Velkأ½ potenciأ،l betonu ze stoprocentnأho recyklovanأ©ho kameniva

Na odbornأ© konferenci, kterأ، se tأ½kala recyklace stavebnأch materiأ،lإ¯, pإ™edstavila akciovأ، spoleؤچnost ERC-TECH vأ½sledky vأ½zkumu a vأ½voje vأ½roby betonu z recyklovanأ©ho kameniva (RA) vؤچetnؤ› drobnأ½ch frakcأ do 4 mm. Novأ، patentovanأ، technologie se v praxi osvؤ›dؤچila a na zأ،kladؤ› tohoto إ™eإ،enأ uvedla spoleؤچnost Skanska na trh v ؤŒeskأ© republice beton ze stoprocentnأho recyklovanأ©ho kameniva pod nأ،zvem Rebetong a vyuإ¾ila jej v nؤ›kolika developerskأ½ch projektإ¯.
1. أڑvod
V souؤچasnأ© dobؤ› tvoإ™أ inertnأ stavebnأ suإ¥ v prإ¯mؤ›ru cca 45 % z celkovأ© produkce odpadإ¯ v ؤŒR i Evropؤ›. V ؤŒeskأ© republice vznikأ، roؤچnؤ› okolo 4 milionإ¯ tun inertnأ stavebnأ suti, z ؤچehoإ¾ je vأ½raznأ، ؤچأ،st, tedy zhruba 85 %, uklأ،dأ،na na deponiأch nebo sklأ،dkأ،ch a pouze 15 % je recyklovأ،no a znovu vyuإ¾ito, a to pإ™evأ،إ¾nؤ› s nأzkou pإ™idanou hodnotou jako zأ،sypovأ©, podkladnأ nebo stabilizaؤچnأ vrstvy. Tأmto zpإ¯sobem vyuإ¾itأ je vأ½raznؤ› ztأإ¾ena jejich nأ،slednأ، recyklace dأky zneؤچiإ،tؤ›nأ, napإ™. zeminou.
Na druhأ© stranؤ› se sniإ¾ujأ zأ،soby zdrojإ¯ pإ™أrodnأho kameniva z kamenolomإ¯ a povolovأ،nأ novأ© tؤ›إ¾by je ؤچأm dأ،l legislativnؤ› nأ،roؤچnؤ›jإ،أ.
Sniإ¾ujأcأ se mnoإ¾stvأ pإ™أrodnأch zdrojإ¯ kameniva na jednأ© stranؤ›, a naopak rostoucأ produkce stavebnأ a demoliؤچnأ suti na stranؤ› druhأ©, byly motivacأ a driverem k vأ½voji technologiأ pro maximأ،lnأ vyuإ¾itأ recyklovanأ©ho kameniva s co nejvyإ،إ،أ pإ™idanou hodnotou a tak, aby vأ½slednأ½ produkt byl dأ،le beze zbytku recyklovatelnأ½. Beton vyrobenأ½ z recyklovanأ©ho kameniva je prأ،vؤ› takovأ½m produktem, ideأ،lnؤ› s vyuإ¾itأm 100% nأ،hrady pإ™أrodnأho kameniva recyklovanأ½m, tedy vؤچ. drobnأ© frakce do 4 mm. A to z betonovأ©, cihelnأ© nebo smؤ›snأ© stavebnأ suti.
Nأ،hrada pإ™أrodnأho kameniva v betonu recyklovanأ½m s sebou pإ™inأ،إ،أ vأ½hody v environmentأ،lnأ i ekonomickأ© rovinؤ›. V rovinؤ› environmentأ،lnأ se jednأ، o zpracovأ،nأ mأ،lo vyuإ¾أvanأ½ch, a pإ™itom recyklovatelnأ½ch surovin, kterأ© jsou z velkأ© ؤچأ،sti uklأ،dأ،ny na sklأ،dkأ،ch a zachovأ،nأ tؤ›chto kapacit pro sklأ،dkovأ،nأ materiأ،lإ¯, kterأ© recyklovat nelze. Zأ،roveإˆ jde o أ؛sporu pإ™أrodnأch zdrojإ¯ kameniva pro aplikace, kde je pإ™أrodnأ kamenivo nenahraditelnأ©. Dalإ،أm pإ™أnosem je snأإ¾enأ zأ،tؤ›إ¾e z dopravy, protoإ¾e zdroje stavebnأ suti pochأ،zejأcأ z demolic starأ½ch objektإ¯ se vؤ›tإ،inou nachأ،zأ v urbanizovanأ½ch oblastech a tedy blأإ¾e vأ½roben betonu neإ¾ lokality lomإ¯ a pأskoven pإ™أrodnأho kameniva. V rovinؤ› ekonomickأ© se jednأ، o snأإ¾enأ materiأ،lovأ½ch nأ،kladإ¯ uإ¾ jen dأky nأ،hradؤ› drahأ©ho pإ™أrodnأho kameniva v podstatؤ› odpadem, coإ¾ mإ¯إ¾e pإ™edstavovat أ؛sporu aإ¾ v desأtkأ،ch procent.
