RovnomÄrnost rozptÃ―lenà drÃĄtkÅŊ ve struktuÅe drÃĄtkobetonu

ilustraÄnà obrÃĄzek © Aisyaqilumar - Fotolia.com
DrÃĄtkobeton se stÃĄle vÃce uplatÅuje ve stavebnà vÃ―robÄ tam, kde lze vyuÅūÃt jeho vlastnostà – zejmÃĐna tahovÃĐ a reziduÃĄlnà pevnosti po vzniku trhlin. Pro aplikace v nosnÃ―ch drÃĄtkobetonovÃ―ch konstrukcÃch je tÅeba zajistit rovnomÄrnost rozptÃ―lenà ocelovÃ―ch drÃĄtkÅŊ v jeho struktuÅe. PÅÃspÄvek shrnuje dosavadnà poznatky o vÃ―robÄ drÃĄtkobetonu a zkuÅĄebnÃch metodÃĄch, kterÃ―mi lze sledovat rovnomÄrnost rozptÃ―lenà drÃĄtkÅŊ jak v ÄerstvÃĐm, tak v zatvrdlÃĐm drÃĄtkobetonu.
1. Ãvod
Kompozity s cementovou matricà se ukazujà v souÄasnÃĐ dobÄ jako vhodnÃ― stavebnà materiÃĄl. PÅispÃvajà k tomu uÅūÃvanÃĐ pÅÃmÄsi rÅŊznÃ―ch typÅŊ vlÃĄken (ocel, sklo, syntetika, …), kterÃĐ rovnomÄrnÄ rozptÃ―lenÃĐ ve struktuÅe kompozit ztuÅūujà jejich strukturu a urÄujà jejich materiÃĄlovÃĐ charakteristiky.
Kompozit s vlÃĄkny ocelovÃ―mi, nazÃ―vanÃ― u nÃĄs drÃĄtkobetonem, vykazuje nejvÃce pozitivnÃch charakteristik oproti kompozitÅŊm s pÅÃmÄsemi vlÃĄken ostatnÃch typÅŊ. Tato skuteÄnost vede k vÃ―znamnÃ―ch efektÅŊm ekonomickÃ―m a praktickÃĐho uÅūità tohoto materiÃĄlu ve stavebnictvÃ. ProkÃĄzanÃĐ charakteristiky drÃĄtkobetonu, odvozenÃĐ ze zkouÅĄek, a efekty plynoucà z reÃĄlnÃ―ch aplikacà nekorespondujà s charakteristikami, kterÃĐ byly dÅÃve prokÃĄzÃĄny u drÃĄtkobetonÅŊ s vyÅĄÅĄÃmi hmotnostnÃmi dÃĄvkami drÃĄtkÅŊ. V souÄasnÃĐ dobÄ je reÃĄlnÃĄ vÃ―roba drÃĄtkobetonu ovlivnÄna tlakem na nÃzkÃĐ finanÄnà nÃĄklady (malÃĐ hmotnostnà dÃĄvky drÃĄtkÅŊ, vÃ―roba ÄerstvÃĐho drÃĄtkobetonu v mixech, …).
V pÅÃspÄvku je poukÃĄzÃĄno na dÃlÄà etapy vÃ―roby drÃĄtkobetonu, ve kterÃ―ch je nejvÃce ovlivnÄna struktura kompozita. PoÅūadavek, Åūe drÃĄtky musà bÃ―t ve struktuÅe rozptÃ―leny rovnomÄrnÄ, je zÃĄsadnÃ. RovnomÄrnost rozptÃ―lenà drÃĄtkÅŊ urÄuje homogenitu drÃĄtkobetonu. V reÃĄlnÃ―ch podmÃnkÃĄch lze vÅĄak ve vÃ―robÄ drÃĄtkobetonu dosahovat pouze kvazihomogenitu drÃĄtkobetonu, kterÃĄ je stÃĄle jeÅĄtÄ zÃĄrukou vlastnostà drÃĄtkobetonu vyuÅūitelnÃ―ch pÅi nÃĄvrhu reÃĄlnÃ―ch konstrukcÃ.
