Spojovat trubky lisovĂĄnĂm? DĂl 3. – Spoje vytvoĹenĂŠ axiĂĄlnĂm lisovĂĄnĂm. Vlastnosti lisovanĂ˝ch spojĹŻ

Obr. PĹĂklad axiĂĄlnĂho lisovanĂ spoje (Zdroj: Rehau)
Vedle spojĹŻ vytvoĹenĂ˝ch radiĂĄlnĂm lisovĂĄnĂm se uplatĹujĂ i spoje vytvoĹenĂŠ axiĂĄlnĂm lisovĂĄnĂm. Ve struÄnĂŠm pĹehledu je uveden postup tvorby spoje, nĂĄĹadĂ, lisovacĂ hlavy. A takĂŠ Ĺživotnost lisovanĂ˝ch spojĹŻ, nĂĄroky na montĂĄĹž a ĂşdrĹžba lisĹŻ.
- Spojovat trubky lisovĂĄnĂm? DĂl 1. – MateriĂĄly, tÄsnÄnĂ, zpĹŻsoby lisovĂĄnĂ
- Spojovat trubky lisovĂĄnĂm? DĂl 2. – Spoje vytvoĹenĂŠ radiĂĄlnĂm lisovĂĄnĂm
- Spojovat trubky lisovĂĄnĂm? DĂl 4.– TlakovĂĄ zkouĹĄka, vĂ˝hody a nevĂ˝hody lisovanĂ˝ch spojĹŻ, pĹedpisy
Postup pĹi vytvĂĄĹenĂ lisovanĂŠho spoje axiĂĄlnĂm lisovĂĄnĂm
JednĂĄ se opÄt o vytvoĹenĂ nerozebĂratelnĂŠho spoje za pomocĂ lisovacĂho nĂĄĹadĂ. Postup je podobnĂ˝ jako pĹi vytvĂĄĹenĂ lisovanĂŠho spoje radiĂĄlnĂm lisovĂĄnĂm, tvarovky nejsou opatĹeny drĂĄĹžkou pro tÄsnicĂ krouĹžek. PodrobnĂ˝ nĂĄvod pro sprĂĄvnĂŠ lisovĂĄnĂ pĹiklĂĄdajĂ vĂ˝robci nĂĄĹadĂ ke svĂ˝m vĂ˝robkĹŻm. Je pĹitom tĹeba dodrĹžovat takĂŠ vĹĄechna naĹĂzenĂ a doporuÄenĂ pĹĂsluĹĄnĂ˝ch pĹedpisĹŻ a vĂ˝robcĹŻ tvarovĂ˝ch kusĹŻ urÄenĂ˝ch pro lisovĂĄnĂ a lisovacĂho nĂĄĹadĂ.
LisovacĂ nĂĄĹadĂ pro axiĂĄlnĂ lisovĂĄnĂ
Pro axiĂĄlnĂ lisovĂĄnĂ se pouĹžĂvajĂ ruÄnĂ lisy nebo aku lisy. RuÄnĂmi lisy se spojujĂ trubky do DN 32, pro vÄtĹĄĂ prĹŻmÄry a zvýťenĂ produktivity prĂĄce je vhodnÄjĹĄĂ akumulaÄnĂ nĂĄĹadĂ.

Obr. RuÄnĂ lis pro axiĂĄlnĂ lisovĂĄnĂ (Zdroj: Rems)

 Obr. Aku lisy pro axiålnà lisovånà trubek svislých a leŞatých (Zdroj: Rems)
Obr. Aku lisy pro axiĂĄlnĂ lisovĂĄnĂ trubek svislĂ˝ch a leĹžatĂ˝ch (Zdroj: Rems)LisovacĂ hlavy pro axiĂĄlnĂ lisovĂĄnĂ
PodobnÄ jako pro radiĂĄlnĂ lisovĂĄnĂ, tak i pro axiĂĄlnĂ lisovĂĄnĂ se vyrĂĄbĂ velkĂŠ mnoĹžstvĂ lisovacĂch hlav a dalĹĄĂch potĹebnĂ˝ch doplĹkĹŻ. VelkĂ˝ sortiment tÄchto hlav a doplĹkĹŻ umoĹžĹuje vytvĂĄĹenĂ lisovanĂ˝ch spojĹŻ pro ĹĄirokĂ˝ rozsah dimenzĂ potrubĂ bÄĹžnÄ instalovanĂŠho v budovĂĄch.
