potrub√≠ [3]. V√Ωrobce ocelov√Ωch pozinkovan√Ωch trub uv√°d√≠ [9]: „…≈Ωivotnost Zn povlaku z√°vis√≠ na korozn√≠ agresivitƒõ prost≈ôed√≠. Zn povlak se nem√° pou≈æ√≠vat pro rozvody hork√© vody! Pokud k tomu dojde, cca po 2 letech doch√°z√≠ k prodƒõravƒõn√≠ pozinkovan√Ωch trubek vlivem bodov√© koroze, zat√≠mco obyƒçejn√© ƒçern√© trubky zabudovan√© v √∫st≈ôedn√≠m topen√≠ jsou bez poruchy v provozu t≈ôeba 30 let. D≈Øvodem je, ≈æe v hork√© vodƒõ nefunguje katodick√° ochrana zinku.“
Vrstva zinku poskytuje ochranu proti korozi √∫mƒõrnƒõ jej√≠ tlou≈°≈•ce, agresivitƒõ prost≈ôed√≠ a provozn√≠m podm√≠nk√°m. ≈Ωivotnost trubek a jejich spoj≈Ø ve vnit≈ôn√≠m vodovodu se navrhuje na dobu 50 let. To p≈ôedpokl√°d√° prov√°dƒõn√≠ odborn√© √∫dr≈æby a p≈ôimƒõ≈ôen√© provozn√≠ podm√≠nky. Realita je takov√°, ≈æe vƒõt≈°inou potrubn√≠ rozvody z ocelov√Ωch pozinkovan√Ωch trubek t√©to ≈æivotnosti nedosahuj√≠. Plat√≠, ≈æe ƒç√≠m men≈°√≠ objem vody potrub√≠m proteƒçe, ƒç√≠m je teplota vody ni≈æ≈°√≠, t√≠m je ≈æivotnost potrub√≠ del≈°√≠ a opaƒçnƒõ. P≈ôi pravideln√© termick√© dezinfekci syst√©mu (1√ó t√Ωdnƒõ p≈ôeh≈ô√°t√≠ na 70 ¬∞C) se prvn√≠ poruchy objev√≠ i d≈ô√≠ve ne≈æ za 2 roky [3]. Nelze opominout ani dal≈°√≠ okolnosti jako je vliv slo≈æen√≠ vody, zavzdu≈°nƒõn√© potrub√≠ nebo odst√°vka vodovodu, po kter√© n√°sleduje dod√°vka „ƒçerstv√©ho“ kysl√≠ku do potrub√≠.
Specialist√© na problematiku vodovod≈Ø uv√°dƒõj√≠, ≈æe n√°klady na zhotoven√≠ vnit≈ôn√≠ho vodovodu nep≈ôesahuj√≠ ani u slo≈æit√Ωch objekt≈Ø 2 % celkov√Ωch n√°klad≈Ø stavby. P≈ôitom rozd√≠l v n√°kladech mezi nerezov√Ωm potrub√≠m a potrub√≠m propylenov√Ωm (p≈ôi optim√°lnƒõ dimenzovan√Ωch rozvodech vody) nep≈ôesahuje 0,02 %–0,05 % z celkov√Ωch n√°klad≈Ø stavby V√Ωmƒõna potrub√≠ vnit≈ôn√≠ho vodovodu z ocelov√Ωch pozinkovan√Ωch trub, dokonce v z√°ruƒçn√≠ dobƒõ, ukazuje ≈æe kvalitnƒõj≈°√≠ materi√°l potrub√≠ by byl v koneƒçn√©m d≈Øsledku levnƒõj≈°√≠. P≈ôesto se v nƒõkter√Ωch p≈ô√≠padech navrhuje ocelov√© pozinkovan√© potrub√≠, aƒçkoliv je prokazatelnƒõ v dan√© aplikaci nevhodn√©. V d≈Øsledku kr√°tk√© ≈æivotnosti vygeneruje ne√∫mƒõrnƒõ vysok√© provozn√≠ n√°klady souvisej√≠c√≠ s jeho opravami, v√Ωmƒõnou a p≈ôeru≈°en√≠m provozu [1]. Jak vypl√Ωv√° z dal≈°√≠ho plat√≠ obdobn√° √∫vaha i pro ocelov√© potrub√≠ sprinklerov√Ωch a sprejov√Ωch za≈ô√≠zen√≠, zejm√©na v p≈ô√≠padƒõ such√Ωch soustav. Nemluvƒõ o pƒõno vodn√≠ch stabiln√≠ch hasic√≠ch za≈ô√≠zen√≠ch, kde korozi akceleruje pƒõnidlo, ze kter√©ho se vytv√°≈ô√≠ pƒõnotvorn√Ω roztok pro ha≈°en√≠.
