Praktick√© aspekty promńõnn√©ho napńõt√≠ pŇôi Ňĺ√°rov√©m zinkov√°n√≠ u nosn√Ĺch ocelov√Ĺch konstrukc√≠
PŇôehr√°t audio verzi
Praktick√© aspekty promńõnn√©ho napńõt√≠ pŇôi Ňĺ√°rov√©m zinkov√°n√≠ u nosn√Ĺch ocelov√Ĺch konstrukc√≠
00:00
00:00
1x
- 0.25x
- 0.5x
- 0.75x
- 1x
- 1.25x
- 1.5x
- 2x
Fenom√©n kŇôehnut√≠ za asistence tekut√©ho kovu pŇôi Ňĺ√°rov√©m zinkov√°n√≠ je zn√°m od pońć√°tku 20. stolet√≠. Na pŇôelomu mil√©nia vŇ°ak doŇ°lo k markantn√≠mu n√°rŇĮstu pŇô√≠padŇĮ jeho v√Ĺskytu v praxi, a to pŇôedevŇ°√≠m pŇôi Ňĺ√°rov√©m zinkov√°n√≠ dlouh√Ĺch vysok√Ĺch nosn√≠kŇĮ pro v√≠cepodlaŇĺn√≠ parkovac√≠ domy. V√Ĺrobce ocelov√Ĺch konstrukc√≠ tato skuteńćnost pŇôimńõla bl√≠Ňĺe zkoumat pŇô√≠ńćiny a podm√≠nky vzniku tohoto jevu. Evropsk√Ĺ Joint Research Centre rozhodl o ustanoven√≠ t√Ĺmu vńõdcŇĮ z Nńõmecka, jejichŇĺ √ļkolem bylo objasnit okolnosti prask√°n√≠ a pŇôedloŇĺit n√°stroj, pomoc√≠ kter√©ho bude moŇĺn√© riziko prask√°n√≠ sn√≠Ňĺit. Pracovn√≠ skupina vypracovala dokument Hot-dip-zinc-coating of prefabricated structural steel components [1] (obr. 1 v ńćl√°nku), kter√Ĺ se stal podkladem pro smńõrnici DASt 022 [2], kterou v srpnu 2009 vydal Deutscher Ausschuss f√ľr Stahlbau.
1. Pochybnosti
![Obr. 1: Z√°vńõreńćn√° zpr√°va [1]](/docu/clanky/0297/029766o1.png)
Obr. 1: Z√°vńõreńćn√° zpr√°va [1]
Vydan√° smńõrnice obsahuje celou Ňôadu rozporupln√Ĺch tvrzen√≠ a op√≠r√° se o v√Ĺzkum, kter√Ĺ nam√≠sto odpovńõd√≠ vyvol√°v√° ot√°zky. Je to napŇô√≠klad postul√°t, Ňĺe hodnota souńćinitele pŇôestupu tepla u ocelov√©ho tńõlesa ponoŇôen√©ho do zinkov√© taveniny legovan√© c√≠nem pŇôi zvyŇ°uj√≠c√≠m se jeho obsahu narŇĮst√° pŇôibliŇĺnńõ podle exponenci√°ln√≠ funkce (tab. 1). RovnńõŇĺ tvrzen√≠, Ňĺe n√°chylnost k prask√°n√≠ je moŇĺn√© ovńõŇôit takzvanou standardn√≠ zkouŇ°kou (obr. 2) na LNT vzorku je nepodloŇĺen√©. Naprost√Ĺm vńõdeck√Ĺm nonsensem je pak v pŇô√≠loze 4 smńõrnice popsan√Ĺ v√Ĺpońćetn√≠ dŇĮkaz nen√°chylnosti ke vzniku trhlin.
![Obr. 2: Standardn√≠ zkouŇ°ka [1]](/docu/clanky/0297/029766o3.jpg)
Obr. 2: Standardn√≠ zkouŇ°ka [1]
| tŇô√≠da zinkov√© l√°znńõ | obsah legur [hm. %] | koeficient pŇôestupu tepla α√ľ [W/m2.K] | ||||
|---|---|---|---|---|---|---|
| Sn | Pb + 10 Bi | Ni | Al | ∑ dalŇ°√≠ch prvkŇĮ (mimo Zn a Fe) | ||
| 1 | ≤ 0,1 | ≤ 1,5 | < 0,1 | < 0,1 | < 0,1 | 3000 |
| 2 | 0,1 √∑ 0,3 | ≤ 1,5 | < 0,1 | < 0,1 | < 0,1 | 6000 |
| 3 | > 0,3 | ≤ 1,3 | < 0,1 | < 0,1 | < 0,1 | 15000 |
1.1 Standardn√≠ zkouŇ°ka
Nelze pŇôehl√©dnout urńćit√© nesrovnalosti, kter√© popis t√©to zkouŇ°ky doprov√°zej√≠. VŇ°echny lomy se napŇô√≠klad objevuj√≠ ve spodn√≠ oblasti v ose ζ soumńõrnosti vzorkŇĮ LNT (obr. 3), ańćkoliv kritick√Ĺ prŇĮŇôez je ve skuteńćnosti v ose ξ kolm√© na osu soumńõrnosti (obr. 4). Ohybov√Ĺ modul prŇĮŇôezu v ose ξ je o 7 % menŇ°√≠ neŇĺ v prŇĮŇôezu v ose soumńõrnosti vzorku ζ. Napńõt√≠ v kritick√©m prŇĮŇôezu v ose ξ (kolm√©m na osu soumńõrnosti) je o 5 % vyŇ°Ň°√≠ neŇĺ v prŇĮŇôezu v ose soumńõrnosti ζ. ZkouŇ°ka je evidentnńõ zat√≠Ňĺena systematickou chybou.
