ZkuŇ°enosti z provozu tepeln√Ĺch ńćerpadel 18: NejńćastńõjŇ°√≠ pŇô√≠ńćiny poruch kompresoru
PŇôehr√°t audio verzi
ZkuŇ°enosti z provozu tepeln√Ĺch ńćerpadel 18: NejńćastńõjŇ°√≠ pŇô√≠ńćiny poruch kompresoru
00:00
00:00
1x
- 0.25x
- 0.5x
- 0.75x
- 1x
- 1.25x
- 1.5x
- 2x
V√Ĺmńõna kompresoru je n√°kladn√° a prov√©st ji odbornńõ spr√°vnńõ mimo z√°vod, kde bylo tepeln√© ńćerpadlo vyrobeno, nemus√≠ b√Ĺt nńõkdy ani moŇĺn√©. NejńćastńõjŇ°√≠ pŇô√≠ńćinou poruch kompresorŇĮ nen√≠ vadn√° konstrukce, ale provoz v podm√≠nk√°ch, pro kter√© nebyl kompresor navrŇĺen.
A. Prońć jsou z√°vady na kompresorech z√°vaŇĺn√©
Kompresor je srdcem kaŇĺd√©ho, elektrick√Ĺm, ale i plynov√Ĺm motorem poh√°nńõn√©ho TńĆ. Nikoho tedy nepŇôekvap√≠, Ňĺe jak√°koliv z√°vada na kompresoru je velmi nepŇô√≠jemn√° zejm√©na z tńõchto dŇĮvodŇĮ:
- Po dobu z√°vady na kompresoru dŇĮm vyt√°p√≠ provoznńõ draŇĺŇ°√≠ zdroj, zpravidla elektrokotel.
- Cena nov√©ho kompresoru b√Ĺv√° ńćasto nejvyŇ°Ň°√≠, resp. jednou z nejvyŇ°Ň°√≠ch.
- Ańćkoliv kompresory maj√≠ pŇôi spr√°vn√©m n√°vrhu obecnńõ dlouhou Ňĺivotnost, u frekvenńćnńõ Ňô√≠zen√Ĺch strojŇĮ mŇĮŇĺe vadn√Ĺ kompresor zpŇĮsobit z√°vadu i na frekvenńćn√≠m mńõnińći (i kdyŇĺ to je v pŇô√≠padńõ dobr√Ĺch mńõnińćŇĮ zŇô√≠dka vidńõn√° situace), kter√Ĺ je kompresoru svou cenou dost bl√≠zk√Ĺ, klidnńõ i draŇĺŇ°√≠, a servisn√≠ n√°klady pak citelnńõ rostou.
- Pokud je kompresor poŇ°kozen v prvn√≠ch letech provozu, popŇô. odejde kr√°tce po uveden√≠ do provozu, z√°kazn√≠k si mŇĮŇĺe udńõlat myln√Ĺ n√°zor, Ňĺe TńĆ obecnńõ jsou nespolehliv√© stroje. Tuto svoji frustraci jeŇ°tńõ „nejl√©pe“ rozhl√°s√≠ prostŇôednictv√≠m soci√°ln√≠ch s√≠t√≠ do Ň°irok√©ho okol√≠. T√≠m trp√≠ nejen samotn√° instalańćn√≠ firma, protoŇĺe tak mŇĮŇĺe zbyteńćnńõ pŇôij√≠t o potenci√°ln√≠ z√°kazn√≠ky, ale z√°roveŇą trp√≠ i znańćka dodavatele TńĆ. V√Ĺrobce na instalaci u z√°kazn√≠ka nem√° pŇô√≠m√Ĺ vliv a nem√° ani moŇĺnost obh√°jit svŇĮj stroj. SamozŇôejmńõ je pak obecnńõ poŇ°kozena i povńõst TńĆ, pŇôestoŇĺe vńõtŇ°inou pouŇĺ√≠vaj√≠ velmi kvalitn√≠ kompresory (vńõtŇ°inou rottary, twin rottary a scroll) od pŇôedn√≠ch v√ĹrobcŇĮ, napŇô. Mitsubishi, Copeland ńći Danfoss. V√Ĺrobci kompresorŇĮ uŇĺ se na instalaci pŇôed z√°kazn√≠kem nemohou obh√°jit vŇĮbec. PŇôitom uŇĺ ale nikdo nezmiŇąuje, Ňĺe kompresor dost moŇĺn√° odeŇ°el jen kvŇĮli nevhodn√©mu provozu TńĆ vyvolan√©mu nevhodn√Ĺm ŇôeŇ°en√≠m vazby tepeln√© ńćerpadlo – napojen√° soustava.