2. FÃĄze vÃ―roby drÃĄtkobetonu
2.1 NÃĄvrh receptury drÃĄtkobetonu
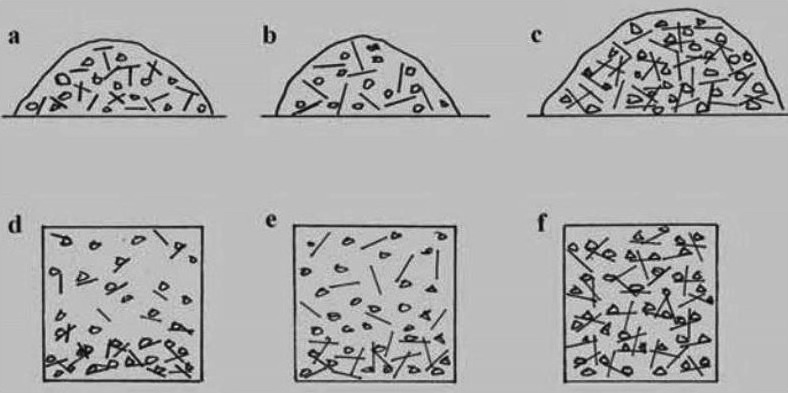
Obr. 1 Struktura drÃĄtkobetonu
UÅūÃvanÃĐ drÃĄtky k vÃ―robÄ drÃĄtkobetonu majà nejrÅŊznÄjÅĄÃ geometrickÃĐ tvary. PÅedevÅĄÃm dÃĐlky drÃĄtkÅŊ 40 aÅū 60 mm, kterÃĐ se v souÄasnosti velmi Äasto uÅūÃvajà pÅi vÃ―robÄ drÃĄtkobetonu, jsou naprosto tvarovÄ nevhodnou pÅÃmÄsà pÅi porovnÃĄnà s poÅūadavky na tvar a hmotnostnà dÃĄvku hrubÃĐ frakce kameniva. Jsou vÅĄak vhodnou sloÅūkou, kterÃĄ pÅi rovnomÄrnÃĐm rozptÃ―lenà drÃĄtkÅŊ brÃĄnà tomu, aby pÅi zpracovÃĄnÃ, neboli hutnÄnà drÃĄtkobetonovÃĐ smÄsi dochÃĄzelo k segregaci hrubÃ―ch zrn kameniva i drÃĄtkÅŊ. Na Obr. 1 jsou oba efekty schematicky zobrazeny.
Z uvedenÃĐho jednoznaÄnÄ plyne, Åūe volbou dÃĐlky drÃĄtku a hmotnostnÃch dÃĄvek zrn hrubÃĐ frakce kameniva a drÃĄtkÅŊ, lze segregaci hrubÃ―ch zrn kameniva a drÃĄtkÅŊ zabrÃĄnit.
Podle uvedenÃĐho je zÅejmÃĐ, Åūe receptury – sloÅūenà smÄsi drÃĄtkobetonu – je tÅeba navrhovat. Nelze jen drÃĄtky nÃĄhodnÄ zvolenÃ―ch typÅŊ pÅidÃĄvat do smÄsi vyrÃĄbÄnÃĐho betonu libovolnÃĐ pevnostnà tÅÃdy. VÅĄe je zÅejmÃĐ z Obr. 1, kde jsou zobrazeny struktury ÄerstvÃĐho drÃĄtkobetonu s rÅŊznÃ―mi hmotnostnÃmi koncentracemi drÃĄtkÅŊ a struktury zpracovanÃĐho drÃĄtkobetonu.
2.2 Postup dÃĄvkovÃĄnà sloÅūek drÃĄtkobetonu
Podle dlouhodobÃ―ch zkuÅĄenostà autoÅi pÅÃspÄvku doporuÄujà dÃĄvkovÃĄnà drÃĄtkÅŊ jako poslednà sloÅūku drÃĄtkobetonu – napÅ. pomocà rozdruÅūovaÄe. DÃky rozdruÅūovaÄi drÃĄtky padajà jednotlivÄ za stÃĄlÃĐho mÃchÃĄnà do jiÅū rozmÃchanÃĐ betonovÃĐ smÄsi, coÅū mÃĄ vliv na rovnomÄrnost jejich rozptÃ―lenà a minimÃĄlnà dÃĐlku mÃchÃĄnà smÄsi i s drÃĄtky. Po nadÃĄvkovÃĄnà drÃĄtkÅŊ je vhodnÃĐ smÄs drÃĄtkobetonu z mÃchaÄky s nucenÃ―m obÄhem vypustit do pÅipravenÃĐho pÅepravnÃho zaÅÃzenÃ, napÅ. automixu.