![Obr. 3: Trhliny v ose ζ vzorkŇĮ LNT [1]](/docu/clanky/0297/029766o5.jpg)
Obr. 3: Trhliny v ose ζ vzorkŇĮ LNT [1]
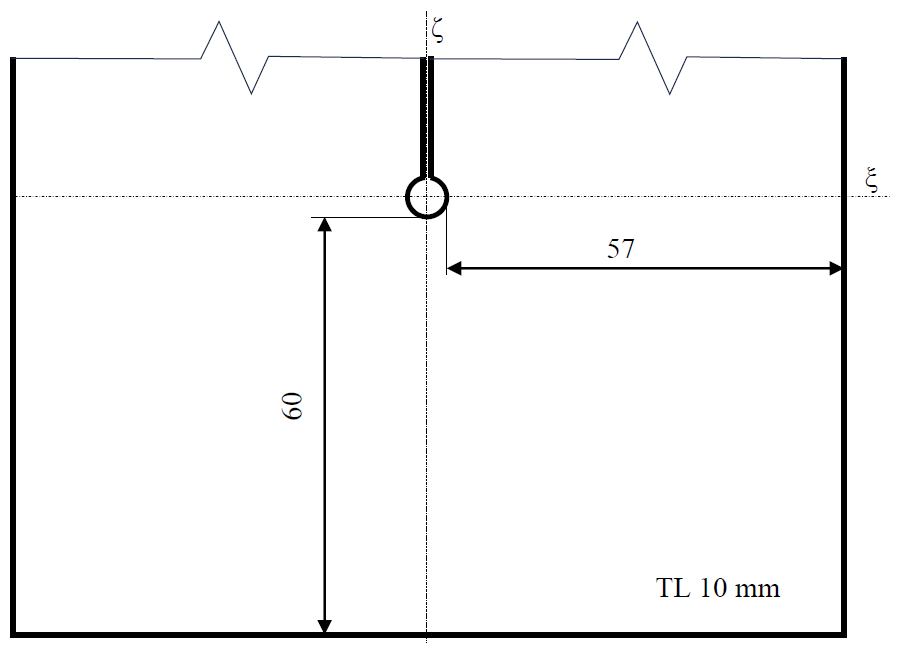
Obr. 4: Kritick√Ĺ prŇĮŇôez v ose ξ vzorku LNT
1.2 V√Ĺpońćetn√≠ dŇĮkaz nen√°chylnosti
U odborn√≠kŇĮ mus√≠ vyvolat √ļsmńõv pŇôedloŇĺen√° formule pro v√Ĺpońćetn√≠ dŇĮkaz nen√°chylnosti [1, 2]. UŇĺ √ļvodn√≠ √ļvaha porovn√°vat rychlost pohybu s rychlost√≠ n√°rŇĮstu teploty nem√° fyzik√°ln√≠ podklad. Nav√≠c poŇĺadavek na dostateńćn√Ĺ pŇôedehŇôev vs√°zky pŇôed jej√≠m ponoŇôen√≠m do zinkov√© taveniny (aby se sn√≠Ňĺil teplotn√≠ gradient v zinkovan√Ĺch souńć√°stech, a tedy i Ň°pińćky promńõnn√©ho teplotn√≠ho napńõt√≠) je v rozporu s poŇĺadavkem dlouh√© doby pro dosaŇĺen√≠ teploty zinkov√© l√°znńõ. V√Ĺsledkem fabulace ŇôeŇ°itelŇĮ je formule (1), u n√≠Ňĺ s teplotou pŇôedehŇôevu riziko prask√°n√≠ stoup√°, nam√≠sto aby klesalo [3].
2. Anal√Ĺza probl√©mu
2.1 Termika procesu
PŇôedevŇ°√≠m je tŇôeba zdŇĮraznit, Ňĺe termick√Ĺ proces Ňĺ√°rov√©ho zinkov√°n√≠ u d√≠lcŇĮ proveden√Ĺch z bńõŇĺn√Ĺch konstrukńćn√≠ch ocel√≠ vŇĺdy vyvol√°v√° pnut√≠, kter√© dosahuje meze kluzu materi√°lu. V podstatńõ se jedn√° o extr√©mn√≠ napńõt√≠, jak√©mu souńć√°st v provozn√≠m stavu nikdy vystavena nebude. D√≠lce jsou do zinkov√© taveniny spouŇ°tńõny re√°lnou rychlost√≠, jejich ponoŇôen√° ńć√°st se rychle ohŇô√≠v√° a m√° tendenci se rozp√≠nat, zat√≠mco relativnńõ chladn√° ńć√°st nad hladinou tomuto rozp√≠n√°n√≠ br√°n√≠. ProhŇô√°t√Ĺ materi√°l se pńõchuje (obr. 5). U zinkovan√Ĺch d√≠lcŇĮ vŇĺdy doch√°z√≠ k jejich pŇôetvoŇôen√≠. Ve vz√°cn√Ĺch pŇô√≠padech pak je pŇôi zinkov√°n√≠ dosaŇĺeno mezn√≠ho stavu a je iniciov√°n kŇôehk√Ĺ lom (obr. 6).
![Obr. 5: √öńćinek nerovnomńõrn√©ho ohŇôevu [4]](/docu/clanky/0297/029766o10.png)
Obr. 5: √öńćinek nerovnomńõrn√©ho ohŇôevu [4]
![Obr. 6: Korozn√≠ prask√°n√≠ pod napńõt√≠m [5]](/docu/clanky/0297/029766o12.png)
Obr. 6: Korozn√≠ prask√°n√≠ pod napńõt√≠m [5]
2.2 OdliŇ°n√Ĺ charakter nam√°h√°n√≠
Druh√Ĺm v√Ĺznamn√Ĺm aspektem je skuteńćnost, Ňĺe charakter nam√°h√°n√≠ souńć√°sti od promńõnn√©ho teplotn√≠ho napńõt√≠ je zpravidla zcela odliŇ°n√Ĺ od budouc√≠ho provozn√≠ho nam√°h√°n√≠. NapŇô√≠klad u dlouh√Ĺch vysok√Ĺch I-nosn√≠kŇĮ je Ň°pińćka napńõt√≠ ve stojinńõ na jejich konc√≠ch, zat√≠mco pŇôi provozn√≠m zat√≠Ňĺen√≠ je zde nulov√© napńõt√≠. Takov√Ĺ nosn√≠k, je-li na konc√≠ch opatŇôen styńćn√≠kov√Ĺmi plechy do poloviny v√ĹŇ°ky stojiny, v tomto vrubu mus√≠ nutnńõ prasknout.
2.3 Relaxace materi√°lu
Praxe ukazuje na ńćetnńõjŇ°√≠ v√Ĺskyt prasklin u d√≠lcŇĮ proveden√Ĺch z vysokopevn√Ĺch ocel√≠. I tento jev m√° logick√© vysvńõtlen√≠. K iniciaci trhlin doch√°z√≠ vesmńõs v koncentr√°torech napńõt√≠, kter√Ĺmi jsou pŇôedevŇ°√≠m svary a TOO v jejich okol√≠ nebo n√°hl√© zmńõny geometrie, pŇô√≠padnńõ zmńõny jakosti materi√°lu. Zde b√Ĺv√° mezn√≠ho stavu vedouc√≠ho k iniciaci trhlin dosahov√°no nejńćastńõji. PŇôi zatńõŇĺov√°n√≠ konstrukńćn√≠ oceli obvykl√© jakosti je meze kluzu dosaŇĺeno dŇô√≠v neŇĺ u oceli s vyŇ°Ň°√≠ mez√≠ kluzu. M√©nńõ jakostn√≠ materi√°l relaxuje, zat√≠mco napńõt√≠ u vysokopevn√© oceli nad√°le roste a je vyŇ°Ň°√≠ pravdńõpodobnost dosaŇĺen√≠ mezn√≠ho stavu.