B. PŇô√≠ńćiny nevhodn√©ho provozu kompresoru
Nevhodn√Ĺ provoz kompresoru b√Ĺv√° zpŇĮsoben nejńćastńõji:
- ҆patn√Ĺm n√°vrhem pomńõru v√Ĺkonu TńĆ k tepeln√© ztr√°tńõ.
KdyŇĺ je TńĆ pŇôedimenzov√°no, kompresor m√° v√≠ce startŇĮ (zejm√©na ON/OFF stroje), nebo bńõh√° na pŇô√≠liŇ° n√≠zk√© ot√°ńćky dlouhou dobu, tak se frekvenńćnńõ Ňô√≠zen√Ĺ kompresor mŇĮŇĺe Ň°patnńõ mazat (mńõl by ohl√≠dat SW stroje na z√°kladńõ podkladŇĮ v√Ĺrobce kompresoru). KdyŇĺ je TńĆ v√Ĺkonovńõ na objekt poddimenzov√°no, mŇĮŇĺe m√≠t zejm√©na frekvenńćnńõ Ňô√≠zen√Ĺ kompresor pŇô√≠liŇ° mnoho provozn√≠ch hodin na vysok√Ĺch ot√°ńćk√°ch kompresoru. Je totiŇĺ obecnńõ zn√°mo, Ňĺe frekvenńćnńõ Ňô√≠zen√Ĺm kompresorŇĮm nesvńõdńć√≠ provoz, kdy bńõŇĺ√≠ na vysok√© ot√°ńćky po dlouhou dobu. Typick√Ĺm pŇô√≠kladem mŇĮŇĺe b√Ĺt TńĆ vzduch/voda o nomin√°ln√≠m topn√©m v√Ĺkonu 17 kW, kter√© pŇôiŇ°lo s√©ri√≠ pochyben√≠ do objektu s v√Ĺpońćtovou tepelnou ztr√°tou 50 kW. 1. kompresor odeŇ°el po prvn√≠m roce provozu a 2. kompresor odeŇ°el po n√°sleduj√≠c√≠ topn√© sezonńõ. Probl√©mem by nebyl ani tak vysok√Ĺ pońćet provozn√≠ch hodin (necel√Ĺch 8000 h/rok), ale hlavnńõ fakt, Ňĺe kompresor jel t√©mńõŇô celou topnou sezonu na maximum z dŇĮvodu n√≠zk√©ho kryt√≠ poŇĺadovan√©ho v√Ĺkonu. Pro porovn√°n√≠ – pŇôed cca 20 lety se TńĆ zemńõ/voda s on/off kompresory dimenzovala bńõŇĺnńõ napŇô. jen na 50–60% kryt√≠ poŇĺadovan√©ho v√Ĺkonu (to se dnes bere jeŇ°tńõ jako bezpeńćn√° hranice pro TńĆ vzduch/voda), rońćnńõ proto v prŇĮmńõru nabńõhala nńõco okolo 4000–5000 h a bńõhaj√≠ s pŇĮvodn√≠mi kompresory dodnes. - NedodrŇĺen√≠m doporuńćen√Ĺch sch√©mat zapojen√≠, kdy napŇô. kvŇĮli nevhodn√©mu um√≠stńõn√≠ hydraulick√©ho zkratu (kdyŇĺ nen√≠ instalov√°n akumul√°tor tepla) TńĆ nat√°p√≠ topn√Ĺ syst√©m v dobńõ, kdy m√° ohŇô√≠vat pouze teplou vodu, a kompresor se tak tr√°p√≠ ve vyŇ°Ň°√≠ch ot√°ńćk√°ch, resp. teplot√°ch.