JinÃ― zpÅŊsob dÃĄvkovÃĄnà drÃĄtkÅŊ ovlivnà dÃĐlku mÃchÃĄnà smÄsi s drÃĄtky, coÅū mÅŊÅūe mÃt negativnà vliv na zmÄnu geometrickÃĐho tvaru drÃĄtkÅŊ, na shlukovÃĄnà drÃĄtkÅŊ (tzv. jeÅūky), na odbÄr elektrickÃĐho proudu a zvÃ―ÅĄenà otÄru vyvloÅūkovÃĄnà mÃchaÄky.
3. Kontrola rovnomÄrnosti rozptÃ―lenà drÃĄtkÅŊ
Kontrola rovnomÄrnosti rozptÃ―lenà drÃĄtkÅŊ ve struktuÅe drÃĄtkobetonu je v souÄasnÃĐ dobÄ nedokonalÃĄ. K dispozici jsou u ÄerstvÃĐho betonu pouze vizuÃĄlnà kontrola homogenity a kontrola separace drÃĄtkÅŊ z malÃ―ch odbÄrÅŊ drÃĄtkobetonovÃĐ smÄsi. U ztvrdlÃĐho drÃĄtkobetonu se lze orientovat podle vÃ―sledkÅŊ prÅŊkaznÃch zkouÅĄek.
V ÄlÃĄnku je popsÃĄn nÃĄvrh novÃĐ zkouÅĄky tzv. segregace drÃĄtkÅŊ vlivem zvolenÃĐho zpracovÃĄnà – hutnÄnà drÃĄtkobetonovÃĐ smÄsi. Tato zkouÅĄka by mÄla rozÅĄÃÅit moÅūnosti ovÄÅovÃĄnà rovnomÄrnosti rozptÃ―lenà drÃĄtkÅŊ v drÃĄtkobetonovÃĐ smÄsi jeÅĄtÄ pÅed samotnou betonÃĄÅūÃ. VÃ―sledky zkouÅĄky segregace drÃĄtkÅŊ by mÄly upozornit navrhovatele, Åūe je jeÅĄtÄ Äas na Úpravu sloÅūenà ÄerstvÃĐho drÃĄtkobetonu pÅed zahÃĄjenÃm jeho vÃ―roby.
Pokud se prokÃĄÅūe ÅĄpatnÃĐ – nerovnomÄrnÃĐ – rozptÃ―lenà drÃĄtkÅŊ u vzorkÅŊ odebranÃ―ch ztvrdlÃ―ch drÃĄtkobetonÅŊ, napÅ. vÃ―vrtÅŊ, je jiÅū pozdÄ. PÅesto v souÄasnÃĐ dobÄ existuje jiÅū velkÃĄ Åada zkouÅĄek, kterÃ―mi se prokazuje rovnomÄrnost rozptÃ―lenà drÃĄtkÅŊ ve ztvrdlÃĐm drÃĄtkobetonu.
4. ZkouÅĄka segregace drÃĄtkÅŊ v ÄerstvÃĐm drÃĄtkobetonu vlivem hutnÄnÃ
PomÅŊcky – pÅÃpravky k provedenà zkouÅĄky:

Obr. 2 DÄlenÃ― vÃĄlec

Obr. 3 Dozometr
- NÃĄdoba (napÅ. vÃĄlec min. prÅŊmÄru 150 mm a vÃ―ÅĄky 300 mm – Obr. 2) dÄlenÃĄ po vÃ―ÅĄce na dvÄ poloviny;
- Dozometr (Obr. 3), kterÃ― slouÅūà k rychlÃĐ separaci drÃĄtkÅŊ ze dvou zÃskanÃ―ch objemÅŊ drÃĄtkobetonu z hodnà a spodnà poloviny nÃĄdoby;
- VÃĄhy s pÅesnostà na gramy.