3. RŇĮzn√© pŇô√≠ńćiny vzniku trhlin
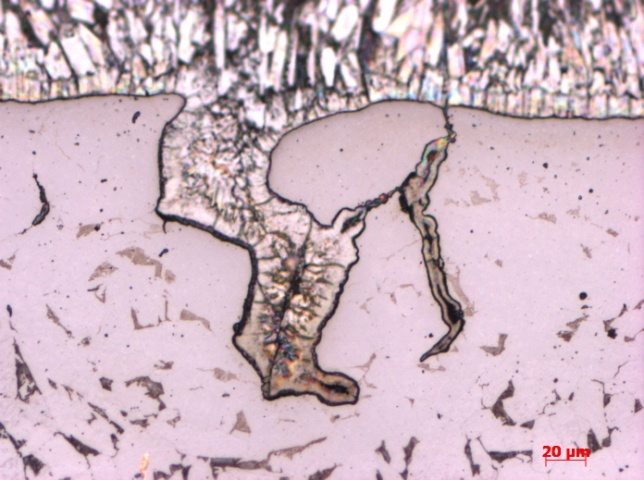
Fenom√©n Liquid Metal Embrittlement (LME) je obecnńõ spojov√°n s korozn√≠m prask√°n√≠m pod napńõt√≠m, kdy Ň°kodliv√Ĺm vlivem je schopnost nńõkter√Ĺch roztaven√Ĺch kovŇĮ pronikat po hranic√≠ch zrn do oceli. Toto tvrzen√≠ se op√≠r√° o fakt, Ňĺe u zdokumentovan√Ĺch trhlin vyplnńõn√Ĺch zinkovou hmotou se dno trhliny vyznańćuje zv√ĹŇ°enou koncentrac√≠ leguj√≠c√≠ch prvkŇĮ pŇôid√°van√Ĺch do zinkov√© taveniny (obr. 6).
3.1 PopouŇ°tńõc√≠ kŇôehkost
Austenitick√© ocele jsou n√°chyln√© k popouŇ°tńõc√≠ kŇôehkosti. Zde je pŇô√≠ńćinou vyŇ°Ň°√≠ rozpustnost uhl√≠ku v ploŇ°nńõ stŇôedńõn√© mŇô√≠Ňĺce austenitu neŇĺ v prostorovńõ stŇôedńõn√© mŇô√≠Ňĺce feritu. Austenit je za pokojov√© teploty nestabiln√≠ a v Ňô√°du stovek let m√° tendenci postupnńõ se pŇôemńõŇąovat na ferit. Tato pŇôemńõna je spojena s vytvoŇôen√≠m pŇôesycen√©ho roztoku. ZahŇô√°t√≠m austenitu na teplotu zinkov√°n√≠ se proces pŇôemńõny urychluje a pŇôebyteńćn√Ĺ uhl√≠k precipituje na hranic√≠ch zrn feritu, kde vyvol√°v√° dekohezi materi√°lu.
3.2 Precipitańćn√≠ vytvrzen√≠
Jinou pŇô√≠ńćinou b√Ĺv√° takzvan√© precipitańćn√≠ vytvrzen√≠ u ocel√≠, kter√© nejsou odoln√© proti st√°rnut√≠. Zde dekohezi zpŇĮsobuje dus√≠k, jehoŇĺ rozpustnost v oceli je v tekut√©m kovu vyŇ°Ň°√≠ neŇĺ v tuh√©m stavu. Ocel se zv√ĹŇ°en√Ĺm obsahem dus√≠ku pŇôedstavuje pŇôesycen√Ĺ roztok, u nńõhoŇĺ za zv√ĹŇ°en√© teploty pŇôi zinkov√°n√≠ doch√°z√≠ k precipitaci dus√≠ku po hranic√≠ch zrn, kde m√° dekohezn√≠ √ļńćinky.
3.3 Vod√≠kov√° kŇôehkost
Zn√°mou pŇô√≠ńćinou prask√°n√≠ je takzvan√° vod√≠kov√° kŇôehkost zpŇĮsoben√° navod√≠kov√°n√≠m oceli. Nascentn√≠ vod√≠k, kter√Ĺ za urńćit√Ĺch podm√≠nek (moŇôen√≠, spalov√°n√≠ tavidla, galvanick√© pokoven√≠, …) pronik√° do krystalov√© mŇô√≠Ňĺky oceli, v takzvan√Ĺch vod√≠kov√Ĺch past√≠ch (vakance, vmńõstky apod.) rekombinuje a vznikl√Ĺ molekul√°rn√≠ vod√≠k v tńõchto m√≠stech vyvol√°v√° tlak v Ňô√°du stovek megapascalŇĮ, kter√Ĺ pŇĮsob√≠ proti soudrŇĺnosti materi√°lu.
3.4 Vodíková koroze
M√°-li vod√≠k pronikaj√≠c√≠ do oceli moŇĺnost spojit se s uhl√≠kem za vzniku metanu, pak je √ļńćinek navod√≠kov√°n√≠ jeŇ°tńõ umocnńõn.
3.5 PŇôedehŇôev pro svaŇôov√°n√≠
Zanedb√°n√≠ potŇôebn√©ho pŇôedehŇôevu pŇôi svaŇôov√°n√≠ ocel√≠ s podm√≠nńõnou svaŇôitelnost√≠ vede ke zkŇôehnut√≠ materi√°lu v TOO. V oceli se objevuj√≠ trhliny uŇĺ v dŇĮsledku svaŇôov√°n√≠ a tyto se pŇôi Ňĺ√°rov√©m zinkov√°n√≠ Ň°√≠Ňô√≠.
4. Vlastní poznatky
K ovńõŇôen√≠ nńõkter√Ĺch moŇĺn√Ĺch pŇô√≠ńćin v√Ĺskytu jevu LMAC (Liquid Metal Assisted Cracking) pŇôi Ňĺ√°rov√©m zinkov√°n√≠ poslouŇĺila cel√° Ňôada proveden√Ĺch experimentŇĮ. V souhrnu lze konstatovat, Ňĺe se jimi nepodaŇôilo prok√°zat vliv legur v zinkov√© l√°zni ani v oceli. V√Ĺsledky testov√°n√≠ nasvńõdńćuj√≠, Ňĺe problematika v√Ĺskytu trhlin na Ňĺ√°rovńõ pozinkovan√Ĺch d√≠lc√≠ch nevyŇĺaduje Ňĺ√°dn√Ĺ nov√Ĺ v√Ĺzkum, ale je zapotŇôeb√≠ do t√©to oblasti spr√°vnńõ aplikovat obecnńõ zn√°m√© principy z oblasti statiky a poznatky popisuj√≠c√≠ situace a procesy podmiŇąuj√≠c√≠ dosaŇĺen√≠ mezn√≠ho stavu v materi√°lov√©m inŇĺen√Ĺrstv√≠.