- Vysok√Ĺmi teplotami otopn√© vody, tedy napŇô. kdyŇĺ TńĆ pracuje do otopn√©ho syst√©mu s nevyhovuj√≠c√≠mi (mal√Ĺmi) teplosmńõnn√Ĺmi plochami. PŇôipomeŇąme si dŇĮleŇĺit√Ĺ fakt, Ňĺe spousta instalac√≠ TńĆ se dńõl√° zpravidla bez projektu. TakŇĺe kdyŇĺ se n√°vrh TńĆ z hlediska v√Ĺkonu d√≠ky vypońćten√© tepeln√© ztr√°tńõ (ta se ńćasto opravdu pońć√≠t√° i bez projektu tzv. ob√°lkovou metodou) podaŇô√≠, mŇĮŇĺe jeho √ļsporn√©mu provozu zabr√°nit nevhodn√° otopn√° soustava, kter√° nebyla chybńõj√≠c√≠m projektem pŇôezkoum√°na. Odborn√© firmy si velikost otopn√Ĺch ploch napŇô. st√°vaj√≠c√≠ch litinov√Ĺch otopn√Ĺch tńõles (radi√°torŇĮ), um√≠ ohl√≠dat a pŇô√≠padnńõ z√°kazn√≠kovi Ňôeknou, Ňĺe by se pŇô√≠padnńõ nńõkde otopn√° tńõlesa vymńõnila za vńõtŇ°√≠, pokud by nestańćila otopn√° voda do 55 ¬įC pŇôi nejvńõtŇ°√≠ch mrazech. Obńćas to samozŇôejmńõ dopadne tak, Ňĺe do nastaven√≠ TńĆ zasahuje s√°m z√°kazn√≠k a ekvitermn√≠ kŇôivku si nastav√≠ i na poŇĺadavek 75 ¬įC – typicky to dńõl√° ten, komu nejde o co nej√ļspornńõjŇ°√≠ provoz.
- V dneŇ°n√≠ dobńõ se st√°le v√≠ce rozŇ°iŇôuj√≠ fotovoltaick√© elektr√°rny (FVE), jejichŇĺ majitel√© d√≠ky intenzivn√≠ marketingov√© mas√°Ňĺi Ňĺij√≠ v tom, Ňĺe „nen√≠ nic lepŇ°√≠ho“, neŇĺ pŇôi dostatku energie z FVE pomoc√≠ TńĆ natopit „nejl√©pe“ nńõjakou velkou akumulańćn√≠ n√°dobu aŇĺ na 60 ¬įC a v√ĹŇ° – a nńõkter√© neodborn√© firmy instaluj√≠c√≠ TńĆ v tom majitele jeŇ°tńõ plnńõ podpoŇô√≠ a TńĆ na takov√Ĺ provoz opravdu nastav√≠. V√Ĺsledkem je, Ňĺe sice TńĆ bńõŇĺ√≠ v tu chv√≠li zadarmo na energii z FVE, topn√Ĺ faktor COP v tu chv√≠li tedy nikoho nezaj√≠m√°, ale kompresor trp√≠ kvŇĮli mnohem vyŇ°Ň°√≠ teplotńõ otopn√© vody (napŇô. 60 ¬įC a v√≠ce), neŇĺ by bylo bńõŇĺnńõ potŇôeba (tŇôeba 35 ¬įC), a zkracuje se tak jeho Ňĺivotnost. AvŇ°ak nov√Ĺ kompresor zadarmo bohuŇĺel nen√≠, pokud nen√≠ jeŇ°tńõ v z√°ruce. Takov√Ĺm provozem se zcela pop√≠r√° jiŇĺ minim√°lnńõ 3 dek√°dy zn√°m√© pravidlo, Ňĺe pro co nejdelŇ°√≠ Ňĺivotnost by TńĆ mńõlo b√Ĺt Ňô√≠zeno ekvitermnńõ, ńćili aby co nejdelŇ°√≠ ńćas bńõhalo na co nejniŇĺŇ°√≠ teploty otopn√© vody, a kdyŇĺ uŇĺ m√° topit na vyŇ°Ň°√≠ teploty otopn√© vody, tak pouze za nejvńõtŇ°√≠ch mrazŇĮ, popŇô. do z√°sobn√≠ku tepl√© vody. PŇôiŇ°la √©ra FVE, a najednou jako by toto moudr√© pravidlo neplatilo. PŇôitom by stańćilo otopnou vodu pomoc√≠ TńĆ zv√ĹŇ°it jen o p√°r Kelvin nad bńõŇĺn√Ĺ poŇĺadavek (tŇôeba z 32 na 40 ¬įC), coŇĺ je pro TńĆ v n√≠zkoenergetick√©m domńõ, byŇ• s nutnost√≠ smńõŇ°ov√°n√≠ za akumul√°torem, jeŇ°tńõ pŇôijateln√© z hlediska Ňĺivotnosti, a n√°slednńõ mŇĮŇĺe b√Ĺt akumulańćn√≠ n√°drŇĺ nahŇô√°ta v√ĹŇ° napŇô. jen s pomoc√≠ elektropatrony v dan√© n√°drŇĺi.