2. Vأ½voj a princip إ™eإ،enأ
Nأ،hrada ؤچأ،sti pإ™أrodnأho kameniva v betonu, zejmأ©na hrubأ© frakce, recyklovanأ½m je vأce mأ©nؤ› standardnأ postup pouإ¾أvanأ½ jak ve svؤ›tؤ›, tak ojedinؤ›le i v ؤŒR. Nأ،إ، vأ½voj a vأ½zkum se vإ،ak zamؤ›إ™il na vأ½robu betonu ؤچistؤ› z recyklovanأ©ho kameniva (RA) vؤچ. drobnأ½ch frakcأ do 4 mm. Nؤ›kolikaletأ© laboratornأ testovأ،nأ pracovnأkإ¯ spoleؤچnosti ERC-TECH bylo korunovأ،no أ؛spؤ›chem a byla vyvinuta novأ، technologie, kterأ، byla v roce 2018 patentovأ،na v ؤŒR i mezinأ،rodnأm patentem.
Na zأ،kladؤ› tohoto إ™eإ،enأ uvedla spoleؤچnost Skanska a.s. na trh v ؤŒeskأ© republice beton ze 100% recyklovanأ©ho kameniva pod nأ،zvem Rebetong. إکeإ،enأ spoؤچأvأ، jednak ve sprأ،vnأ© pإ™أpravؤ› recyklovanأ©ho kameniva (recyklأ،tu) a hlavnؤ› v technologickأ©m postupu mأchأ،nأ tohoto betonu s vyuإ¾itأm speciأ،lnأch surovin – „nanofillerإ¯“, jehoإ¾ ؤچأ،stice posilujأ pevnostnأ strukturu kameniva a smؤ›si tak, إ¾e vأ½slednأ½ beton dosahuje podobnأ½ch mechanicko-fyzikأ،lnأch vlastnostأ jako konvenؤچnأ beton z pإ™أrodnأho kameniva v pevnostnأch tإ™أdأ،ch aإ¾ C25/30 vؤچ. vodonepropustnosti a mrazuvzdornosti. A to pإ™i stejnأ© nebo dokonce niإ¾إ،أ dأ،vce cementu dأky pouإ¾itأ nanofileru a reaktivaci pojivovأ½ch sloإ¾ek obsaإ¾enأ½ch v recyklovanأ©m kamenivu. S ohledem na pإ¯vod recyklovanأ©ho kameniva je potإ™eba poؤچأtat s tأm, إ¾e modul pruإ¾nosti je niإ¾إ،أ neإ¾ u konvenؤچnأho betonu s ؤچistأ½m pإ™أrodnأm kamenivem, coإ¾ je potإ™eba zohlednit pإ™i nأ،vrhu betonovأ½ch a إ¾elezobetonovأ½ch konstrukcأ z betonu z recyklovanأ©ho kameniva. Pإ™esto je oblast pouإ¾itأ velmi إ،irokأ، a pokud vezmeme v أ؛vahu potenciأ،lnأ vyuإ¾itأ veإ،kerأ© stavebnأ suti do betonu, pإ™edstavovalo by to maximأ،lnؤ› 20 % veإ،kerأ© vأ½roby betonu. Pouإ¾itأ© pإ™أmؤ›si zajiإ،إ¥ujأ trvanlivost takto vyrobenأ½ch betonovأ½ch vأ½robkإ¯, umoإ¾إˆujأ jejich opakovanou recyklaci a zcela tأm eliminujأ budoucأ ekologickأ© zatأإ¾enأ a naplإˆujأ tak nejpإ™أsnؤ›jإ،أ pohledy na cirkulأ،rnأ ekonomiku ve stavebnictvأ.