Postup zkouÅĄky:
- NÃĄdoba se naplnà drÃĄtkobetonovou smÄsà a zarovnÃĄ se jejà povrch – Obr. 4a.
- PotÃĐ probÄhne hutnÄnà podle konzistence smÄsi (napÅ. poklepem na nÃĄdobu nebo vibracÃ).
- ZmÄÅà se pokles drÃĄtkobetonu – obdoba starÅĄÃ zkouÅĄky mÃry zhutnÄnÃ. Po sejmutà hornà ÄÃĄsti vÃĄlce (Obr. 4b) zÃskÃĄme dva objemy zhutnÄnÃĐho drÃĄtkobetonu – z dolnà a hornà ÄÃĄsti zvlÃĄÅĄÅĨ.
- Po provedenÃĐ separaci drÃĄtkÅŊ z obou objemÅŊ se stanovà procento segregace drÃĄtkÅŊ.

Obr. 4a VÃ―roba zkuÅĄebnÃho vzorku – fÃĄze vÃ―roby 1

Obr. 4b VÃ―roba zkuÅĄebnÃho vzorku – fÃĄze vÃ―roby 2

Obr. 4c VÃ―roba zkuÅĄebnÃho vzorku – oddÄlenÃĐ objemy rozdÄlenÃĐho vÃĄlce

Obr. 5 Separace drÃĄtkÅŊ

Obr. 6 Detail
Segregace [%] = hmotnost drÃĄtkÅŊ v hornà ÄÃĄsti zkuÅĄebnà nÃĄdoby (upravenÃ― podle poklesu smÄsi) dÄlenÃĄ hmotnostà drÃĄtkÅŊ v dolnà ÄÃĄsti zkuÅĄebnà nÃĄdoby.
Navrhovatel drÃĄtkobetonovÃĐ smÄsi rozhodne podle velikosti procenta segregace o pÅÃpadnÃĐ ÃšpravÄ sloÅūenà drÃĄtkobetonovÃĐ smÄsi pÅed pÅedÃĄnÃm receptury drÃĄtkobetonu do vÃ―roby.
ZÃĄvÄr
ÄlÃĄnek by mÄl bÃ―t kritikou zpÅŊsobu vÃ―roby drÃĄtkobetonu v souÄasnosti. ÄlÃĄnek mÃĄ bÃ―t souÄasnÄ nÃĄvodem pro sprÃĄvnou vÃ―robu kvazi-homogenÃch drÃĄtkobetonÅŊ. V ÅūÃĄdnÃĐm pÅÃpadÄ vÃ―ÅĄe uvedenÃĐ nebrÃĄnà novÃ―m postupÅŊm a inovacÃm pÅi vÃ―robÄ drÃĄtkobetonu, neboÅĨ pokrok vÃ―roby drÃĄtkÅŊ (slepovÃĄnà drÃĄtkÅŊ, …) a vÃ―konnÄjÅĄÃ strojnà zaÅÃzenà mohou pÅinÃĐst novÃĐ moÅūnosti i do budoucna.
PodÄkovÃĄnÃ
ÄlÃĄnek byl napsÃĄn s pÅispÄnÃm projektu Centrum pro efektivnà a udrÅūitelnou dopravnà infrastrukturu (CESTI), kterÃ― je ÅeÅĄen za podpory programu Centra kompetence TechnologickÃĐ agentury ÄeskÃĐ republiky (TAÄR), ÄÃslo projektu TE01020168.
TeoretickÃĐ podklady pro prezentovanÃĐ vÃ―sledky byly zÃskÃĄny za finanÄnà podpory projektu GAÄR 14-19561S.