- Ovl√°d√°n√≠m MaR, kdy kompresor pŇô√≠liŇ° cykluje. DalŇ°√≠ probl√©m mŇĮŇĺe b√Ĺt, kdyŇĺ nadŇôazen√° MaR pŇôep√≠n√° 3cestn√© ventily bez vńõdom√≠ regulace TńĆ.
- Nedostatek chladiva (viz Obr. 1), coŇĺ zvyŇ°uje teplotu hork√©ho plynu TR6 na v√Ĺtlaku kvŇĮli nepŇôirozenńõ velk√©mu pŇôehŇô√°t√≠ chladiva TR5-JR0 v s√°n√≠ kompresoru. Za pŇô√≠liŇ° vysok√Ĺch teplot hork√©ho plynu TR6 doch√°z√≠ ke karbonizaci oleje a kompresor se pak Ň°patnńõ maŇĺe – dovolen√Ĺ max. limit TR6-JR1 (JR1 je kondenzańćn√≠ teplota) by mńõl b√Ĺt max. do cca 50 Kelvin u chladiva R410A (vńõtŇ°√≠ mrazy a vysok√° teplota otopn√© vody). PŇôi √ļniku chladiva se neztr√°c√≠ jen chladivo, ale s n√≠m unik√° i olej, kter√Ĺ je potŇôebn√Ĺ pro maz√°n√≠ vŇ°ech tŇôec√≠ch ploch kompresoru. Kompresor se tak kvŇĮli nedostatku oleje mŇĮŇĺe nedostateńćnńõ mazat, i kdyŇĺ hork√Ĺ plyn nebude teplotnńõ na maxim√°ln√≠ch, alarmov√Ĺch hodnot√°ch, a pŇôitom kompresor trp√≠ a postupem ńćasu se mŇĮŇĺe pŇôidŇô√≠t.
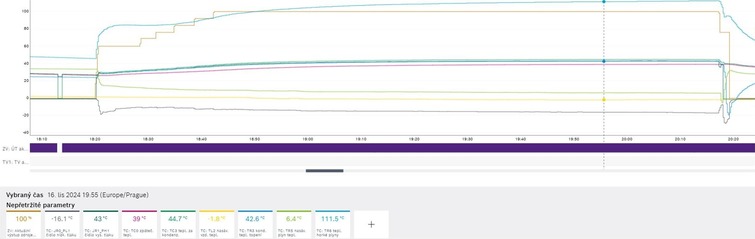
Obr. 1 Nedostatek chladiva, kter√Ĺ se projevuje velk√Ĺm pŇôehŇô√°t√≠m chladiva TR5-JR0 a z√°roveŇą obrovsk√Ĺm rozd√≠lem mezi teplotou hork√©ho plynu TR6 a kondenzańćn√≠ teplotou JR1 - PŇô√≠liŇ° seŇ°krcen√Ĺ termostatick√Ĺ expanzn√≠ ventil (TEV) po jeho v√Ĺmńõnńõ – pro kompresor je to v podstatńõ stejn√© jako nedostatek chladiva.
