PÅÃprava prÅŊmyslovÃĐ vÃ―roby mezerovitÃĐho vlÃĄknobetonu
ÄlÃĄnek se zabÃ―vÃĄ praktickÃ―m vyuÅūitÃm mezerovitÃĐho vlÃĄknobetonu v praxi. Mezi laboratornà a prÅŊmyslovou vÃ―robou totiÅū existuje velkÃĐ mnoÅūstvà rÅŊznÃ―ch objemÅŊ vlÃĄknobetonu (cca 100 m3). VÃ―sledky poÄÃĄteÄnà zkouÅĄky in situ ukazujà skuteÄnÃ― rozdÃl mezi dvÄma procesy vÃ―roby betonu vyztuÅūenÃĐho vlÃĄkny.
1. Ãvod
Struktura mezerovitÃĐho vlÃĄknobetonu s uÅūitÃm vÃ―hradnÄ betonovÃĐho recyklÃĄtu je znÃĄma od roku 2007. Vznikla pÅi ÅeÅĄenà projektu „UdrÅūitelnÃĄ vÃ―stavba“, ÅeÅĄenÃĐho na ÄVUT, fakultÄ stavebnà v letech 2007–2015.
NetÅÃdÄnÃ― betonovÃ― recyklÃĄt ÅĄirokÃĐ frakce zrnitosti (napÅ. 0–32 mm) vytvÃĄÅà po zhutnÄnà mezerovitou strukturu, kterÃĄ je nÃĄslednÄ ztuÅūena nÃĄhodnÄ rozptÃ―lenÃ―mi syntetickÃ―mi vlÃĄkny. Kontaktnà spojenà mezi zrny betonovÃĐho recyklÃĄtu a syntetickÃ―mi vlÃĄkny je zajiÅĄtÄno cementovÃ―m tmelem obalujÃcÃm pouze zrna uÅūitÃĐho betonovÃĐho recyklÃĄtu.
NÃĄvrhy na vyuÅūità takto sestavenÃĐ struktury kompozita vychÃĄzely z prokÃĄzanÃ―ch fyzikÃĄlnÄ mechanickÃ―ch charakteristik. VyuÅūità v zemnÃch tÄlesech liniovÃ―ch staveb a konstrukcÃch zemnÃch hrÃĄzÃ, kterÃĐ se neprotrhnou ani pÅi pÅelità vodou, byly mimo jinÃĐ prezentovÃĄny i v pÅÃspÄvku pro MPO 11. 11. 2011. VÅūdy v pÅednÃĄÅĄkÃĄch byly zdÅŊraznÄny pÅednosti tohoto kompozita vÄetnÄ jeho velkÃĐ spotÅeby.
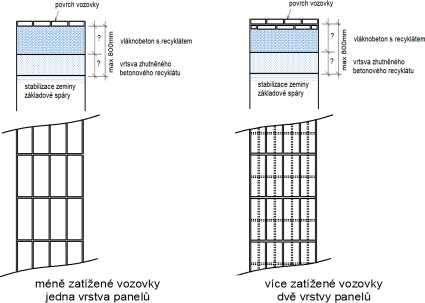
Obr. 1 SchÃĐma navrhovanÃĐ skladby panelovÃ―ch vozovek
BohuÅūel celÃĄ tato historie mezerovitÃĐho vlÃĄknobetonu byla podloÅūena pouze laboratornÃmi vÃ―sledky, modelovÃ―mi simulacemi a modelem hrÃĄze vystavenÃĐm po dva roky na mezinÃĄrodnÃm veletrhu v BrnÄ.
Prvnà pÅÃleÅūitost pro ÅĄirÅĄÃ uplatnÄnà mezerovitÃĐho vlÃĄknobetonu v praxi vznikla aÅū s projektem vozovek s panelovou Úpravou povrchu.
UÅūità mezerovitÃĐho vlÃĄknobetonu v konstrukci vozovky v podkladnà vrstvÄ jejà konstrukce (viz ObrÃĄzek 1) obnÃĄÅĄÃ velkÃ― objem betonovÃĐho recyklÃĄtu a uplatnÄnà vhodnÃ―ch pevnostnÃch charakteristik vlÃĄknobetonu. PlnÄ se uplatÅuje propustnost kompozita vodou pÅi zachovÃĄnà jeho schopnosti pÅenÃĄÅĄet tahovÃĄ napÄtà i po vzniku trhlin.
2. PÅÃprava na prÅŊmyslovou vÃ―robu mezerovitÃĐho vlÃĄknobetonu
V rÃĄmci pÅÃpravy bylo nutnÃĐ ÅeÅĄit:
- SloÅūky mezerovitÃĐho vlÃĄknobetonu
- ZkuÅĄebnà zÃĄmÄsi a uÅūità vhodnÃĐho strojnÃho zaÅÃzenà k vÃ―robÄ
Vzhledem k velkÃĐmu poÅūadovanÃĐmu objemu betonovÃĐho recyklÃĄtu (cca 150 m3 hotovÃĐho betonu) bylo nutnÃĐ zvÄtÅĄit velikost maximÃĄlnÃho zrna na 32 mm, tj. uÅūÃt ÅĄirokÃĐ ÄÃĄry zrnitosti 0–32 mm a zajistit homogenitu smÄsi. DÃĄle upravit dÃĐlku syntetickÃ―ch vlÃĄken na 110 mm, to je cca trojnÃĄsobek maximÃĄlnÃho zrna recyklÃĄtu. PÅÃprava tak byla zamÄÅena tÃĐÅū na zajiÅĄtÄnà velkÃĐho objemu betonovÃĐho recyklÃĄtu a syntetickÃ―ch vlÃĄken dÃĐlky 110 mm. BetonovÃ― recyklÃĄt zajistil ÅeÅĄitel projektu a syntetickÃĄ vlÃĄkna dodala firma Benesteel, kterÃĄ vzhledem k poÅūadovanÃĐ dÃĐlce vlÃĄken pÅestavÄla vÃ―robnà linku.
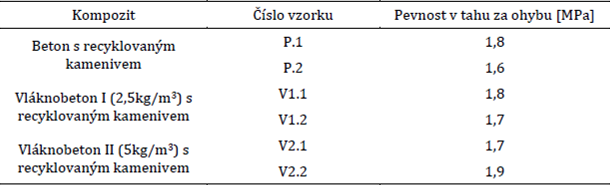
ZkuÅĄebnà zÃĄmÄsi se uskuteÄnily ve dvou etapÃĄch. Nejprve v mÃchaÄce, kterÃĄ, jak se ukÃĄzalo, nesplÅovala poÅūadavky na vÃ―robu homogennÃho vlÃĄknobetonu pÅi vÃ―robÄ vÄtÅĄÃch objemÅŊ. Tato pokusnÃĄ zÃĄmÄs byla vyuÅūita k prokÃĄzÃĄnà zÃĄkladnÃch charakteristik mezerovitÃĐho vlÃĄknobetonu a stanovenà dÃĄvkovÃĄnà syntetickÃ―ch vlÃĄken na 0,3 % objemu. VÅĄe dokumentujà nÃĄsledujÃcà obrÃĄzky a tabulka pevnostnÃch charakteristik.