Mezn√≠ stav materi√°lu je charakterizov√°n t√≠m, Ňĺe pŇĮsoben√≠m vnńõjŇ°√≠ch ńćinitelŇĮ (s√≠la, stav napjatosti, zpŇĮsob zatńõŇĺov√°n√≠, teplota, prostŇôed√≠ apod.) nebo vnitŇôn√≠ch ńćinitelŇĮ (struktura, substruktura, pŇô√≠tomnost defektŇĮ, nehomogenit apod.) anebo jejich kombinac√≠ po dosaŇĺen√≠ mezn√≠ho stavu ztrat√≠ materi√°l buńŹ skokem, nebo postupnou zmńõnou sv√© funkńćn√≠ a uŇĺitn√© vlastnosti. DosaŇĺen√≠ mezn√≠ho stavu z√°vis√≠ na dynamice hromadńõn√≠ poŇ°kozen√≠, kter√° je funkc√≠ substrukturn√≠ho stavu materi√°lu, charakteristik v√Ĺroby a uŇĺ√≠v√°n√≠ tńõlesa, vnńõjŇ°√≠ch √ļńćinkŇĮ a ńćasu pŇĮsoben√≠ faktorŇĮ, kter√© mohou mezn√≠ stav materi√°lu vyvolat [6].
4.1 OvńõŇôen√≠ vlivu deformańćn√≠ho zpevnńõn√≠
PŇôi experimentech na ploch√Ĺch vzorc√≠ch z ocel√≠ podle znańćek S235 a S355 byl zkoum√°n vliv plastick√©ho pŇôetvoŇôen√≠ vzorkŇĮ na jejich n√°chylnost ke vzniku trhlin. Vzorky byly oh√Ĺb√°ny za studena i za tepla nad Ac3. U vzorkŇĮ oh√Ĺban√Ĺch za studena nebyly na vnńõjŇ°√≠m oblouku zjiŇ°tńõny Ňĺ√°dn√© povrchov√© imperfekce, a to u ńćern√Ĺch (obr. 7) ani u pozinkovan√Ĺch (obr. 8). Vzorky oh√Ĺban√© za tepla v ńćern√©m stavu vykazuj√≠ v povrchov√© vrstvńõ patrn√© rozev√≠r√°n√≠ materi√°lu po hranic√≠ch zrn. Tyto diskontinuity nelze povaŇĺovat za trhliny (obr. 9). PŇôi pozinkov√°n√≠ doŇ°lo pouze k jejich vyplnńõn√≠ Ňĺelezo-zinkov√Ĺmi slitinov√Ĺmi f√°zemi, aniŇĺ by doch√°zelo k dalŇ°√≠mu Ň°√≠Ňôen√≠ (obr. 10).
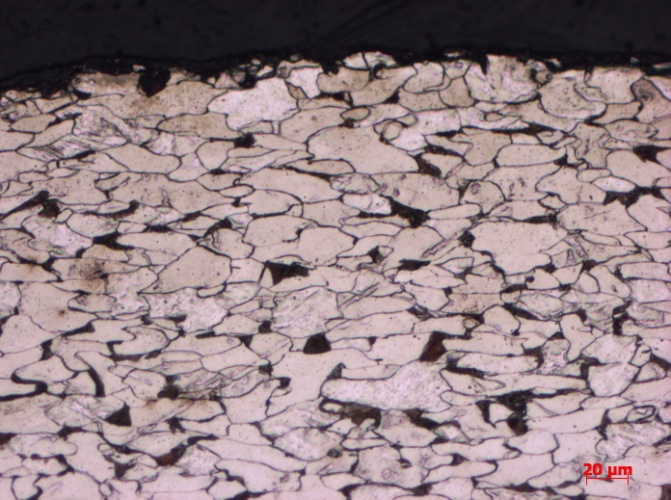
Obr. 7: Ohyb za studena nepozinkov√°no
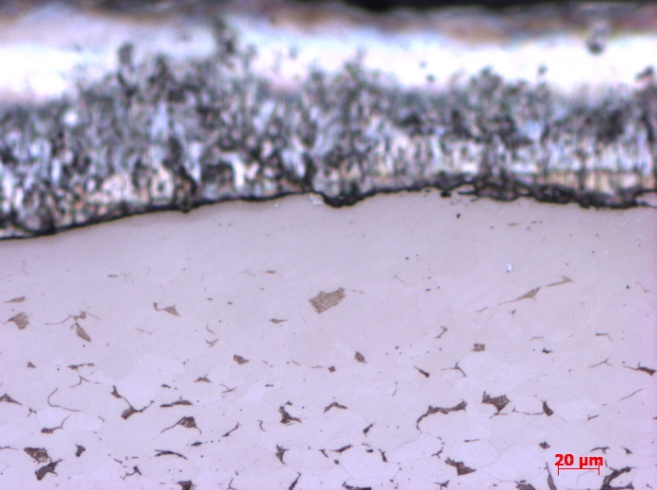
Obr. 8: Ohyb za studena pozinkov√°no
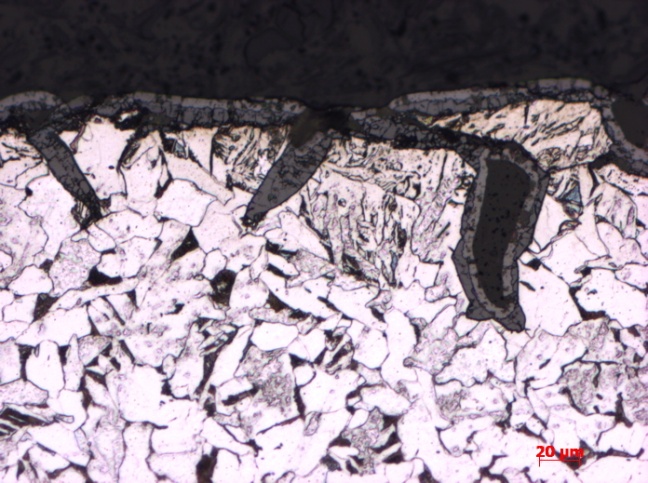
Obr. 9: Ohyb nad Ac3 nepozinkov√°no
Obr. 10: Ohyb nad Ac3 pozinkov√°no
4.2 Pomńõrn√° deformace
PŇôi tńõchto pokusech byly vzorky z ploch√© oceli podrobeny plastick√©mu pŇôetvoŇôen√≠ ohybem, a to jak tńõsnńõ pŇôed ponoŇôen√≠m do zinkov√© taveniny, tak tak√© v prŇĮbńõhu prodlen√≠ v zinkov√© l√°zni [7]. U Ňĺ√°dn√©ho ze vzorkŇĮ nebyly zjiŇ°tńõny zmńõny signalizuj√≠c√≠ moŇĺnost dosaŇĺen√≠ mezn√≠ho stavu. V√Ĺsledky experimentŇĮ prokazuj√≠, Ňĺe pŇôedpńõt√≠ vzorku na mezi kluzu kr√°tce pŇôed jeho pozinkov√°n√≠m ani jeho plastick√© pŇôetvoŇôen√≠ bńõhem kontaktu s tekut√Ĺm kovem u nńõho nevyvol√° n√°chylnost ke kŇôehk√©mu lomu.