- Vadn√Ĺ termostatick√Ĺ nebo elektronick√Ĺ expanzn√≠ ventil (EEV), pŇô√≠padnńõ nevhodn√© Ňô√≠zen√≠ jeho ńćinnosti, aŇ• uŇĺ m√°lo nebo moc otevŇôen√Ĺ. Podrobnńõji viz ńćl√°nky:
ZkuŇ°enosti s provozem tepeln√Ĺch ńćerpadel 14: Termostatick√Ĺ expanzn√≠ ventil
ZkuŇ°enosti z provozu tepeln√Ĺch ńćerpadel 17: Termostatick√Ĺ vs. elektronick√Ĺ expanzn√≠ ventil, d√≠l 1 ze 2
ZkuŇ°enosti z provozu tepeln√Ĺch ńćerpadel 17: Termostatick√Ĺ vs. elektronick√Ĺ expanzn√≠ ventil, d√≠l 2 ze 2 - ҆patn√Ĺ pŇô√≠stup technika chlazen√≠, kter√Ĺ napŇô. po sp√°len√≠ vinut√≠ motoru pŇĮvodn√≠ho kompresoru neovńõŇô√≠ kyselost oleje a instaluje kompresor nov√Ĺ, kter√Ĺ kvŇĮli kyselinńõ a rozjet√© korozi v okruhu brzy odejde. PŇôitom mńõl b√Ĺt okruh prvnńõ vyńćiŇ°tńõn a instalov√°n napŇô. tzv. burn-out filter, pokud po ńćiŇ°tńõn√≠ existuje jeŇ°tńõ riziko probl√©mŇĮ s kysel√Ĺm prostŇôed√≠m. Za zm√≠nku stoj√≠, Ňĺe pŇôedn√≠ v√Ĺrobci TńĆ, kdyŇĺ v z√°ruce odhal√≠ sp√°len√© vinut√≠ motoru kompresoru a olej je kvŇĮli tomu kysel√Ĺ, tak radńõji vymńõn√≠ cel√Ĺ stroj, protoŇĺe neum√≠ mimo tov√°rnu zaruńćit, Ňĺe technik okruh pŇôed v√Ĺmńõnou kompresoru dokonale vyńćist√≠, nebo Ňĺe pouŇĺije vhodn√© neutralizańćn√≠ aditivum pro odstranńõn√≠ kyselosti.

Jsou to v√Ĺjimky, ale nńõkdy mŇĮŇĺe b√Ĺt probl√©m i v samotn√© nevhodn√© konstrukci a syst√©mu Ňô√≠zen√≠ jeho chodu navrŇĺen√Ĺmi v√Ĺrobcem TńĆ, napŇô. z hlediska nastaven√Ĺch ochran, Ňô√≠zen√≠ obńõhov√Ĺch ńćerpadel, EEV ńći kompresoru atd.
C. Nedostateńćn√© maz√°n√≠ kompresoru
Jeden z prestiŇĺn√≠ch v√ĹrobcŇĮ kompresorŇĮ, Danfoss, veŇôejnńõ prezentoval sv√© zjiŇ°tńõn√≠, Ňĺe aŇĺ 30 % reklamovan√Ĺch kompresorŇĮ, kter√© jsou jim vr√°ceny k pŇôezkoum√°n√≠ pŇô√≠ńćiny a v tov√°rnńõ n√°slednńõ po rozŇô√≠znut√≠ otevŇôeny, „umŇôelo“ kvŇĮli nedostatku oleje! Tzn., Ňĺe kompresor jako takov√Ĺ nebyl v√Ĺrobcem kompresoru dod√°n jako vadn√Ĺ, ale v dan√©m chladic√≠m stroji, do kter√©ho byl instalov√°n, se nedostateńćnńõ mazal. PŇô√≠ńćin Ň°patn√©ho maz√°n√≠ mŇĮŇĺe b√Ĺt v√≠cero:
- √önik chladiva a s n√≠m spojen√Ĺ √ļnik oleje – viz dŇô√≠ve.
- Sac√≠ potrub√≠ kompresoru m√° velkou dimenzi, takŇĺe chladivo m√° malou rychlost pro dostateńćn√© un√°Ň°en√≠ oleje zpńõt ke kompresoru. PŇô√≠ńćinou nen√≠ chyba v√Ĺrobce, ale chyba pŇôi instalaci splitov√Ĺch TńĆ. KaŇĺd√Ĺ v√Ĺrobce TńĆ typu split ud√°v√° potŇôebn√© dimenze potrub√≠, vńćetnńõ max. povolen√© d√©lky a pŇôev√ĹŇ°en√≠, ale ne vŇĺdy jsou doporuńćen√≠ v√Ĺrobce pŇôi instalaci pŇôesnńõ dodrŇĺena.
- NapŇô. u TńĆ typu split chyb√≠ sifony (tzv. pasti na olej), kter√© zachyt√°vaj√≠ olej v sac√≠m potrub√≠ pro jeho rychl√Ĺ n√°vrat ke kompresoru pŇôi spuŇ°tńõn√≠.