Potrubí soustav sprinklerových SHZ
Za soustavu se u sprinklerových zařízení označuje potrubí za ventilovou stanicí (ve směru průtoku) sestávající ze stoupacího, rozváděcího a rozdělovacího potrubí. Z hlediska média nacházejícího se uvnitř potrubí soustavy může jít o soustavu mokrou a suchou.
U mokré soustavy je potrubí trvale zavodněno, obvykle pitnou vodou. Ta je na rozdíl od vodovodního potrubí převážně stojatá a studená. Na potrubí mokré soustavy jsou v chráněném prostoru osazeny samočinné sprinklery, které jsou v pohotovostní stavu uzavřené. K jejich otevření dochází až za podmínek požáru.
U suché soustavy, navrhované pro prostředí s nebezpečím zamrznutí vody, je v potrubí soustavy, v převážné většině případů, tlakový vzduch. I v tomto případě jde o soustavu uzavřenou sprinklery.
U sprejových zařízení je sprejová soustava osazena sprejovými hubicemi, které umožňují přístup atmosférického vzduchu do potrubí soustavy, jelikož jsou v pohotovostním stavu otevřené. U pěnových hasicích zařízení jsou na konci potrubí soustavy různé druhy aplikačních zařízení. V některých případech otevřených, v jiných případech uzavřených zabraňujících přístupu atmosférického vzduchu do soustavy.
Problematika koroze je nad√°le posouzena z hlediska:
- druhů sprinklerových soustav;
- materiálového provedení a životnosti potrubí;
- sprinklerů;
- inhibitorů a nemrznoucích činidel;
- hasební schopnosti;
- preventivních opatření.
Praktick√© zku≈°enosti z realizaƒçn√≠ praxe ukazuj√≠, ≈æe u mokr√© a such√© soustavy je zcela odli≈°n√° koroze. Z tabulky 1, vych√°zej√≠c√≠ z poznatk≈Ø inspekƒçn√≠ho org√°nu VdS, vypl√Ωv√°, ≈æe u such√© soustavy se vyskytuj√≠ st≈ôedn√≠ z√°vady II u cca 46 % kontrolovan√Ωch soustav za 12,5 roku. U mokr√© soustavy a≈æ za 25 let, dokonce v men≈°√≠ m√≠≈ôe. Varuj√≠c√≠ jsou z√°va≈æn√© z√°vady III, kter√© se vyskytuj√≠ u ƒçtvrtiny kontrolovan√Ωch such√Ωch soustav ji≈æ za 12,5 roku. D≈Øvodem je uvol≈àov√°n√≠ kysl√≠ku a CO2 v uzav≈ôen√©m potrub√≠ ze vzduchu dodan√©ho kompresorem p≈ôi souƒçasn√© kondenzaci vodn√≠ p√°ry ze zbytkov√©ho mno≈æstv√≠ vody nach√°zej√≠c√≠ho se v potrub√≠. Tato „n√°pl≈à“ se obnovuje p≈ôi ka≈æd√©m spu≈°tƒõn√≠ kompresoru, v z√°vislosti na netƒõsnostech potrubn√≠ho rozvodu. Ale i po tlakov√© zkou≈°ce nebo po opƒõtovn√©m uveden√≠ such√© soustavy do pohotovostn√≠ho stavu. S t√≠m souvis√≠ mo≈ænost zamrznut√≠ zbytkov√©ho mno≈æstv√≠ vody ve formƒõ z√°tky, co≈æ m≈Ø≈æe v√©st k prasknut√≠ potrub√≠ nebo omezen√≠ pr≈Øtoku vody po aktivaci sprinklerov√©ho za≈ô√≠zen√≠.