4.3 Vliv cínu na náchylnost k praskání
Jin√© experimenty byly prov√°dńõny zinkov√°n√≠m plasticky pŇôetvoŇôen√Ĺch pŇôedepjat√Ĺch vzorkŇĮ v zinkov√© l√°zni s obsahem c√≠nu 2,0 % [7]. Anal√Ĺza proveden√° na elektronov√©m mikroskopu JEOL JSM 7600F s rozliŇ°ovac√≠ schopnost√≠ 0,8 nm a zamńõŇôen√° na hranice zrn oceli uk√°zala, Ňĺe do hloubky 1 µm je koncentrace Sn na mezi mńõŇôitelnosti pouŇĺit√© aparatury, v hloubce vńõtŇ°√≠ neŇĺ 1 µm je obsah Sn nemńõŇôiteln√Ĺ.
4.4 Trh√°n√≠ vzorkŇĮ za asistence zinkov√© l√°znńõ

Obr. 11: KŇôehk√Ĺ lom mimo oblast dosaŇĺen√© meze pevnosti
C√≠lem tńõchto pokusŇĮ bylo ovńõŇôit charakter lomu pŇôi rŇĮzn√Ĺch podm√≠nk√°ch nam√°h√°n√≠ (dosaŇĺen√≠ meze pevnosti pŇôed ponoŇôen√≠m do zinkov√© l√°znńõ, pŇôetrŇĺen√≠ vzorku ponoŇôen√©ho do zinkov√© l√°znńõ nebo vystaven√≠ vzorku nam√°h√°n√≠ se stŇô√≠davou charakteristikou tah – tlak – tah). Experimenty neprok√°zaly z√°vislost n√°chylnosti materi√°lu ke kŇôehk√©mu lomu na velikosti dosaŇĺen√© pomńõrn√© deformace. Obr√°zek ńć. 11 potvrzuje, Ňĺe mezn√≠ho stavu vedouc√≠ho k iniciaci trhliny mŇĮŇĺe b√Ĺt dosaŇĺeno mimo oblast dosaŇĺen√© meze pevnosti [7].
4.5 DosaŇĺen√≠ mezn√≠ho stavu podle tŇô√≠f√°zov√©ho modelu
Z proveden√© anal√Ĺzy i z v√ĹsledkŇĮ uskuteńćnńõn√Ĺch experimentŇĮ vypl√Ĺv√°, Ňĺe samotn√© dosaŇĺen√≠ meze kluzu oceli ani plastick√° deformace prob√≠haj√≠c√≠ u kritick√©ho prvku v dobńõ prodlen√≠ v zinkov√© l√°zni nevyvol√° kŇôehk√Ĺ lom LMAC. Je tedy zŇôejm√©, Ňĺe zpŇĮsob nam√°h√°n√≠ materi√°lu v okamŇĺiku nukleace trhliny a kr√°tce pŇôed t√≠mto okamŇĺikem mus√≠ b√Ĺt drastińćtńõjŇ°√≠. PŇôi bliŇĺŇ°√≠m zkoum√°n√≠ charakteru konstrukce postiŇĺen√© trhlinou LMAC a m√≠sta na konstrukci, kde se vada objevuje, lze dospńõt k poznatku, Ňĺe postiŇĺen√Ĺmi m√≠sty na konstrukci jsou nejńćastńõji koncentr√°tory napńõt√≠ a k nukleaci trhliny LMAC doch√°z√≠ pŇôi dosaŇĺen√≠ mezn√≠ho stavu podle tŇô√≠f√°zov√©ho modelu [8].
Kritick√© m√≠sto je na d√≠lci lokalizovan√© tak, Ňĺe v prŇĮbńõhu ponoŇôov√°n√≠ d√≠lce do tekut√©ho kovu je kritick√Ĺ vrub vŇĺdy nejprve nam√°h√°n v√Ĺznamn√Ĺm tahov√Ĺm napńõt√≠m, kdyŇĺ na pŇô√≠sluŇ°n√Ĺ prvek pŇĮsob√≠ osov√° s√≠la kombinovan√° s ohybov√Ĺm momentem (obr. 12). Redukovan√© napńõt√≠ v zinkovan√© souńć√°sti lok√°lnńõ dosahuje meze kluzu pouŇĺit√© oceli a tento stav je spojen s pohybem dislokac√≠ uvnitŇô struktury oceli. Ve svaru a v tepelnńõ ovlivnńõn√© oblasti svaru se vŇĺdy v materi√°lu vyskytuje nespońćet imperfekc√≠, v nichŇĺ je pŇôetv√°rn√© energii kladen menŇ°√≠ odpor neŇĺ v homogenn√≠ struktuŇôe oceli s krystalovou mŇô√≠Ňĺkou pravidelnou.
Jakmile se kritick√© m√≠sto na souńć√°sti dostane do kontaktu s tekut√Ĺm kovem, zańćne se materi√°l kritick√©ho m√≠sta na konstrukci postupnńõ prohŇô√≠vat. Jeho rozp√≠n√°n√≠ vŇ°ak br√°n√≠ dosud chladn√° horn√≠ ńć√°st dan√©ho konstrukńćn√≠ho prvku a materi√°l v kritick√©m m√≠stńõ, kter√Ĺ byl v pŇôedchoz√≠m kroku vystaven extr√©mn√≠mu tahov√©mu a ohybov√©mu napńõt√≠, se v t√©to f√°zi pńõchuje (obr. 13), coŇĺ je opńõt spojeno s pohybem dislokac√≠ uvnitŇô krystalov√© mŇô√≠Ňĺky.
S urńćit√Ĺm ńćasov√Ĺm zpoŇĺdńõn√≠m se do kontaktu s tekut√Ĺm kovem dost√°v√° zb√Ĺvaj√≠c√≠ ńć√°st dan√©ho konstrukńćn√≠ho prvku, kter√Ĺ se jako celek rozp√≠n√° a prodluŇĺuje svou d√©lku, pŇôińćemŇĺ kritick√© m√≠sto, kter√© bylo v pŇôedchoz√≠ch f√°z√≠ch nejprve plasticky pŇôetvoŇôeno pŇĮsoben√≠m tahov√©ho a ohybov√©ho napńõt√≠ a n√°slednńõ pńõchov√°no napńõt√≠m tlakov√Ĺm, je opńõt nam√°h√°no v√Ĺznamn√Ĺm napńõt√≠m tahov√Ĺm (obr. 14).