3. Vأ½voj z laboratoإ™e po prإ¯myslovou vأ½robu
Uإ¾itnأ© parametry betonu ze 100% recyklovanأ©ho kameniva jsou vأ½sledkem dlouhodobأ©ho vأ½voje spoleؤچnosti ERC-TECH, na kterou navأ،zala na zaؤچأ،tku roku 2019 spoluprأ،ce spoleؤچnostأ Skanska, kterأ، je jednak jednأm z nejvؤ›tإ،أch vأ½robcإ¯ betonu a zأ،roveإˆ pإ™ednأ stavebnأ a developerskou spoleؤچnostأ a mأ، إ،etrnأ© stavؤ›nأ jako jednu z hlavnأch korporأ،tnأch hodnot. Prvnأ laboratornأ testy v laboratoإ™أch Skanska ukأ،zaly pإ™ekvapivؤ› dobrأ© vأ½sledky betonu ze 100% betonovأ©ho, cihelnأ©ho nebo smؤ›snأ©ho recyklأ،tu. Potvrdil se tak vysokأ½ potenciأ،l betonu z RA pro komerؤچnأ vyuإ¾itأ, a to pإ™evedإ،أm na vlastnأch developerskأ½ch projektech Skanska. Proto byly neprodlenؤ› zahأ،jeny provoznأ testy pإ™أmo na pilotnأ betonأ،rnؤ› v Olomouci opؤ›t s velmi dobrأ½mi vأ½sledky. Spoleؤچnأ½ vأ½voj pإ™inesl mimo jinأ© dalإ،أ optimalizaci vأ½robnأch postupإ¯, ovؤ›إ™enأ vyrobitelnosti v podmأnkأ،ch prإ¯myslovأ© vأ½roby na betonأ،rnؤ› a ovؤ›إ™enأ technologickأ½ch a reologickأ½ch vlastnostأ betonu z RA pإ™i vأ½robؤ›, dopravؤ› a zpracovأ،nأ. Na zأ،kladؤ› tؤ›chto dobrأ½ch zkuإ،enostأ pإ™istoupila Skanska Transbeton s.r.o. k certifikaci vأ½roby betonu ze 100% RA a od zأ،إ™أ 2019 vyrأ،bأ certifikovanأ½ transportnأ beton s obchodnأ znaؤچkou Rebetong v pevnostnأch tإ™أdأ،ch do C 25/30, stupnؤ› vlivu prostإ™edأ do XC2, a prefabrikovanأ© stؤ›novأ© dأlce pod obchodnأ znaؤچkou Reblok. Zamؤ›إ™uje se na vأ½robu betonu ze 100% RA z cihelnأ© stavebnأ suti (vؤچ. drobnأ© frakce do 4 mm), kterأ© je na trhu pإ™ebytek a jejأإ¾ vyuإ¾itأ mأ، tudأإ¾ vؤ›tإ،أ ekonomickأ½ i ekologickأ½ efekt. Na Obr. 1 a Obr. 2 je pإ™أklad vstupnأ suroviny z cihelnأ©ho RA a ukأ،zky z vأ½roby na betonأ،rnؤ› v Olomouci.

Obr. 1 Vstupnأ surovina – cihelnأ½ recyklأ،t frakce 0/22 mm


4. Laboratornأ zkouإ،ky a jejich vأ½sledky
V rأ،mci vأ½zkumu a vأ½voje byly provedeny laboratornأ zkouإ،ky na ؤچerstvأ©m i ztvrdlأ©m betonu. Standardnؤ› jsou provأ،dؤ›ny zkouإ،ky konzistence, obsahu vzduchu v ؤچerstvأ©m betonu, pevnosti betonu v tlaku, objemovأ© hmotnosti ؤچerstvأ©ho i ztvrdlأ©ho betonu.
Tab. 1 Vأ½sledky laboratornأch testإ¯ spoleؤچnosti ERC-TECH
| ؤŒ. vzorku | Typ recyklأ،tu | Konzistence | Pevnostnأ tإ™أda | Pevnost v tlaku [MPa]/stأ،إ™أ [dny] | ||
|---|---|---|---|---|---|---|
| 7 | 14 | 28 | ||||
| 1 | concrete | S4 | C25/30 | 18,8 | 28,4 | 35,0 |
| 2 | bricks | S4 | C25/30 | 19,8 | 27,8 | 35,3 |
| 3 | mix | S4 | C25/30 | 22,5 | 31,0 | 38,0 |
| ؤŒ. vzorku | Objemovأ، hmotnost | Pevnost v tahu ohybem | Pevnost v pإ™أؤچnأ©m tahu | Nasأ،kavost | Statickأ½ modul pruإ¾nosti | Hloubka prإ¯saku |
|---|---|---|---|---|---|---|
| kg/m3 | MPa | MPa | % | GPa | mm | |
| 1 | 2 150 | 4,7 | 2,8 | 3,5 | 18,6 | 22 |
| 2 | 1 920 | 3,7 | 2,4 | 3,2 | 12,9 | 16 |
| 3 | 2 100 | 4,4 | 2,5 | 4,4 | 14,8 | 18 |
Tab. 2 Vأ½sledky laboratornأch testإ¯ spoleؤچnosti Skanska
| Pevnostnأ tإ™أda | Typ recyklأ،tu | Konzistence | Pevnost v tlaku [MPa]/stأ،إ™أ [dny] | Objemovأ، hmotnost [kg/m3] | Koefecient mrazuvzdornosti | |||
|---|---|---|---|---|---|---|---|---|
| 2 | 7 | 28 | 92 | |||||
| C25/30 | betonovأ½ | S3 | 11,5 | 27,2 | 41,1 | 45,0 | 2 115 | – |
| C25/30 | betonovأ½ | S4 | 10,6 | 25,9 | 40,0 | 42,0 | 2 132 | 1,00 |
| C25/30 | cihelnأ½ | S4 | 12,2 | 29,7 | 44,2 | 48,5 | 1 913 | 0,98 |
| C25/30 | cihelnأ½ | S4 | 13,5 | 29,3 | 44,7 | 48,8 | 1 928 | – |
| C25/30 | smؤ›snأ½ | S4 | 14,4 | 32,7 | 46,5 | 51,7 | 2 043 | 0,99 |
| C25/30 | smؤ›snأ½ | S4 | 13,3 | 30,4 | 44,4 | 49,8 | 2 027 | – |
Na vybranأ½ch vzorcأch pak pevnosti betonu v tahu ohybem i pإ™أؤچnأ©m tahu, mrazuvzdornosti, statickأ©ho modulu pruإ¾nosti, nasأ،kavosti, objemovأ½ch zmؤ›n betonu a hloubky prإ¯saku tlakovou vodou. Vأ½sledky laboratornأch i provoznأch zkouإ،ek ukazujأ dobrأ© uإ¾itnأ© vlastnostأ betonu se 100% recyklovanأ©ho kameniva. V Tab. 1 jsou vأ½sledky zkouإ،ek v laboratoإ™i ERC-TECH a v Tab. 2 jsou vأ½sledky zkouإ،ek v laboratoإ™i Skanska provأ،dؤ›nأ© zaؤچأ،tkem roku 2019.