Na intenzitě koroze se v suchých soustavách podílí zejména:
- nedostatečné spádování jako podmínka pro úplné vypuštění vody ze soustavy;
- zanedbaná údržba Рneodvodňováni sedimentu z potrubí;
- chybný projekt Рnejsou instalovány odvodňovací a odvzdušňovací ventily;
- nedostatečná kvalita potrubí, zejména povrchová ochrana a tloušťka stěny;
- nevhodné složení vody.
Podle FM se za nejzávažnější příčinu koroze suchých soustav považuje mikrobiologická koroze (10 % až 20 %). Této korozi, se odhadem, přičítá 10 % až 30 % závad všech potrubí v USA [14].
| Soustava | Závada I zanedbatelná [%] | Závada II střední [%] | Závada III závažná [%] |
|---|---|---|---|
| Mokrá za 25 roků | 66,2 | 31,3 | 3,5 |
| Such√° za 12,5 roku | 28,2 | 46,6 | 25,2 |
| Stav k 31. 12. 2001. | |||
Významným, často podceňovaným řešením uvedených problémů je dodržení požadavků na spádování potrubí. Nedodržení dostatečného sklonu potrubí je zvlášť závažné u sprinklerových zařízení určených pro ochranu mrazírenských a chladírenských skladů. U těch se doporučuje i větší sklon než stanovuje normativní dokument.
Principiálním řešením k eliminování účinků koroze je použít jako náplň suché soustavy dusík. Z laboratorních zkoušek vlivu koroze na destičky z černé a pozinkované oceli vystavené různým druhům atmosféry po dobu 12 měsíců, v závislosti na množství vody (zbytkové a 50% zavodnění) vyplynulo, že životnost ocelového potrubí bez zinkové vrstvy by se zvýšila v dusíkové atmosféře 1,83krát a u ocelového pozinkovaného potrubí 12,2krát. Průměrné zvýšení životnosti, v závislosti na množství zbytkové vody, by bylo cca pětinásobné [11]. Přínos dusíkové atmosféry v suché soustavě potvrzuje i FM. To na základě zkoušek došlo k závěru, že u ocelového potrubí nepozinkovaného, naplněného tlakovým vzduchem, je průběh koroze desetkrát rychlejší než u potrubí s dusíkovou atmosférou. Druhou možností, jak eliminovat korozi je udržovat v suché soustavě podtlak. V tomto případě je kompresor nahrazen vývěvou. Obě možnosti jsou technologicky realizovatelné, nicméně se prosazují zatím ojediněle. Důvodem je konzervatismus navrhovatelů sprinklerových zařízení a předpokládaná vyšší pořizovací cena. Chybí případová studie, která by vyhodnotila přínosy a dopady se zaměřením na pořizovací a provozní náklady. Dílčí srovnávací studie provedená firmou Potter s dusíkem v suchém a mokrém potrubí uvádí, že by použití dusíku přineslo snížení celkových pořizovacích a provozních nákladů, při současném zvýšení životnosti potrubí, ze stávajících cca 10 roků na 53 roků [11].
Pokud jde o mokrou soustavu, předpokládá se, že bude zaplavována pomalu při současném odvádění vzduchu ze soustavy. V praxi se někdy k zaplavení potrubní soustavy používá hlavní čerpadlo, což má za následek vytvoření vzduchových polštářů různé velikosti. Lze důvodně předpokládat, že je potrubí v těchto místech náchylnější ke korozi, což připouští i specialisté VdS. Řešením je osazení potrubí na inkriminovaných místech automatickými odvzdušňovacími ventily. Dalším jevem je, že vlivem stojaté vody dochází v mokré soustavě k postupnému rozkladu vody a vzniku usazenin. Ty musí být pravidelně odstraňovány, aby se nestaly podhoubím pro mikrobiologickou korozi. Specifickou aplikační oblast představují z hlediska koroze potrubí obchodní centra typu mall. Z důvodu časté obměny nájemců a s tím souvisejících úprav interiéru zde dochází k opakovanému vypouštění a následnému zaplavování mokrých soustav. Důsledkem je dodávka kyslíku do potrubí, který urychluje vnitřní korozi potrubí.