Literatura
- ÄSN P 73 2450 VlÃĄknobeton – Specifikace, vlastnosti, vÃ―roba a shoda, ÃNMZ 2015
- ÄSN P 73 2451 VlÃĄknobeton – ZkouÅĄenà ÄerstvÃĐho vlÃĄknobetonu, ÃNMZ 2015
- ÄSN P 73 2452 VlÃĄknobeton – ZkouÅĄenà zatvrdlÃĐho vlÃĄknobetonu, ÃNMZ 2015
- VÃtek Jan L., SmiÅinskÃ― Stanislav, VeselÃ― Pavel, VeselÃ― VladimÃr: Rozptyl parametrÅŊ drÃĄtkobetonu ve vazbÄ na zpÅŊsob jeho vÃ―roby, FIBRE CONCRETE 2013, Praha
- HanzlovÃĄ Hana, VodiÄka Jan, KrÃĄtkÃ― JiÅÃ: Information of normative process for fibrereinforced concrete standards in the czech republic, FIBRE CONCRETE 2015, Praha
- Techical Report No. 34 – Concrete industrial ground floors, Concrete society
- DAfStb-Richtlinie Stahlfaserbeton, Deutscher Ausschuss fÞr Stahlbeton e.V. – DAfStb, Ausgabe MÃĪrz 2010
- Richtlinie FASERBETON, Ãsterreichische Vereinugung fÞr Beton- und Bautechnik, Ausgabe 2002
- ÄSN 73 1312 Stanovenà zpracovatelnosti betonovÃĐ smÄsi
DrÃĄtkobeton je v souÄasnosti materiÃĄlem, kterÃ― je v praxi prakticky vÃ―hradnÄ uÅūÃvÃĄn pro zhotovovÃĄnà prÅŊmyslovÃ―ch podlah. Tato technologie nabÃzà na rozdÃl od klasickÃĐho mÄkkÃĐho vyztuÅūenà podlahovÃĐ desky relativnÄ nejjednoduÅĄÅĄÃ technologickÃ― postup. OdpadÃĄ sloÅūitÃĐ armovÃĄnÃ, vÃĄzÃĄnà vÃ―ztuÅūe a betonovÃĄ smÄs je na mÃsto dopravovÃĄna vÄtÅĄinou jen autodomÃchÃĄvaÄi a ÄerpÃĄnà betonovÃĐ smÄsi se vyuÅūÃvÃĄ jen omezenÄ.
U velkorozmÄrovÃ―ch podlah je pak smÄs nivelovÃĄna a hutnÄna speciÃĄlnÃmi „rozhrnovaÄi“ tzv. Laser Screedy, kterÃĐ vytvoÅÃ jak potÅebnou niveletu, tak i betonovou smÄs relativnÄ tuÅūÅĄÃ konzistence pÅimÄÅenÄ zhutnÃ.
DrÃĄtkovÃĄ vÃ―ztuÅū v tomto pÅÃpadÄ ÄÃĄsteÄnÄ plnà statickou funkci, zejmÃĐna vÅĄak umoÅūÅuje vytvÃĄÅet vÄtÅĄÃ bezesparÃĐ celky bez vzniku smrÅĄÅĨovacÃch trhlin (aÅū 36 × 36 m).
DÃĄvkovÃĄnà se pohybuje bÄÅūnÄ v intervalu od 20 do 30 kg, vÃ―jimeÄnÄ 35 kg drÃĄtkÅŊ na metr krychlovÃ― betonovÃĐ smÄsi.
ZÃĄkladnÃm problÃĐmem tohoto technickÃĐho postupu je vÅĄak homogenizace drÃĄtkÅŊ betonovÃĐ smÄsi tak, jak na to poukazuje i posuzovanÃ― pÅÃspÄvek. Prakticky vÃ―hradnÄ se pouÅūÃvÃĄ dÃĄvkovÃĄnà drÃĄtkÅŊ do prÃĄzdnÃĐho autodomÃchÃĄvaÄe a po doplnÄnà betonovÃĐ smÄsi pak k mÃchÃĄnà dochÃĄzà prakticky pouze bÄhem pÅepravy. RovnomÄrnost homogenizace drÃĄtkÅŊ v tÃĐto „pseudospÃĄdovÃĐ mÃchaÄce“, jakou je autodomÃchÃĄvaÄ, je problematickÃĄ, coÅū opakovanÄ dokazujà mnoÅūstvà drÃĄtkÅŊ, kterÃĄ jsou extrahovÃĄna z jÃĄdrovÃ―ch vÃ―vrtÅŊ, odebÃranÃ―ch z dohotovenÃ―ch podlah.