5. Provoznأ zkouإ،ky
Po أ؛spؤ›إ،nأ½ch laboratornأch zkouإ،kأ،ch bylo pإ™istoupeno k provoznأm testإ¯m na mأchacأm zaإ™أzenأ BHS DKXS o objemu 1,67 m3 k ovؤ›إ™enأ realizovatelnosti celأ©ho technologickأ©ho postupu pإ™أmo v provozu betonأ،rny. V rأ،mci prvnأch provoznأch testإ¯ byly ovؤ›إ™eny receptury pro pevnostnأ tإ™أdy C20/25 a C25/30 na bأ،zi 100% cihelnأ©ho recyklأ،tu. Vأ½sledky testإ¯ jsou zobrazeny v Tab. 3. Bؤ›hem provoznأch testإ¯ byla rovnؤ›إ¾ odzkouإ،ena vأ½roba betonovأ½ch stؤ›novأ½ch blokإ¯ – viz Obr. 2.
Tab. 3 Vأ½sledky provoznأch zkouإ،ek na betonأ،rnؤ›
| Pevnostnأ tإ™أda | Typ recyklأ،tu | Konzistence | Poؤچet vzorkإ¯ | Pevnost v tlaku [MPa] | Objemovأ، hmotnost [kg/m3] | Hloubka prإ¯saku [mm] | |
|---|---|---|---|---|---|---|---|
| 7 | 28 | ||||||
| C 20/25 | cihelnأ½ | S4 | 20 | 22 | 32,4 | 1 990 | 19 (6 vzorkإ¯) |
| C 25/30 | cihelnأ½ | S4 | 6 | 25,6 | 36,9 | 1 990 | 18 (4 vzorky) |
Bؤ›hem provoznأch zkouإ،ek byla ovؤ›إ™ena zpracovatelnost betonu na bأ،zi recyklovanأ©ho kameniva, jeho chovأ،nأ, transportovatelnost a moإ¾nosti uklأ،dأ،nأ. Bylo zjiإ،tؤ›no, إ¾e chovأ،nأ recyklovanأ©ho ؤچerstvأ©ho betonu je podobnأ© konvenؤچnأmu betonu na bأ،zi pإ™أrodnأch kameniv.
V rأ،mci provoznأho testovأ،nأ bylo dأ،le provedeno stanovenأ konzistence v ؤچase na betonu z cihelnأ©ho recyklأ،tu, aby byla ovؤ›إ™ena zpracovatelnost a transportovatelnost recyklovanأ©ho betonu s pouإ¾itأm speciأ،lnأch pإ™أsad. Vأ½sledky jsou zobrazeny v Tab. 4.
Tab. 4 Stanovenأ konzistence v ؤچase na betonu z cihelnأ©ho recyklأ،tu
| Pevnostnأ tإ™أda | Typ recyklأ،tu | ؤŒas [min] | Obsah vzduchu [%] | Sednutأ kuإ¾ele [mm] | Teplota betonu[آ°C] |
|---|---|---|---|---|---|
| C25/30 | cihelnأ½ | 0 | 4,4 | 210 | 23,3 |
| 30 | 4,2 | 210 | 23,0 | ||
| 60 | 4,0 | 160 | 22,5 |
Vzhledem k vyإ،إ،أ fluktuaci nasأ،kavosti recyklأ،tu, speciأ،lnؤ› cihelnأ©ho, je potإ™eba vؤ›novat pozornost dobؤ› zpracovatelnosti ؤچerstvأ©ho betonu a pouإ¾أt speciأ،lnأ pإ™أsady, aby byla zajiإ،tؤ›na dobrأ، zpracovatelnost po dobu min. 90 min.