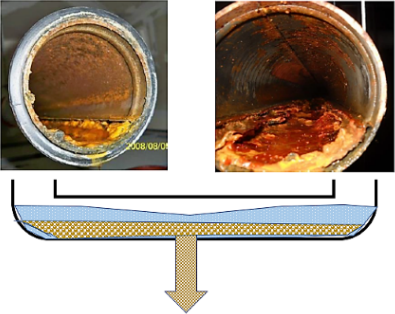
Pozornost byla zaměřená na dvě typické soustavy sprinklerových zařízení s náplní vodou a vzduchem. Je patrné, že v praxi obvykle nejde o čistě mokrou nebo suchou soustavu. U mokré soustavy mohou být části potrubí ne zcela zavodněné, ve kterých probíhá koroze jako u suché soustavy. Naopak u suché soustavy mohou být místa s větším zbytkovým množstvím vody. Místy s potenciální zvýšenou korozí mohou být i části potrubí mokrých soustav vedených pod stropem výrobních a skladovacích hal kde teplota vody je vyšší než 35 °C. Pro objektivní vyhodnocení průběhu koroze v těchto místech není zatím k dispozici dostatek informací. Nicméně, obr. 1 je nanejvýš výmluvný.
Materiálové provedení potrubí soustav sprinklerových zařízení
Podle ČSN EN 12845:2020 se může ve sprinklerových zařízeních používat potrubí ocelové, měděné nebo z jiného materiálu podle příslušných podmínek platných v místě použití zařízení. Nejčastěji se používá potrubí ocelové s tím, že se od roku 2000 v ČR postupně prosazuje, za předem stanovených podmínek, potrubí plastové.
Požadavky ČSN EN 12845 a VdS CEA 4001 na nadzemní a v zemi uložené potrubí jsou uvedeny v tabulce 2. Z porovnání obou technických dokumentů je patrné, že ČSN EN 12845 reflektuje korozi neadekvátně. To se týká zejména obtížně kontrolovatelné tloušťky trubek odkazem na normy ISO a absencí požadavků na suchou soustavu a plastové potrubí. Vysvětlením je předpoklad zpracovatele normy, že si jednotlivé členské země EU uvedenou problematiku upravují v jiných technických dokumentech. V ČR žádný takový dokument nebyl dosud vydán.

obr. 1 Potrubí proděravěné korozí

obr.2 Inkrustace potrubí
| ČSN EN 12845:2020 | VdS CEA 4001:2018 |
|---|---|
| čl. 17.1.1 Potrubí uložené v zemi musí mít dostatečnou odolnost proti korozi, dále uvádí doporučené druhy trubek včetně plastových bez odkazu na normy. | čl. 15.1.1 Potrubí uložené v zemi je nutné chránit proti korozi, dále uvádí druhy trubek s odkazem na normy DIN EN. |
| ƒçl. 17.1.2 Nadzemn√≠ potrub√≠ mus√≠ b√Ωt ocelov√©, mƒõdƒõn√© nebo z jin√©ho materi√°lu s akceptac√≠ n√°rodn√≠ho org√°nu, ocelov√© potrub√≠ do DN 150 a men≈°√≠ opat≈ôen√© z√°vitem mus√≠ m√≠t min. tlou≈°≈•ku stƒõny podle ISO 65; konce potrub√≠ nevykazuj√≠ v√Ωznamn√© ztenƒçen√≠ tlou≈°≈•ky mus√≠ b√Ωt tlou≈°≈•ka stƒõny D podle ISO 4200; pokud se pou≈æ√≠vaj√≠ mechanick√© spoje mus√≠ b√Ωt tlou≈°≈•ka stƒõny podle doporuƒçen√≠ v√Ωrobce; pro such√© a p≈ôedstihov√© soustavy se m√° p≈ôednostnƒõ pou≈æ√≠vat pozinkovan√° ocel. | ƒçl. 15.1.2. Ocelov√© trubky se z√°vitem musej√≠ b√Ωt podle EN 10255 s t√≠m, ≈æe je stanovena minim√°ln√≠ tlou≈°≈•ka stƒõn od 3,2 mm do 5,0 mm pro DN 25–DN 125/150, ocelov√© trubky strojnƒõ obroben√© bez ztenƒçen√≠ stƒõny nap≈ô. v√°lcov√°n√≠m dr√°≈æky mus√≠ b√Ωt podle DIN EN 10220 a DIN EN 10216 (beze≈°v√©), DIN EN 10255 (z√°vitov√©) a DIN EN 10217 (sva≈ôovan√©) s t√≠m, ≈æe minim√°ln√≠ tlou≈°≈•ka stƒõny u trubek s v√°lcovanou dr√°≈ækou nebo sv√°rov√Ωm spojem je 2,6 mm a≈æ 5,6 mm pro DN 65-DN 300; stanoveny po≈æadavky na mƒõdƒõn√© trubky z hlediska pou≈æit√≠, materi√°lov√©ho proveden√≠ a minim√°ln√≠ tlou≈°≈•ky stƒõny. Pozn.: pro such√© soustavy plat√≠ ƒçl. 15.1.10 |