SpoleÄnÄ o radiĂĄlnÄ nebo axiĂĄlnÄ vytvoĹenĂ˝ch spojĂch
LisovanÊ spoje plastových trubek
Äasto se instalujĂ potrubnĂ rozvody ze zesĂĹĽovanĂ˝ch trubek (PEX) nebo vĂcevrstvĂ˝ch trubek (napĹ. PEX/Al/PEX trubky). Pro spojovĂĄnĂ potrubnĂho systĂŠmu mohou bĂ˝t pouĹžity pouze tvarovky poskytnutĂŠ nebo specifikovanĂŠ vĂ˝robcem. Postup lisovĂĄnĂ je podobnĂ˝ jako u trubek kovovĂ˝ch. ProvĂĄdĂ se stlaÄenĂm plastovĂŠ trubky ke kovovĂŠ tvarovce pĹĂsluĹĄnĂ˝m lisovacĂm nĂĄstrojem, nebo doÄasnĂ˝m roztaĹženĂm trubky a jejĂm nĂĄslednĂ˝m smrĹĄtÄnĂm na kovovou tvarovku.
Ĺ˝ivotnost trubnĂch spojĹŻ
Ĺ˝ivotnost pouĹžĂvanĂ˝ch materiĂĄlĹŻ v domovnĂch rozvodech ÄinĂ pĹi bÄĹžnĂŠm pouĹžĂvĂĄnĂ vĂce neĹž 50 let. TrubnĂ spoje majĂ pĹi sprĂĄvnĂŠm provedenĂ stejnou dĂŠlku Ĺživotnosti jako trubky nebo delĹĄĂ. BÄhem doby pouĹžĂvĂĄnĂ trubnĂch rozvodĹŻ (pĹi dodrĹženĂ vĹĄech pokynĹŻ vĂ˝robcĹŻ trubek a pouĹžitĂ sprĂĄvnĂŠho tÄsnÄnĂ) dochĂĄzĂ ke „stĂĄrnutĂ“ materiĂĄlĹŻ, nikoliv vĹĄak k poĹĄkozenĂ. Proces stĂĄrnutĂ se mĹŻĹže vlivem vyĹĄĹĄĂch dĂĄvek dezinfekÄnĂch prostĹedkĹŻ do vody v potrubĂ urychlit a dokonce i zpĹŻsobit poruchu. Toto vysokĂŠ dĂĄvkovĂĄnĂ dezinfekÄnĂch prostĹedkĹŻ probĂhĂĄ pouze v pĹĂpadÄ havĂĄrie, coĹž je zĹĂdka.
MontĂĄĹžnĂ Äas
Produktivita prĂĄce je dĹŻleĹžitĂ˝m ukazatelem hospodĂĄrnosti ĹemeslnĂka. ÄĂm je kratĹĄĂ doba prĂĄce, tĂm mĹŻĹže bĂ˝t prĂĄce za urÄitou dobu vykonĂĄno vĂce a hospodaĹenĂ OSVÄ Äi firmy se mĹŻĹže vĂ˝raznÄ zlepĹĄit. ZĂĄjemcĹŻm o podrobnosti montĂĄĹžnĂch ÄasĹŻ pĹi spojovĂĄnĂ potrubĂ doporuÄuji ÄlĂĄnek: SrovnĂĄnĂ Äasu montåŞà na https://voda.tzb-info.cz [7].
ZĂĄvÄr ÄlĂĄnku ukazuje, Ĺže lisovĂĄnĂm lze uĹĄetĹit montĂĄĹžnĂ Äas nĂĄsledovnÄ:
- 78 % uĹĄetĹenĂŠho Äasu v porovnĂĄnĂ se svaĹenĂ˝mi spoji,
- 60 % uĹĄetĹenĂŠho Äasu v porovnĂĄnĂ se zĂĄvitovĂ˝mi spoji.
LisovĂĄnĂ se provĂĄdĂ rĹŻznĂ˝m nĂĄĹadĂm a i pouĹžitĂ sprĂĄvnĂŠho nĂĄĹadĂ mĂĄ vliv na dĂŠlku montĂĄĹžnĂho Äasu. NejnovÄjĹĄĂ lithium-iontovĂĄ technologie umoĹžĹuje menĹĄĂ akumulĂĄtory pĹi stejnĂŠ kapacitÄ jako starĹĄĂ typy li-ion. Tato novĂĄ technologie umoĹžĹuje lepĹĄĂ vĂ˝kon i pĹi niŞťĂch teplotĂĄch. RychlejĹĄĂ nĂĄrĹŻst sĂly lisovĂĄnĂ zkracuje dobu zalisovĂĄnĂ v zĂĄvislosti na rozmÄru trubky na 3 aĹž 4 sekundy.