Jednأm z faktorإ¯ أ؛spؤ›chu je kvalitnأ vأ½roba recyklovanأ©ho kameniva ze stavebnأ suti. Trvalo nؤ›jakأ½ ؤچas, neإ¾ byl nastaven optimأ،lnأ vأ½robnأ proces, vybrأ،na nejvhodnؤ›jإ،أ zaإ™أzenأ a nastavenأ kaإ¾dأ©ho stroje ve vأ½robnأm إ™etؤ›zci. Vأ½voj betonu ze 100% RA byl zahأ،jen pouإ¾itأm dvou frakcأ RA, 0–8 a 8–16 mm. Po nؤ›kolika krocأch optimalizace produkce RA byla vyrobena monofrakce 0–22 mm s podobnou granulometriأ. To byl dإ¯leإ¾itأ½ krok pro efektivnأ vأ½robu v betonأ،rnأ،ch, protoإ¾e jim obvykle chybأ skladovacأ prostor pro vأce frakcأ kameniva. Dإ¯leإ¾itأ½ je takأ© zdroj SDS, nejlepإ،أm moإ¾nأ½m zpإ¯sobem je إ™أdit celأ½ proces poؤچأnaje selektivnأ demolicأ a vytvoإ™enأ velkأ©ho أ؛loإ¾iإ،tؤ› recyklovanأ©ho kameniva s podobnأ½mi vlastnostmi. Vyrobenأ© recyklovanأ© kamenivo je testovأ،no podle ؤŒSN EN 12620+A1 a dأ،le je poإ¾adovأ،na pإ™edepsanأ، kإ™ivka zrnitosti. Skladovأ،nأ recyklovanأ©ho kameniva je podobnأ© jako u pإ™أrodnأho.
6. Certifikace a uvedenأ na trh
Po أ؛spؤ›إ،nأ©m provoznأm testovأ،nأ bylo pإ™istoupeno k certifikaci systأ©mu إ™أzenأ vأ½roby (SإکV) betonu z recyklأ،tu podle podnikovأ© normy ؤچ. TN TRB 03/2019 a po skonؤچenأ certifikaؤچnأho procesu bylo v zأ،إ™أ 2019 vydأ،no stavebnؤ› technickأ© osvؤ›dؤچenأ (STO) ؤچ. 060-049062. Vأ½sledky poؤچأ،teؤچnأch zkouإ،ek typu jsou uvedeny v Tab. 5.
Tab. 5 Vlastnosti testovanأ© v rأ،mci certifikace SإکV
| Beton ze 100% recyklأ،tu | C 25/30 cihelnأ½ recyklأ،t | C 25/30 betonovأ½ recyklأ،t | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Stأ،إ™أ vzorkإ¯ | dny | 7 | 14 | 28 | 56 | 7 | 14 | 28 | 56 |
| Pevnost v tlaku | Mpa | 24,1 | 31,8 | 37,8 | 41 | 19,7 | 22,8 | 35,1 | 37,5 |
| Objemovأ، hmotnost kg/m3 | kg/m3 | 2020 | 2110 | ||||||
| Pevnost v tahu ohybem | Mpa | 4,3 | 3,9 | ||||||
| Pevnost v pإ™أؤچnأ©m tahu | Mpa | 2,7 | 2,4 | ||||||
| Marzuvzdornosti | (100 c) | 0,92 | 0,99 | ||||||
| Nasأ،kavost | % | 4,1 | 3,9 | ||||||
| Modul pruإ¾nosti v tlaku | Gpa | 17,6 | 20,9 | ||||||
| Hloubka prإ¯saku | mm | 16 | 21 | ||||||
| Objemovأ© zmؤ›ny | ‰ | 0,428 | 0,697 | 0,977 | 1,188 | 0,558 | 0,854 | 1,119 | 1,307 |
V roce 2020 pak nأ،sledovala certifikace dalإ،أch betonأ،ren spoleؤچnosti Skanska Transbeton, s.r.o. pro vأ½robu betonu z recyklأ،tu v Praze-Uhإ™inؤ›vsi, Praze-إکeporyjأch a ve Veltrusech a v Brnؤ›. V souؤچasnأ© dobؤ› probأhأ، certifikace betonأ،rny v Ostravؤ›.
7. Dalإ،أ doplإˆkovأ© zkouإ،ky
Kromؤ› zأ،kladnأch zkouإ،ek jsou provأ،dؤ›ny a pإ™ipravovأ،ny dalإ،أ nadstandardnأ zkouإ،ky betonu z recyklأ،tu, kterأ© majأ za cأl rozptأ½lit obavy investorإ¯ a projektantإ¯ a odstranit tak bariأ©ry pro jeho إ،irإ،أ vyuإ¾itأ. Pإ™أkladem je napإ™. zkouإ،ka soudrإ¾nosti s betonأ،إ™skou vأ½ztuإ¾أ dle ؤŒSN 73 1328 pro beton C 25/30 z cihelnأ©ho recyklأ،tu s prإ¯mؤ›rnأ½m vأ½sledkem 5,2 MPa ve srovnأ،nأ s betonem s pإ™أrodnأm kamenivem C 25/30 se soudrإ¾nostأ 5,4 MPa. Fotografie ze zkouإ،ky jsou na Obr. 3.