| čl. 17.1.3. Svařování se má provádět tak, aby potrubí bylo zbaveno otřepů strusky a vnitřní povrch nebránil průtoku vody; max. DN 50. | čl. 15.1.3 Svařování se má provádět tak, aby potrubí bylo zbaveno otřepů strusky a vnitřní povrch nebránil průtoku vody, limit DN 50; měděné trubky lze spojovat jenom tvrdým pájením s použití fitinků podle DIN EN 1254, definuje požadavky na tvrdé pájky s odkazem na normy, spojení měděného a ocelového potrubí jenom použitím přírub s maticemi z ušlechtilé ocel, uveden odkaz na normu definující ocelovou a měděnou přírubu. |
| čl. 17.1.5 Trubky musí být uloženy tak, aby byly přístupné; nesmí být zabudované do betonových podlah nebo stropů. Pozn.: jsou myšleny ocelové trubky. | |
| čl. 17.1.7 Pokud to vyžaduje prostředí, musí se nepozinkované potrubí natřít, stejně jako při porušení povrchové vrstvy např. řezáním závitů. | čl. 15.1.6. a 15.1.7.1 Stanoveny požadavky na potrubí plastové, z kompozitních materiálů a s lisovanými spojkami. Např. rozsah teplot 10 °C až 49 °C, možnost uložení do betonu nebo mezistropů bez požárního zatížení, podmínky montáže atd. |
| čl. 17.1.8 Musí být prostředky pro odvodnění, případně odvodňovací ventily; sklon 0,4 % / 0,2 % u suchých, smíšených a předstihových soustav. | |
| čl. 17.1.9 Požadavek na tvrdé pájení použitím fitinků podle EN 1254, provedení tvrdého pájení podle EN ISO 3677, spojení měděného a ocelového potrubí jenom přírubami se šrouby a maticemi z korozivzdorné oceli. Pozn.: ve VdS čl. 15.1.3. | čl. 15.1.9 Ocelová potrubí musí být opatřená ochrannou vrstvou např. pozinkováním, při poškození této vrstvy např. řezání závitů musí být u pozinkovaných potrubí poškození opatřená nátěrem. |
| ƒçl. J.4.2 Soustava u chlad√≠rensk√Ωch sklad≈Ø se m√° po pou≈æit√≠ rozebrat a vysu≈°it. | ƒçl. 15.1.10 Po≈æadavek na odvodnƒõn√≠ a p≈ô√≠padn√© odvod≈àovac√≠ ventily, u such√Ωch a p≈ôedstihov√Ωch soustav: a) sklon 0,5 % a u DN ≤ 40 tlou≈°≈•ka stƒõny min. 2,9 mm nebo sn√≠≈æen√© rozteƒçe z√°vƒõs≈Ø na polovinu b) vƒõtve mus√≠ m√≠t sklon 0,4 %, rozvodn√° potrub√≠ 0,2 % a potrub√≠ s DN ≤ 65 tlou≈°≈•ku stƒõny min. 2,9 mm nebo sn√≠≈æen√© rozteƒçe na polovinu. |
Na průběh koroze má podstatný vliv tloušťka stěny trubky a síla zinkové vrstvy. Obě představují mechanickou překážku pro korozi a mají tudíž vliv na životnost potrubí s dopadem na provozní náklady a provozuschopnost zařízení. V USA se obvykle používala pro sprinklerová zařízení potrubí velikosti 40. V posledních letech, zejména u suchých a předstihových soustav potrubí velikosti 10 nebo 5. Přechod na lehčí a levnější trubky přinesl zkrácení životnosti potrubí, což je patrné z tabulky 3.