Obr. 2 VÃ―roba vlÃĄknobetonovÃĐ smÄsi
Tabulka 1 Pevnosti v tahu za ohybu




Obr. 3 VÃ―roba zkuÅĄebnÃch vzorkÅŊ
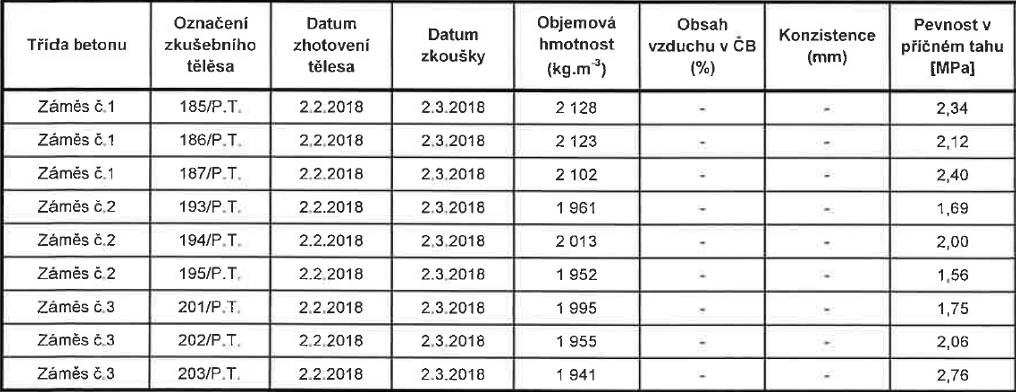
Tabulka 2 Pevnosti v pÅÃÄnÃĐm tahu
DruhÃĄ zkuÅĄebnà zÃĄmÄs se uskuteÄnila ve standardnà mÃchaÄce betonÃĄrny a ukÃĄzala, Åūe vhodnÃ― objem pro jednu zÃĄmÄs je 0,5 m3, mÃĄ-li bÃ―t dosaÅūeno kvazi rovnomÄrnÃĐho rozptÃ―lenà vlÃĄken pÅi jejich hmotnostnà dÃĄvce odpovÃdajÃcà 0,3 % objemu. PÅi tÃĐto druhÃĐ zkuÅĄebnà zÃĄmÄsi byl prokÃĄzÃĄn i zpÅŊsob zpracovÃĄnà – hutnÄnà vÃĄlcovÃĄnÃm. Dokumentace zkuÅĄebnà zÃĄmÄsi podle kterÃ―ch bude probÃhat je zÅejmÃĄ z nÃĄsledujÃcÃch obrÃĄzkÅŊ.