- N√≠zk√© ot√°ńćky kompresoru – v√Ĺrobce TńĆ bńõŇĺnńõ dost√°v√° od v√Ĺrobce kompresoru instrukce, na jak√Ĺch ot√°ńćk√°ch kompresor provozovat, napŇô. pŇôi startu pro dobr√© promaz√°n√≠, ale i v prŇĮbńõhu n√°sledn√©ho provozu, aby mńõl kompresor vŇĺdy dostatek oleje pro sv√© maz√°n√≠. Proto napŇô. Danfoss m√° k jejich kompresorŇĮm i sv√© frekvenńćn√≠ mńõnińće, jejichŇĺ Ňô√≠dic√≠ software zajist√≠ splnńõn√≠ podm√≠nek pro dostateńćn√© maz√°n√≠. Pokud kompresor vlivem mal√©ho odbńõru tepla bńõŇĺ√≠ delŇ°√≠ dobu na niŇĺŇ°√≠ch ot√°ńćk√°ch, tak mńõnińć kr√°tkodobńõ zv√ĹŇ°√≠ ot√°ńćky kompresoru, aby se kompresor n√°razovńõ dobŇôe promazal. PŇôi tom se jednak dŇô√≠ve vr√°t√≠ vyh√°zen√Ĺ olej rozm√≠stńõn√Ĺ v pracovn√≠m okruhu zpńõt ke kompresoru, ale hlavnńõ se tak i sn√°z distribuuje olej na jeho tŇôec√≠ plochy (hŇô√≠del, spir√°ly, p√≠sty atd.).
- Nńõkdy mŇĮŇĺe b√Ĺt probl√©m v cyklov√°n√≠ kompresoru. Z kompresoru pŇôi jeho bńõhu vŇĺdy ńć√°st oleje odch√°z√≠ s chladivem do v√Ĺtlaku a pokud je chod kompresoru kr√°tk√Ĺ, nemus√≠ se dostateńćn√© mnoŇĺstv√≠ oleje stihnout vr√°tit zpńõt do s√°n√≠ kompresoru, a ten se n√°slednńõ nedostateńćnńõ maŇĺe.
- Atd.
D. Shrnut√≠ pŇô√≠ńćin
Vedle hlavn√≠ch vypsan√Ĺch pŇô√≠ńćin poŇ°kozen√≠ kompresoru existuj√≠ i dalŇ°√≠ moŇĺn√©, i kdyŇĺ m√©nńõ ńćast√©. Na vŇ°ech v odr√°Ňĺk√°ch uveden√Ĺch pŇô√≠ńćin√°ch vid√≠te, jak moc je v√Ĺrobce kompresoru, resp. jeho kompresor z hlediska doby Ňĺivotnosti v praxi odk√°z√°n na n√°slednou odbornost v√ĹrobcŇĮ TńĆ a prakticky ve stejn√© m√≠Ňôe i projektantŇĮ vyt√°pńõn√≠/chlazen√≠, servisn√≠ch technikŇĮ, a nakonec i z√°kazn√≠kŇĮ/provozovatelŇĮ, aby kompresor mohl dobŇôe a dlouho slouŇĺit. KdyŇĺ jeden z tńõchto ńćl√°nkŇĮ selŇĺe/pochyb√≠, pro kompresor to nemus√≠ dopadnout vŇĮbec dobŇôe.
V souvislosti s nevhodn√Ĺm provozem TńĆ jsem ned√°vno ńćetl zaj√≠mavou vńõtu, kter√° znńõla zhruba takto:
„Kompresor jen tak s√°m od sebe neodejde – kompresor b√Ĺv√° usmrcen!“
SamozŇôejmńõ, chyba v tov√°rnńõ na kompresory se st√°t mŇĮŇĺe, ale v√Ĺroba je dnes tak zautomatizovan√° a pŇôesn√°, Ňĺe bych vinu za znińćen√Ĺ kompresor tov√°rnńõ d√°val aŇĺ na sam√Ĺ konec a sp√≠Ň° bych pŇôem√ĹŇ°lel o Ň°patn√©m provozu stroje neŇĺ o Ň°patn√© kvalitńõ kompresoru.