| Nominální velikost (NPS) [inch] | Velikost 10 [inch] | Velikost 40 [inch] | Životnost vel. 40 na vel. 10 |
|---|---|---|---|
| 1 | 0,109 | 0,133 | 82 % |
| 2 | 0,109 | 0,154 | 70,8 % |
| 4 | 0,120 | 0,237 | 50,6 % |
Obdobn√° situace je v ƒåR. Z d≈Øvodu krit√©ria nejni≈æ≈°√≠ ceny a neexistence p≈ôej√≠mac√≠ch kontrol je tendence navrhovat lehƒç√≠, a t√≠m i levnƒõj≈°√≠ trubky. V nƒõkter√Ωch ojedinƒõl√Ωch p≈ô√≠padech tak „tenk√©“, ≈æe nen√≠ mo≈æn√© ani vyv√°lcovat dr√°≈æku pro mechanick√© spojky, ani≈æ by nedo≈°lo u takov√©ho potrub√≠ k prasklin√°m po cel√©m vnit≈ôn√≠m obvodu dr√°≈æky. Vƒõt≈°ina dodavatel≈Ø sprinklerov√Ωch za≈ô√≠zen√≠ pochopila, ≈æe se tento krajn√≠ p≈ô√≠stup, motivovan√Ω nejni≈æ≈°√≠ cenou, ve sv√Ωch d≈Øsledc√≠ch nevypl√°c√≠. Odhaduje se, ≈æe v ƒåR do≈°lo ke zkr√°cen√≠ ≈æivotnosti potrub√≠ a≈æ o 50 %. Jsou zn√°m√© p≈ô√≠pady, kde je nutn√© vymƒõnit potrub√≠ ji≈æ po deseti letech. Pro dodavatele vodn√≠ch a pƒõno-vodn√≠ch stabiln√≠ch hasic√≠ch za≈ô√≠zen√≠ je podstatn√©, aby k tomu do≈°lo po uplynut√≠ garanƒçn√≠ doby. Re√°ln√Ω stav odhal√≠ n√°sleduj√≠c√≠ roky, kdy vƒõt≈°ina „nov√Ωch“ instalac√≠ bude m√≠t ≈æivotnost 20–25 let. Podle informac√≠ provozovatel≈Ø a v√Ωrobc≈Ø sprinklerov√Ωch za≈ô√≠zen√≠ lze oƒçek√°vat zv√Ω≈°en√Ω poƒçet instalac√≠, u nich≈æ bude nutn√° kompletn√≠ v√Ωmƒõna potrub√≠ z d≈Øvodu netƒõsnosti.


obr. 3 Část pozinkovaného potrubí mokré soustavy, které bylo nutné vyměnit po 10 letech provozu sprinklerového zařízení v nákupním středisku typu mall
Koroze sprinklerů
Z prohlídek starých instalací prováděných VdS vyplývá, že u kontrolovaných sprinklerů je nejcitlivějším místem z hlediska koroze tepelná pojistka, zejména pojistka tavná. Ke galvanické korozi dochází v místě mezi bronzovým tělesem sprinkleru a ocelovým potrubím. V ČR mají absolutní převahu sprinklery se skleněnou tepelnou pojistkou. Až v posledních letech se začaly dovážet skladové sprinklery, které jsou obvykle opatřené tavnou pojistkou s rychlou tepelnou odezvou. Odolnost těchto tepelných pojistek z hlediska koroze nelze z důvodu relativně krátké doby jejich používání zatím objektivně vyhodnotit. Lze důvodně předpokládat, že bude kratší než u pojistek skleněných.