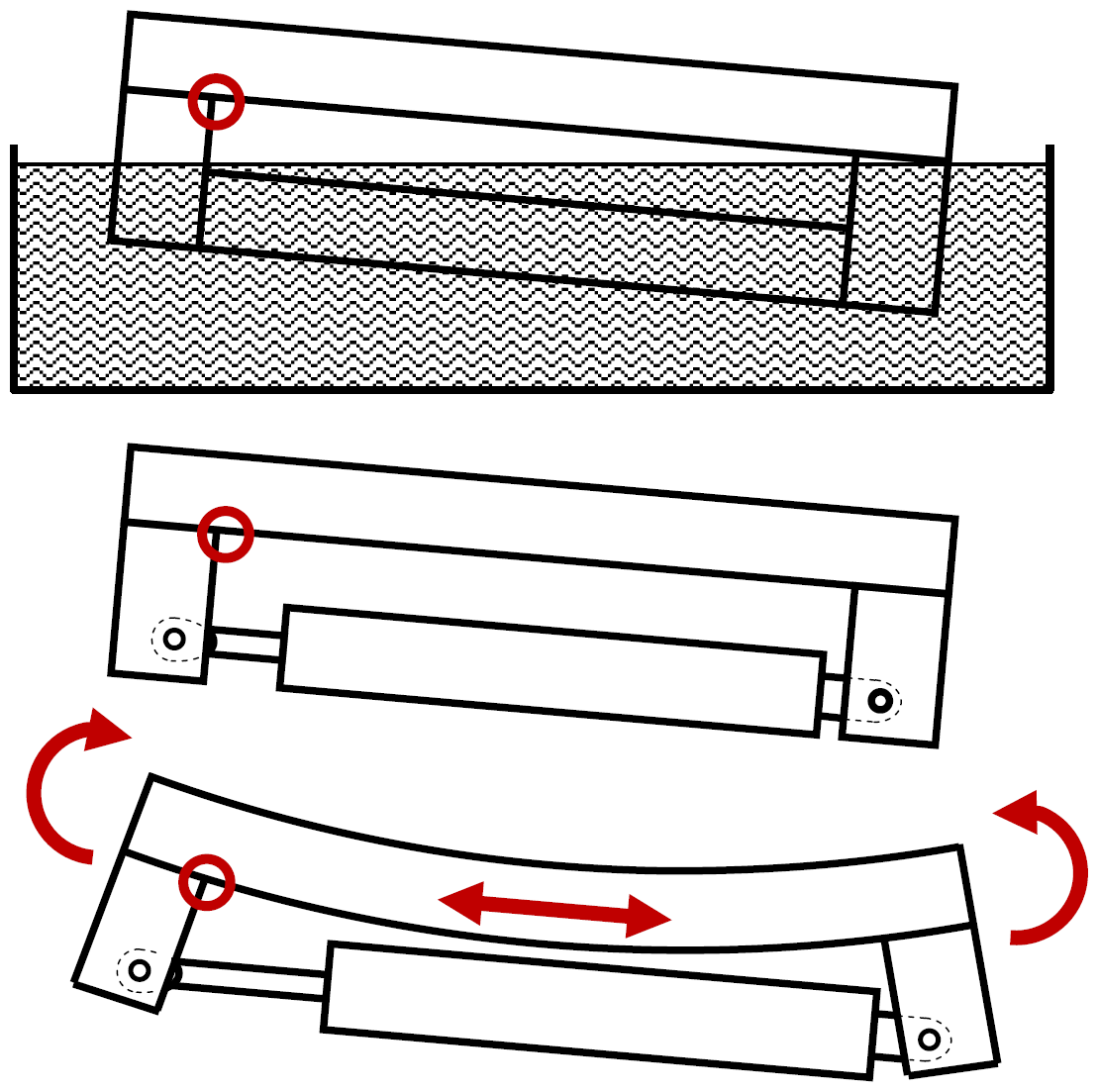
Obr. 12: F√°ze I
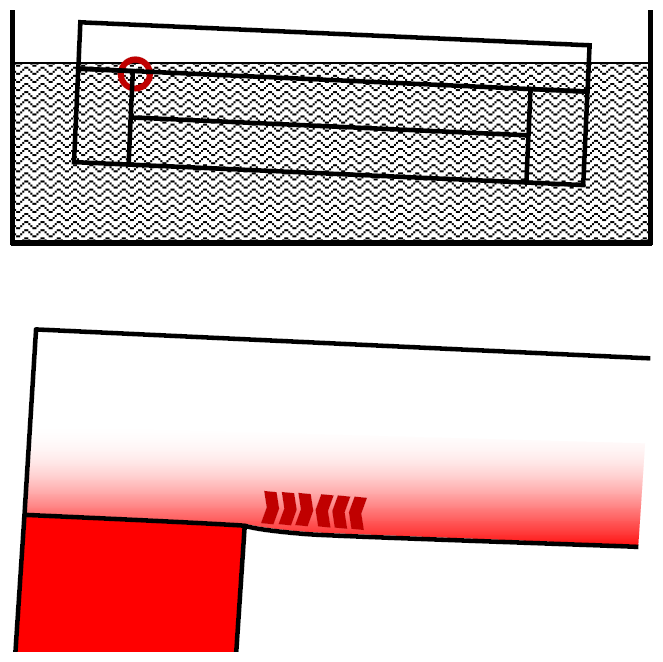
Obr. 13: F√°ze II
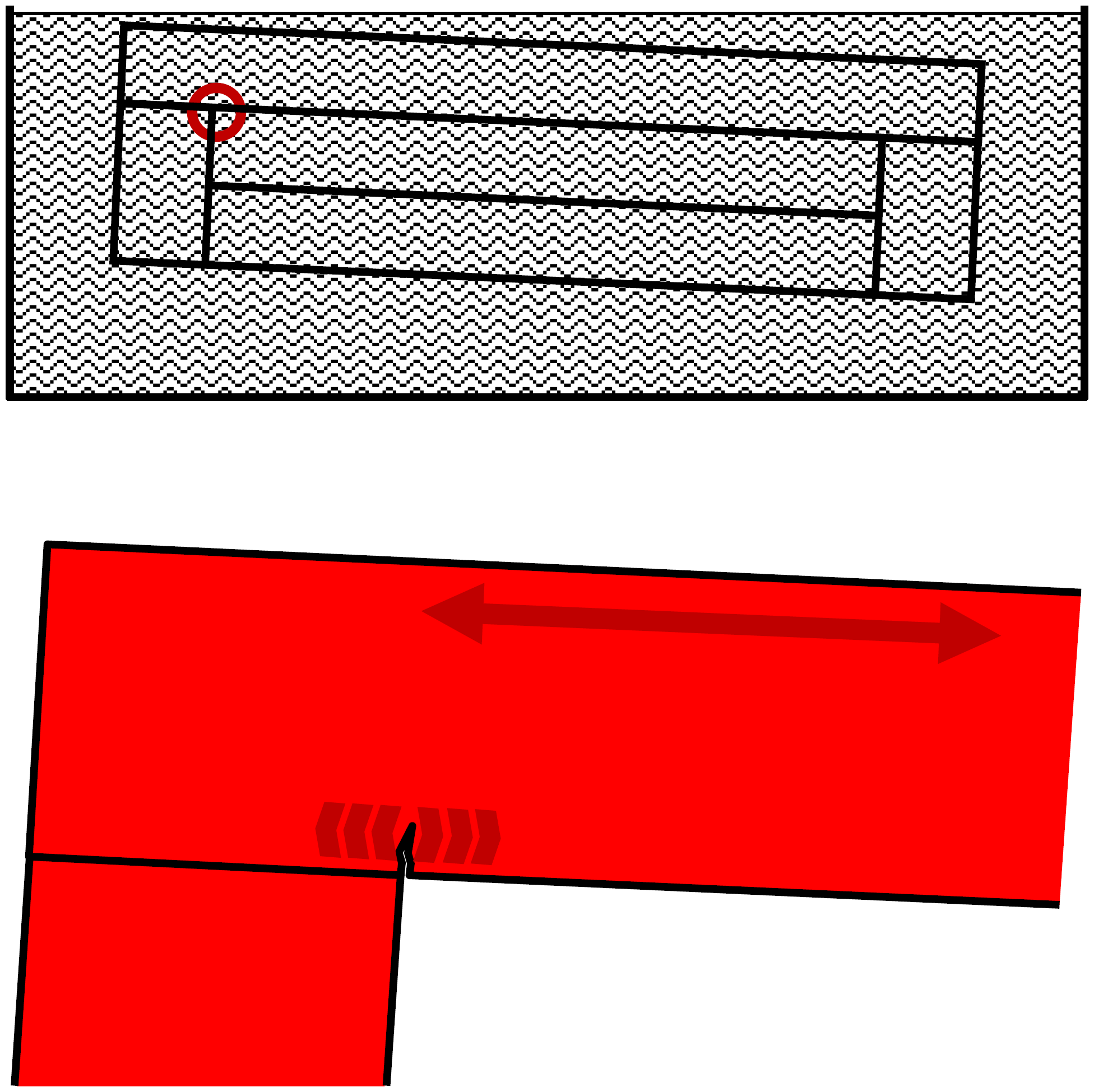
Obr. 14: F√°ze III
5. Riziko iniciace trhlin LMAC pŇôi Ňĺ√°rov√©m zinkov√°n√≠
Praktick√© zkuŇ°enosti ukazuj√≠, Ňĺe riziko postiŇĺen√≠ zinkovan√©ho d√≠lce trhlinami LMAC vzrŇĮst√° s jakost√≠ oceli. D√≠lce z ocel√≠ s vyŇ°Ň°√≠ pevnost√≠ b√Ĺvaj√≠ postiŇĺeny ńćastńõji, postiŇĺen√≠ v√Ĺrobku z konstrukńćn√≠ oceli obvykl√© jakosti je vz√°cn√©.
Jak bylo prok√°z√°no, v√Ĺpońćetn√≠ dŇĮkaz nen√°chylnosti podle pŇô√≠lohy 4 smńõrnice DASt 022 pŇôedstavuje vńõdeck√Ĺ nonsens. Nab√≠z√≠ se tedy ot√°zka, zda je moŇĺn√© posoudit riziko prask√°n√≠ jin√Ĺm zpŇĮsobem?
5.1 Srovnateln√© napńõt√≠
Promńõnn√© teplotn√≠ napńõt√≠ je √ļmńõrn√© teplotn√≠mu gradientu vyvolan√©mu nerovnomńõrn√Ĺm ohŇôevem zinkovan√Ĺch d√≠lcŇĮ pŇôi postupn√©m ponoŇôov√°n√≠ do zinkov√© taveniny. Prvky d√≠lce, kter√© jsou ponoŇôen√© do zinkov√© taveniny se urńćitou rychlost√≠ prohŇô√≠vaj√≠ a rozp√≠naj√≠, zat√≠mco prvky, kter√© jsou nad hladinou, jsou chladnńõjŇ°√≠ a rozp√≠n√°n√≠ br√°n√≠. V z√°vislosti na tuhosti konstrukce a jej√≠mu odporu proti nerovnomńõrn√©mu rozp√≠n√°n√≠ je tak v souńć√°sti vyvol√°v√°no promńõnn√© teplotn√≠ napńõt√≠. U r√°mov√© konstrukce je toto napńõt√≠ √ļmńõrn√© rozd√≠lu teplot mezi spodn√≠m a horn√≠m pod√©ln√≠kem. Riziko iniciace trhlin vzrŇĮst√° s napńõt√≠m v r√°mu, a tedy s rozd√≠lem teplot mezi spodn√≠m a horn√≠m pod√©ln√≠kem. JestliŇĺe rizikem LMAC jsou ohroŇĺeny pŇôedevŇ°√≠m d√≠lce proveden√© z ocel√≠ vyŇ°Ň°√≠ch pevnostn√≠ch tŇô√≠d s