Obr. 4 Standardnà mÃchaÄka na 2 m3




Obr. 5 ZpracovÃĄnà smÄsi – poklÃĄdka


Obr. 6 ZpÅŊsob zpracovÃĄnà smÄsi – vÃĄlcovÃĄnÃ
3. ZÃĄvÄr
UvedenÃ― postup pÅÃpravy, kterÃ― bylo tÅeba vykonat pro pÅechod od laboratornà vÃ―roby k vÃ―robÄ prÅŊmyslovÃĐ, ukÃĄzal na jeho dÅŊleÅūitost. Ne kaÅūdÃĄ strojnà mÃchaÄka vyhovuje vÃ―robÄ mezerovitÃĐho vlÃĄknobetonu. DÅŊleÅūitÃĐ je zpracovÃĄnà vlÃĄknobetonu s poÅūadovanou konzistencà vzhledem ke zpÅŊsobu hutnÄnÃ. Å irokÃĄ ÄÃĄra zrnitosti recyklÃĄtu bude vÅūdy vyÅūadovat Úpravu konzistence smÄsi u kaÅūdÃĐ zÃĄmÄsi vzhledem ke zpÅŊsobu zpracovÃĄnà vÃĄlcovÃĄnÃm. Nehomogenita nadrcenÃĐho recyklÃĄtu frakce 0–32 mm vyÅūaduje Úpravu dÃĄvky vody.
4. PodÄkovÃĄnÃ
Tento pÅÃspÄvek byl zpracovÃĄn za podpory projektu TechnologickÃĐ agentury ÄeskÃĐ republiky (TAÄR), ÄÃslo projektu TH02010375.
Literatura
- NovÃĄk, J., et al. Precast concrete pavement – systems and performance review [online]. Building up Efficient and Sustainable Transport Infrastructure 2017 (BESTInfra2017). Praha, Bristol: IOP Publishing Ltd. 2017, IOP Conference Series: Materials Science and Engineering. sv. 236. ISSN 1757-899X.
- HanzlovÃĄ, H.; Musil, L.; VodiÄka, J. MezerovitÃ― vlÃĄknobeton s betonovÃ―m recyklÃĄtem vs. jeho vyuÅūità ve stavebnà praxi In: TOP 2018 – Technika ochrany prostredia. Bratislava: Department of Surveying, Slovak University of Technology in Bratislava, 2018. pp. 37. ISBN 978-80-227-4835-3.
- NovÃĄk, J.; Å rÃĄmek, M.; KohoutkovÃĄ, A.; VodiÄka, J.; KÅÃstek, V. Stress Analysis of Hexagonal Element for Precast Concrete Pavements In: Advanced Structural Engineering and Construction Systems 2018-. Waset.org: World Academy of Science, Engineering and Technology, 2018. p. 652–656. ISSN 1307-6892.
The paper deals with practical use of fibre reinforced concrete with open structure in practice. There is amount of different connections between laboratory and industrial production of large volumes of fibre reinforced concrete (ca. 100 m3). The results of the initial fresh concrete test in situ show a real difference between these two processes for fibre reinforced concrete production.