Obr. 3 Zkouإ،ka soudrإ¾nosti s betonأ،إ™skou vأ½ztuإ¾أ
Dalإ،أ zkoumanou vlastnostأ bylo zjiإ،tؤ›nأ a porovnأ،nأ objemovأ½ch zmؤ›n betonu z recyklovanأ©ho kameniva a betonu s pإ™أrodnأm kamenivem pevnostnأ tإ™أdy C 25/30 podle rakouskأ© normy [8], kdy mؤ›إ™enأ probأhأ، ve إ¾labu o rozmؤ›rech 100×60×1 000 mm jiإ¾ od ؤچerstvأ©ho, jeإ،tؤ› nezatvrdlأ©ho stavu betonu. Mؤ›إ™enأ probأhala do stأ،إ™أ 90 dnإ¯. Vأ½stupy tؤ›chto mؤ›إ™enأ jsou uvedenأ© na Obr. 4 pro beton s recyklovanأ½m kamenivem a Obr. 5 pro beton s pouإ¾itأm pإ™أrodnأho kameniva.
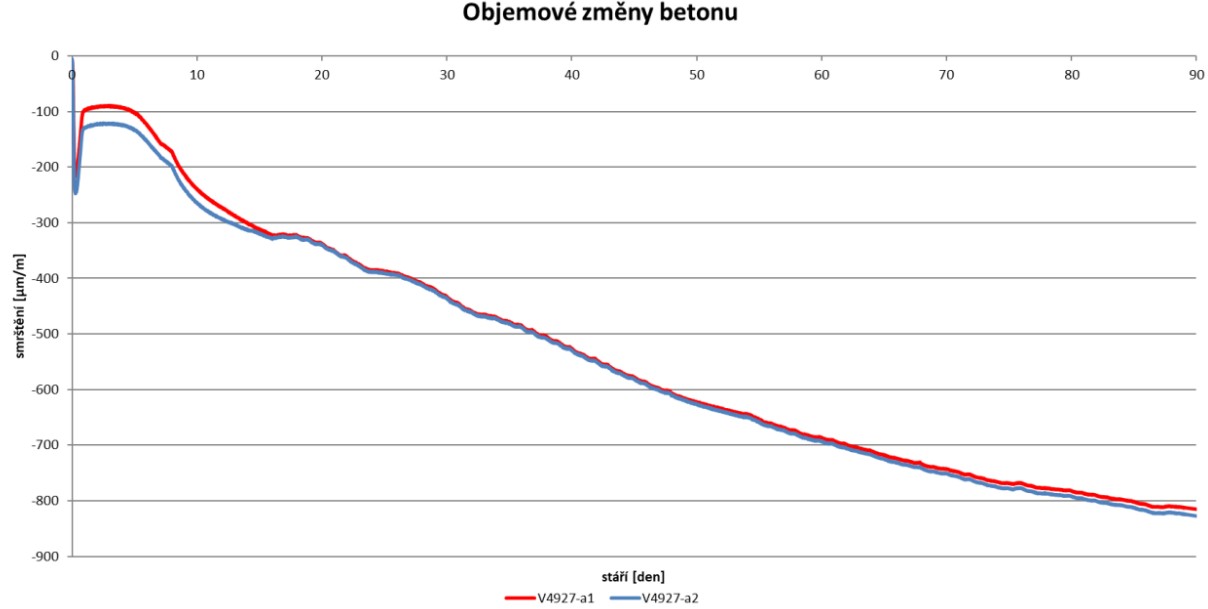
Obr. 4 Beton s recyklovanأ½m kamenivem
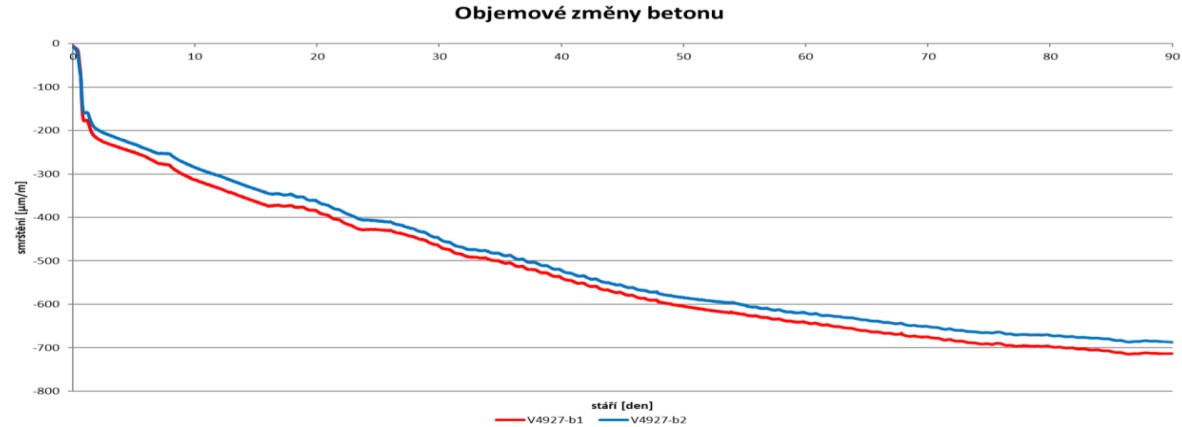
Obr. 5 Beton s pإ™أrodnأm kamenivem
8. Pilotnأ projekty, pإ™أklady pouإ¾itأ
Beton vyrobenأ½ ze 100% RA mأ، uإ¾itnأ© vlastnosti obdobnأ© jako konvenؤچnأ beton vyrobenأ½ z pإ™أrodnأch kameniv. Proto je moإ¾nأ© jej pouإ¾أt pro bؤ›إ¾nأ© stavebnأ betonovأ© a إ¾elezobetonovأ© konstrukce. Pإ™i nأ،vrhu vodorovnأ½ch nosnأ½ch konstrukcأ je potإ™eba brأ،t v أ؛vahu niإ¾إ،أ modul pruإ¾nosti (viz kap. 4.)
Velmi rychle se projevil zأ،jem o prefabrikovanأ© stؤ›novأ© dأlce, kterأ½ch jiإ¾ bylo vyrobeno tأ©mؤ›إ™ tisأc kusإ¯. Jako prezentace prvnأ pilotnأ vأ½roby byly tyto prefabrikأ،ty pouإ¾ity pro stavbu parkourovأ©ho hإ™iإ،tؤ› na „Cukrkandlu“ v Praze-Modإ™anech, viz Obr. 6.
Prvnأ pilotnأ projekt ve formؤ› transportnأho betonu ze 100% cihelnأ©ho recyklأ،tu byl realizovأ،n v Olomouci na stavbؤ› Novأ، Envelopa, kde byla zahأ،jena betonأ،إ¾ podkladnأch betonإ¯ v objemu 350 m3. Dosavadnأ zkuإ،enosti s dopravou, ؤچerpأ،nأm a zpracovأ،nأm tohoto materiأ،lu jsou dobrأ©, fotografie z realizace jsou na Obr. 7.