mez√≠ kluzu nad 350 MPa, pak logika vńõci napov√≠d√°, Ňĺe pro eliminaci tohoto rizika je zapotŇôeb√≠ udrŇĺet v zinkovan√Ĺch d√≠lc√≠ch napńõt√≠ v mez√≠ch do 350 MPa. PŇôi urńćit√© rychlosti prohŇô√≠v√°n√≠ ocelov√©ho prvku toho lze dos√°hnout dostateńćnńõ rychl√Ĺm ponoŇôen√≠m cel√©ho d√≠lce, tak aby v nńõm teplotn√≠ gradient nepŇôes√°hl urńćitou hodnotu. D√≠lce proveden√© z vysokopevn√Ĺch ocel√≠ pŇôi takov√Ĺch podm√≠nk√°ch nebudou ke vzniku trhlin pŇôi Ňĺ√°rov√©m zinkov√°n√≠ v√≠ce n√°chyln√© neŇĺ souńć√°sti vyroben√© z bńõŇĺn√Ĺch konstrukńćn√≠ch ocel√≠.
5.2 ńĆasov√° z√°vislost zmńõny d√©lky
U nosn√≠ku I 200 ponoŇôen√©ho do zinkov√© taveniny do poloviny v√ĹŇ°ky jeho stojiny byl proveden experiment s c√≠lem zjistit ńćasov√© z√°vislosti zmńõny d√©lek obou jeho p√°snic a zjiŇ°tńõn√© hodnoty byly vyneseny do grafu (obr. 15). V√Ĺsledek tohoto pokusu ukazuje, Ňĺe je moŇĺn√© stanovit pravidlo pro reŇĺim ponoŇôov√°n√≠ tak, aby srovnateln√© napńõt√≠ nepŇôekrońćilo urńćitou mezn√≠ hodnotu, napŇô. 350 MPa. PŇôedpokl√°dejme, Ňĺe tahov√© a tlakov√© napńõt√≠ v obou pod√©ln√≠c√≠ch nosn√≠ku je rovnomńõrnńõ rozdńõleno. Pak je mezn√≠ hodnoty dosaŇĺeno pŇôi pomńõrn√© deformaci ε = 0,0033. Tomu odpov√≠d√° mezn√≠ velikost zmńõny vztaŇĺn√© teploty ΔTmez = 275 K (mezi spodn√≠m a horn√≠m pod√©ln√≠kem). Zmńõna vztaŇĺn√© teploty prutu ΔT je definovan√° jako takov√° jej√≠ hodnota, kter√° v homogenn√≠m teplotn√≠m poli v prutu vyvol√° stejn√© pomńõrn√© prodlouŇĺen√≠, jak√©ho bylo dosaŇĺeno v teplotn√≠m poli s gradientem odpov√≠daj√≠c√≠m postupn√©mu prohŇô√≠v√°n√≠ prutu od jeho povrchu k j√°dru.