PÅi dÃĄvkÃĄch drÃĄtkÅŊ na Úrovni 25 kg se dÃlÄà hodnoty obvykle pohybujà v intervalu od 15 do 25 kg/m3 s tÃm, Åūe vÃ―znamnÃĄ ÄÃĄst drÃĄtkÅŊ je situovÃĄna ve shlucÃch (tzv. jeÅūcÃch), kterÃĐ jsou vÅĄak nÄkolika nÃĄhodnÄ odebÃranÃ―mi vÃ―vrty obvykle nepostiÅūeny.
DÃĄvkovÃĄnà drÃĄtkÅŊ pÅÃmo do mÃchaÄky centrÃĄlnà betonÃĄrny je z bezpeÄnostnÃch dÅŊvodÅŊ prakticky vylouÄenÃĐ. JedinÃ―m akceptovatelnÃ―m kompromisem je pak plnÄnà drÃĄtkÅŊ do autodomÃchÃĄvaÄe, naplnÄnÃĐho betonovou smÄsÃ, a to po jejich rozdruÅūenà buÄ transportnÃm pÃĄsem, nebo fukarem.
Z toho je zÅejmÃĐ, Åūe zÃĄkladnà segregace drÃĄtkÅŊ vznikÃĄ v procesu mÃchÃĄnÃ, nikoliv tak, jak je tomu u bÄÅūnÃĐ betonovÃĐ smÄsi v pÅÃpadÄ kameniva pÅi jeho hutnÄnÃ.
Metodika, popsanÃĄ v posuzovanÃĐm pÅÃspÄvku, tedy mÅŊÅūe postihovat nehomogenity, vyplÃ―vajÃcà pÅedevÅĄÃm z nerovnomÄrnÃĐho vmÃchÃĄnà drÃĄtkÅŊ do betonovÃĐ smÄsi.
Klasickou segregaci, vznikajÃcà v prÅŊbÄhu uklÃĄdÃĄnà a hutnÄnà betonovÃĐ smÄsi, povaÅūuji za mÃĐnÄ vÃ―znamnou. PÅesto publikovanÃ― pÅÃspÄvek povaÅūuji za pÅÃnosnÃ―, protoÅūe odbornou veÅejnost zÅetelnÄ upozorÅuje na problematiku homogenizace drÃĄtkÅŊ, vhodnÃ― technologickÃ― postup i rizika souvisejÃcà s jeho nedodrÅūenÃm.
MimoÅÃĄdnÄ uÅūiteÄnÃĐ by bylo navrÅūenou metodiku vyuÅūÃt pÅÃmo in situ pÅi realizaci konkrÃĐtnà betonovÃĐ podlahy postupnÃ―m testovÃĄnÃm betonovÃĐ smÄsi z nÄkolika nÃĄsledujÃcÃch autodomÃchÃĄvaÄÅŊ.
Na zÃĄkladÄ takto provedenÃ―ch zkouÅĄek by pak bylo moÅūnÃĐ i mnohem realistiÄtÄji posoudit vliv drÃĄtkÅŊ na statickÃĐ vyztuÅūenà betonu. V dosud standardnÄ provÃĄdÄnÃ―ch statickÃ―ch nÃĄvrzÃch dÃĄvek drÃĄtkÅŊ se automaticky pÅedpoklÃĄdÃĄ jejich rovnomÄrnÃĐ rozptÃ―lenÃ, i kdyÅū skuteÄnÃĐ rozptÃ―lenà je znaÄnÄ nerovnomÄrnÃĐ.
Fibre-reinforced concrete is increasingly used in structures where its properties can be utilized - especially tensile and residual strength after cracking. For applications in load-bearing fibre-reinforced concrete structures, it is necessary to ensure the uniformity of the steel fibres distribution in its structure. The paper summarizes the current knowledge of fibre-reinforced concrete production and test methods, which can be used to monitor the uniformity of fibres distribution in both fresh and hardened fibre-reinforced concrete.