MontĂĄĹžnĂ pracovnĂci
PrĂĄce s lisovacĂm nĂĄĹadĂm mohou provĂĄdÄt pouze odbornÄ zpĹŻsobilĂŠ osoby. NemusĂ to bĂ˝t vyuÄenĂ instalatĂŠĹi, ale musĂ umÄt prĂĄci dobĹe provĂĄdÄt a hlavnÄ dodrĹžovat poĹžadavky na bezpeÄnost prĂĄce a pokyny danĂŠ vĂ˝robcem lisovacĂho nĂĄĹadĂ. JednĂĄ se tedy o osoby ĹĂĄdnÄ vycviÄenĂŠ a zaĹĄkolenĂŠ napĹ. vĂ˝robcem nĂĄĹadĂ nebo ĹĄkolicĂm technikem montĂĄĹžnĂ firmy nebo osoby odbornÄ zpĹŻsobilĂŠ.
LisovĂĄnĂ plynovodĹŻ mohou podle ÄSN EN 1775 ed. 2 [2] provĂĄdÄt „Osoby se vzdÄlĂĄnĂm, praxĂ a osvÄdÄenĂm k provĂĄdÄnĂ ÄinnostĂ na plynovĂ˝ch rozvodech nebo domovnĂch plynovodech“. Osoba povÄĹenĂĄ je podle tĂŠto normy odbornÄ zpĹŻsobilĂĄ a povÄĹenĂĄ k provĂĄdÄnĂ urÄitĂ˝ch ÄinnostĂ na plynovodech. MajĂ bĂ˝t kvalifikovĂĄni podle pĹĂsluĹĄnĂ˝ch postupĹŻ danĂ˝mi nĂĄrodnĂmi kvalifikaÄnĂmi orgĂĄny.
Ĺada vÄtĹĄĂch montĂĄĹžnĂch firem mĂĄ svĂŠho zaĹĄkolovacĂho technika nebo si jej pro zauÄenĂ novĂ˝ch pracovnĂkĹŻ domluvĂ. MontĂĄĹžnĂ pracovnĂci, kteĹĂ splnĂ poĹžadavky na sprĂĄvnĂŠ a bezpeÄnĂŠ pouĹžĂvĂĄnĂ lisovacĂho zaĹĂzenĂ, obvykle dostĂĄvajĂ CertifikĂĄt, kterĂ˝ je opravĹuje k tĂŠto prĂĄci. Tento certifikĂĄt mĹŻĹže bĂ˝t ÄasovÄ omezen, o dĂŠlce jeho platnosti mĹŻĹže rozhodnout montĂĄĹžnĂ firma.
ĂdrĹžba lisovacĂho nĂĄĹadĂ provĂĄdÄnĂĄ montĂĄĹžnĂ firmou
LisovacĂ nĂĄstroje po provedenĂŠ prĂĄci si kaĹždĂ˝ vlastnĂk udrĹžuje v ĹĂĄdnĂŠm stavu zejmĂŠna ze dvou dĹŻvodĹŻ: bezpeÄnost prĂĄce a spolehlivost nĂĄĹadĂ pĹi prĂĄci. PĹestoĹže ĂşdrĹžba je jednoduchĂĄ, Äasto se provĂĄdĂ dost pozdÄ, vÄtĹĄinou aĹž nĂĄĹadĂ sprĂĄvnÄ nefunguje. StaÄĂ pĹitom jen po kaĹždĂŠ prĂĄci nĂĄĹadĂ dobĹe oÄistit a utĹĂt hadrem dosucha. K ÄiĹĄtÄnĂ se nesmĂ pouĹžĂvat benzĂn, terpentĂ˝novĂ˝ olej, Ĺedidlo nebo podobnĂŠ vĂ˝robky k ÄiĹĄtÄnĂ plastovĂ˝ch dĂlĹŻ. ÄiĹĄtÄnĂ se mĂĄ provĂĄdÄt pouze pĹĂpravky, kterĂŠ doporuÄuje vĂ˝robce danĂŠho nĂĄĹadĂ. PohyblivĂŠ dĂly (Äepy a lisovacĂ vĂĄleÄky) je tĹeba podle potĹeby naolejovat. Kontury lisovacĂch ÄelistĂ a nĂĄstavcĹŻ se ÄistĂ pomocĂ jemnĂŠ ocelovĂŠ vaty nebo ÄisticĂho rouna a ÄistĂŠ se naolejujĂ. SkladovĂĄnĂ nepouĹžĂvanĂŠho nĂĄĹadĂ mĂĄ bĂ˝t vĹždy v suchĂŠm a ÄistĂŠm prostĹedĂ.