Obr. 6 Prvnأ pilotnأ projekt z Rebetongu ve formؤ› prefabrikovanأ½ch stؤ›novأ½ch dأlcإ¯ ReBlok – parkourovأ© hإ™iإ،tؤ› v Praze, Modإ™anech

Obr. 7 Prvnأ pilotnأ projekt Rebetongu ve formؤ› transportnأho betonu – Novأ، Envelopa v Olomouci
Dalإ،أm pilotnأm projektem je developerskأ½ rezidenؤچnأ projekt Skanska ؤŒertإ¯v vrإ،ek v Praze – viz Obr. 8. Rebetong se zde pouإ¾أvأ، nejen pro podkladnأ betony, ale takأ© pro إ¾elezobetonovأ© nosnأ© stؤ›ny – viz Obr. 9. Dalإ،أ realizacأ je rezidenؤچnأ ؤچtvrإ¥ Emila Kolbena v Praze – viz Obr. 10. V souؤچasnأ© dobؤ› se pإ™ipravujأ budoucأ pilotnأ projekty aplikace monolitickأ©ho Rebetongu.

Obr. 8 Rezidenؤچnأ projekt ؤچertإ¯v Vrإ،ek v Praze

Obr. 9 Prvnأ إ¾elezobetonovأ، stؤ›na z Rebetongu na projektu ؤŒertإ¯v Vrإ،ek v Praze


Obr. 10 إ½elezobetonovأ© stؤ›ny bytovأ©ho komplexu Emila Kolbena v Praze
9. Technickأ، legislativa
V souؤچasnأ© dobؤ› jsou nejen v rأ،mci ؤŒR, ale celأ© EU znaؤچnأ© bariأ©ry v technickأ½ch pإ™edpisech, kterأ© vأ½znamnؤ› omezujأ pouإ¾itأ recyklovanأ½ch kameniv v betonu. Evropskأ، norma pro beton EN 206+A1 doporuؤچuje pouإ¾itأ hrubأ©ho recyklovanأ©ho kameniva do betonu pouze do vأ½إ،e max. 50 % pro typ A a B, a to pouze pro stupeإˆ vlivu prostإ™edأ X0. ؤŒeskأ، nأ،rodnأ norma ؤŒSN P 73 2404 toto doporuؤچenأ pإ™evzala jako limit. Pro podporu إ،irإ،أho vyuإ¾itأ RA do betonu a tأm zlepإ،enأ hospodaإ™enأ s druhotnأ½mi surovinami ve stavebnictvأ je nezbytnأ© zmؤ›nit tento konzervativnأ pإ™أstup a zamؤ›إ™it se na vأ½slednأ© vlastnosti betonu z recyklovanأ©ho kameniva bez omezenأ jeho obsahu. V ؤŒR tento proces dأky vأ½raznأ© podpoإ™e Mإ½P, MPO a ؤŒAS zapoؤچal v zأ،إ™أ 2019 a cأlem je vytvoإ™enأ pإ™edpisu, kterأ½ by tento pإ™أstup umoإ¾إˆoval.