| Jmenovit√° svƒõtlost | DN 25/32/40 | DN 50/60 | DN 80 | DN 100 | DN 125/150 |
|---|---|---|---|---|---|
| Se závitem a obráběnou drážkou | 3,2 | 3,6 | 4,0 | 4,5 | 5,0 |
| Strojnƒõ obroben√© bez ztenƒçen√≠ stƒõny nap≈ô. v√°lcovanou dr√°≈ækou | 2,6 pro DN ≤ 65 | 2,9 | 3,2 | 3,6 mm pro DN 125 4,0 mm pro DN 150 | |
| Pozn.: pro suché soustavy jsou přísnější požadavky. | |||||
![obr. 4 Relativní srovnání vlivu koroze na destičky z oceli bez povrchové ochrany a z pozinkované oceli v závislosti na druhu atmosféry (dusík/stlačený vzduch) a zbytkového množství vody [11]](/docu/clanky/0220/022086o6.png)
obr. 4 Relativní srovnání vlivu koroze na destičky z oceli bez povrchové ochrany a z pozinkované oceli v závislosti na druhu atmosféry (dusík/stlačený vzduch) a zbytkového množství vody [11]
U závěsných sprinklerů dochází postupně k zanášení hrdla usazeninami, které nejde běžným proplachem odstranit. To se může týkat i látek určených pro zvýšení mrazuvzdornosti vody, které se dostanou v různé koncentraci z nádrže na vodu do rozváděcího potrubí a usadí se v hrdlech sprinklerů.
Sprinklery instalované v prostředí s vysokým stupněm atmosférické koroze se opatřují voskovou, teflonovou nebo jinou protikorozní vrstvou, případně jsou pochromované. Ve sprinklerových zařízení zvláštní důležitosti jsou sprinklery vyrobené z titanu. Pokud má být protikorozní úprava účinná musí se pravidelně ochranná vrstva obnovovat.
Koroze sprinklerů může být příčinou:
- nefunkčnosti tepelné pojistky;
- změny otevírací teploty sprinkleru;
- omezení nebo zablokování výstřiku usazeninami z potrubí.
Vliv koroze lze eliminovat:
- pravidelnými prohlídkami;
- údržbou;
- kontrolami starých instalací;
- kontrolou vlastností vody;
- použitím sprinklerů s antikorozní úpravou nebo vyrobených z antikorozních materiálů.
K závadám sprinklerů nedochází jenom z důvodu koroze, ale i vibracemi, radiačním teplem, vlastnostmi použité vody nebo mechanickým poškozením. VdS požaduje výměnu sprinklerů nejpozději po 50 letech. U suchých sprinklerů je stanovena doba kratší.
obr. 5 Potrubí suché soustavy se zbytkovým množstvím vody

obr. 6 Odvodňovací armatura

obr. 7 Pokročilá koroze vnějšího povrchu potrubí z důvodu vysoké vlhkosti vzduchu

obr. 8 Potrubí s antikorozní úpravou lakováním vypalovací práškovou barvou
Inhibitory a nemrznoucí látky
Převážně jde o chemické sloučeniny, které se mohou stát akcelerátorem koroze. Platí zásada, že použití jakékoliv chemické látky, která se má přidat do nádrže na vodu, je možné jenom po předchozím souhlasu výrobce sprinklerového SHZ nebo výrobce potrubí. Zvláštní pozornost je třeba věnovat této podmínce u plastových potrubí.

obr. 9 Zanedbaná údržba, zdroj koroze
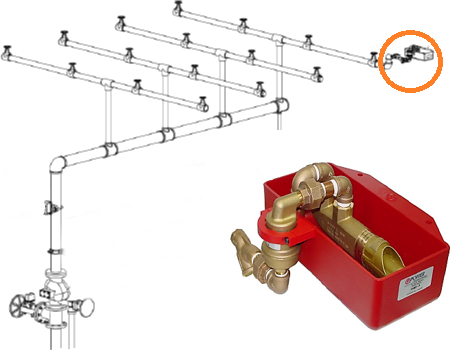
obr. 10 Samočinný odvzdušňovací ventil
Vliv koroze na hasební schopnost
Úměrně k zanášení potrubí a sprinklerů sedimenty a inkrustaci se zmenšuje jeho průtočný průřez a drsnost vnitřního povrchu potrubí. Tím se mění předpoklady, ze kterých vycházel hydraulický výpočet, jehož cílem je, kromě jiného, dosáhnout stanovenou intenzitu dodávky vody. Ověřit, jak dalece je snížena hasební schopnost z důvodu zvýšených tlakových ztrát, umožňuje metodika VdS, podle které se provádějí kontroly starých sprinklerových zařízení [23].
The article focuses on the service life of pipes and sprinklers of sprinkler fixed fire extinguishing systems. Both components have a common enemy, which is corrosion. It appears in various forms and for various reasons.