Servis lisovacĂho nĂĄĹadĂ v servisnĂch stĹediscĂch
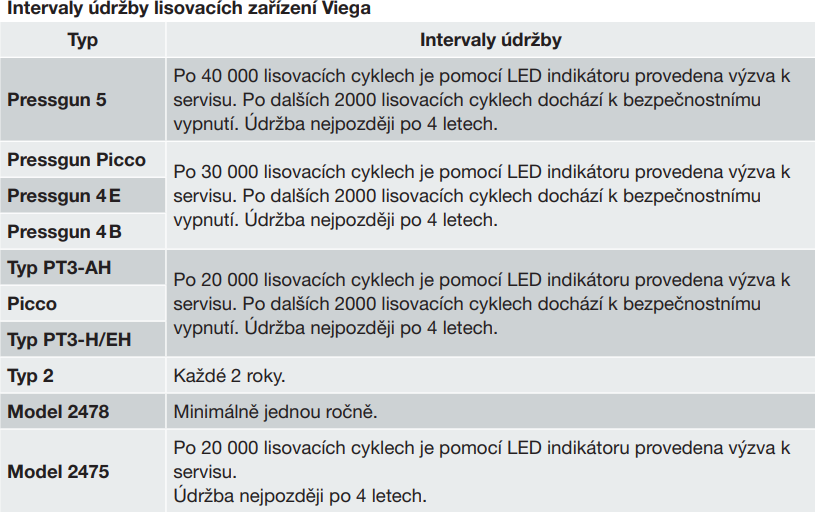
ĹĂĄdnou funkÄnost lisovacĂch prstencĹŻ a lisovacĂch ÄelistĂ je moĹžnĂŠ zajistit v servisnĂch stĹediscĂch. V nich se provĂĄdĂ celkovĂĄ kontrola vĹĄech dĂlĹŻ lisovacĂch zaĹĂzenĂ a vymÄnĂ se opotĹebovanĂŠ souÄĂĄstky, opravĂ se lisovacĂ kontury a znovu se seĹĂdĂ lisovacĂ Äelist. VĂ˝robci lisovacĂho zaĹĂzenĂ urÄujĂ intervaly ĂşdrĹžby svĂ˝ch vĂ˝robkĹŻ. Tyto termĂny uvĂĄdÄjĂ u kaĹždĂŠho druhu lisovacĂho zaĹĂzenĂ samostatnÄ. Jako pĹĂklad je uvedena tabulka firmy Viega. JinĂ vĂ˝robci zveĹejĹujĂ svĂŠ termĂny servisu podobnÄ.
Tab. 7 PĹĂklad doporuÄenĂŠ ĂşdrĹžby nĂĄĹadĂ pro lisovĂĄnĂ u vĂ˝robkĹŻ firmy Viega
Pro doplnÄnĂ je tĹeba uvĂŠst porovnĂĄnĂ akumulaÄnĂch lisovacĂch zaĹĂzenĂ s rĹŻznĂ˝mi bateriemi:
- aku lisy s lithium-iontovou technologiĂ: servis po 42 000 lisovacĂch cyklech,
- aku lisy s li-ion technologiĂ: servis po 32 000 lisovacĂch cyklech.
Firmy, kterĂŠ se starajĂ o servis a sprĂĄvnĂ˝ chod lisovacĂch zaĹĂzenĂ, majĂ na svĂ˝ch vĂ˝robcĂch nalepen ĹĄtĂtek s informacĂ o pĹĂĹĄtĂ kontrole zaĹĂzenĂ.
Obr. PĹĂklad ĹĄtĂtku s uvedenĂm data pĹĂĹĄtĂ kontroly lisovacĂho zaĹĂzenĂ (Zdroj: Viega)