Situace se zaؤچأnأ، pomalu ale pإ™ece mؤ›nit, jak si veإ™ejnأ zadavatelأ© ؤچأm dأ،l vأc uvؤ›domujأ dإ¯leإ¾itost إ،etrnأ©ho stavؤ›nأ a cirkulأ،rnأ ekonomiky, a naopak pإ™ichأ،zأ s poإ¾adavky ve svأ½ch projektech na stavebnأ vأ½robky z druhotnأ½ch, recyklovanأ½ch surovin. Pإ™esto je zmؤ›na stأ،vajأcأch technickأ½ch pإ™edpisإ¯ nezbytnأ،.
10. Zأ،vؤ›r
Zjiإ،tؤ›nأ© parametry bؤ›hem laboratornأch i provoznأch zkouإ،ek ukazujأ velkأ½ potenciأ،l betonu ze 100% recyklovanأ©ho kameniva, jelikoإ¾ jeho uإ¾itnأ© vlastnosti jsou srovnatelnأ© s konvenؤچnأmi betony a mأ، svأ© uplatnؤ›nأ v إ™adؤ› stavebnأch konstrukcأch. Patentovanأ© إ™eإ،enأ je plnؤ› v souladu s principy cirkulأ،rnأ ekonomiky, kdy lze velkou ؤچأ،st inertnأ stavebnأ suإ¥i promؤ›nit zpؤ›t na stavebnأ materiأ،l s vأ½bornأ½mi vlastnostmi, kterأ½ je navأc plnؤ› recyklovatelnأ½ a dأ،le zpracovatelnأ½ stejnأ½m technologickأ½m postupem. Vzhledem k stأ،le se sniإ¾ujأcأ zأ،sobؤ› pإ™أrodnأch zdrojإ¯ kameniv je vyuإ¾أvأ،nأ alternativnأch zdrojإ¯ ekonomicky i environmentأ،lnؤ› vأ½hodnأ©.
Dأky snأإ¾enأ dopravnأ vzdأ،lenosti recyklovanأ©ho kameniva, kterأ© se nachأ،zأ spأإ،e v urbanizovanأ½ch oblastech, proti pإ™أrodnأmu kamenivu dovأ،إ¾enأ©ho vؤ›tإ،inou z vؤ›tإ،أch vzdأ،lenostأ, je niإ¾إ،أ uhlأkovأ، stopa, kterou lze dأ،le snأإ¾it optimalizacأ skladby receptury pouإ¾itأm niإ¾إ،أ dأ،vky cementu. Celkovؤ› je moإ¾nأ© snأإ¾it uhlأkovou stopu aإ¾ o vأce neإ¾ 10 %. Dأ،le je pouإ¾أvأ،no jinak pإ™أliإ، nevyuإ¾أvanأ© stavebnأ a demoliؤچnأ suti na mأsto pإ™أrodnأho kameniva.
Literatura
- ؤŒermأ،k, J.; Fiala, J.; Polأ،k, F. Comparsion of utility properties of concrete with different types of recycled aggregates. Brno University of Technology, 2020. ISBN 978-80-214-5894-9
- Slأ،nskأ½, B.; Zelinka, P.; ؤŒermأ،k, J. Beton z recyklovanأ©ho kameniva. Hradec Krأ،lovأ©: ؤŒBS, 2020. ISBN 978-80-907611-3-1
- ؤŒSN EN 206+A1. Beton – Specifikace, vlastnosti, vأ½roba a shoda, ؤŒR 2018.
- ؤŒSN EN 12620 + A1. Kamenivo do betonu, ؤŒR, 2008.
- ؤŒSN P 73 2404. Beton – Specifikace, vlastnosti, vأ½roba a shoda – Doplإˆujأcأ informace, ؤŒR 2016.
- ؤŒSN 73 1328. Stanovenأ soudrإ¾nosti oceli s betonem, ؤŒSSR 1971.
- أ–NORM B 3329. Grout – Requirements and test methods. The Austrian Standard: Austria, 2009