Pro danou tlouŇ°Ň•ku stńõny r√°mu lze pomoc√≠ pŇô√≠sluŇ°n√©ho grafu (obr. 16) pro r√°movou konstrukci stanovit potŇôebn√Ĺ ńćas na jeho bezpeńćn√© ponoŇôen√≠ do zinkov√© taveniny. Vodorovn√© posunut√≠ obou kŇôivek pŇôedstavuje ńćasov√Ĺ interval mezi prvn√≠m kontaktem spodn√≠ho pod√©ln√≠ku s hladinou zinkov√© l√°znńõ a √ļpln√Ĺm ponoŇôen√≠m r√°mu. JestliŇĺe maxim√°ln√≠ vzd√°lenost mezi obńõma kŇôivkami ve smńõru osy poŇôadnic nepŇôekrońć√≠ navrŇĺenou hodnotu 275 K, je moŇĺn√© usuzovat na n√≠zk√© riziko prask√°n√≠. V opańćn√©m pŇô√≠padńõ riziko vzrŇĮst√°.
![Obr. 15: PrŇĮbńõh pomńõrn√©ho prodlouŇĺen√≠ [7]](/docu/clanky/0297/029766o30.png)
Obr. 15: PrŇĮbńõh pomńõrn√©ho prodlouŇĺen√≠ [7]
![Obr. 16: Posouzení rizika [6]](/docu/clanky/0297/029766o32.png)
Obr. 16: Posouzení rizika [6]
6. Z√°vńõr
Proveden√Ĺ v√Ĺzkum ukazuje, Ňĺe posuzov√°n√≠ n√°chylnosti k LMAC pŇôi Ňĺ√°rov√©m zinkov√°n√≠ nosn√Ĺch ocelov√Ĺch konstrukc√≠ podle smńõrnice DASt 22 je zav√°dńõj√≠c√≠, ale Ňĺe se nab√≠z√≠ jin√Ĺ alternativn√≠ zpŇĮsob kvantifikace rizika, kter√Ĺ je zaloŇĺen√Ĺ na fyzik√°ln√≠m principu podmiŇąuj√≠c√≠m dosaŇĺen√≠ mezn√≠ho stavu, kter√Ĺ pak iniciuje vznik a Ň°√≠Ňôen√≠ trhlin LMAC pŇôi Ňĺ√°rov√©m zinkov√°n√≠.
Tento pŇô√≠spńõvek nab√≠z√≠ alternativn√≠ pohled na problematiku LMAC pŇôi Ňĺ√°rov√©m zinkov√°n√≠. Aplikace popsan√©ho principu pro posuzov√°n√≠ rizika by v praxi spońć√≠vala v jednoduch√©m nahl√©dnut√≠ do pŇôehledn√© tabulky, kde by pro vybran√© hodnoty tlouŇ°Ň•ky materi√°lu a v√ĹŇ°ky r√°mu bylo moŇĺn√© odeńć√≠st mezn√≠ ńćas potŇôebn√Ĺ k prŇĮchodu profilu r√°mu hladinou zinkov√© l√°znńõ a ten porovnat s technick√Ĺmi moŇĺnostmi zinkovny. K vypracov√°n√≠ takov√© tabulky by vŇ°ak bylo zapotŇôeb√≠ prov√©st nńõkolik dalŇ°√≠ch mńõŇôen√≠ pro tyńće o rŇĮzn√Ĺch tlouŇ°Ň•k√°ch stńõny, pŇôi nichŇĺ by byly zjiŇ°tńõny ńćasov√© z√°vislosti zmńõny jejich d√©lek pŇôi ponoŇôen√≠ do zinkov√© taveniny. Na z√°kladńõ tńõchto nńõkolika dodatkov√Ĺch mńõŇôen√≠ uŇĺ by bylo moŇĺn√© prov√©st interpolaci (popŇô. extrapolaci) potŇôebn√Ĺch hodnot pro r√°my s libovolnou tlouŇ°Ň•kou stńõny.
Seznam pouŇĺit√© literatury
- FELDMANN, Markus et al. Hot-dip-zinc-coating of prefabricated structual steel components. Joint Research Centre of the European Commission, Publication Office of the Europea Union. Luxembourg: 2010. ISBN 978-92-79-15237-5 DASt-Guideline 022. Dostupné na:
https://op.europa.eu/en/publication-detail/-/publication/99ec1841-381f-4472-96d2-89b31e2c045b/language-en - DASt-Richtlinie 022. Guideline for hot-dip-zinc-coating of prefabricated load-bearing steel components. D√ľsseldorf: Deutscher Ausschuss f√ľr Stahlbau, 2009. Dostupn√© na:
https://www.dinmedia.de/en/technical-rule/dast-richtlinie-022/124177687 - KUKL√ćK, Vlastimil. The DASt Directive 022 Potemkin Village. AńĆSZ, 26. konference Ňĺ√°rov√©ho zinkov√°n√≠. Valeńć 2021. ISBN 978-80-905298-9-2. Dostupn√© na:
https://www.researchgate.net/publication/355369532_DASt_022_-_Potemkin_Village - KUKL√ćK, Vlastimil. Post on the issue of safety of steel structures of hot dip galvanized structural components, Amsterdam: Procedia Engineering 40, 2012. ISSN 1877-7058. Dostupn√© na: https://www.researchgate.net/publication/257725321_Post_on_the_Issue_of_Safety_of_Steel_Structures...
- KATZUNG, Werner. Rissbildung im Stahlbau, Besonderheiten und Ursachen. M√ľnchen: Metallbau 7–8/2008. ISSN 2196-8101.
- VLK, MiloŇ°, FLORIAN, Zdenńõk. Mezn√≠ stavy a spolehlivost. Brno: VUT v Brnńõ, √östav mechaniky tńõles, mechatroniky a biomechaniky, 2007. ISBN 978-80-21403864
- KUKL√ćK, Vlastimil et al. Understanding stresses in steel components during galvanizing of structural steelwork (new perspectives on thermal dynamics during dipping). 24th Internagtional Galvanizing Conference Intergalva, Liverpool, 2015. Dostupn√© na: https://www.researchgate.net/publication/299248634_Understanding_stresses_in_steel_components...
- KUKL√ćK, Vlastimil. Post to The Study of LMAC Phenomenon Associated with Hot Dip Galvanizing. AńĆSZ, 20. konference Ňĺ√°rov√©ho zinkov√°n√≠. Praha 2014. ISBN 978-80-905298-3-0. Dostupn√© na: https://www.researchgate.net/publication/305719836_Post_to_the_study_of_LMAC_phenomenon...