Spojovat trubky lisovรกnรญm? Dรญl 2. – Spoje vytvoลenรฉ radiรกlnรญm lisovรกnรญm
")
Lisovanรฝmi spoji lze ลeลกit nejen rozvody z uลกlechtilรฉ oceli, zejmรฉna pลi poลพadavcรญch na vysokou hygienu nebo koroznรญ odolnost, ale i rozvody z trubek z uhlรญkovรฉ oceli pro vytรกpฤnรญ. (Foto: autor)
Nenรญ na ลกkodu si osvฤลพit svรฉ znalosti o radiรกlnฤ lisovanรฝch spojรญch. Postup lisovรกnรญ, nรกลadรญ, lisovacรญ ฤelisti, tvarovky.
- Spojovat trubky lisovรกnรญm? Dรญl 1. – Materiรกly, tฤsnฤnรญ, zpลฏsoby lisovรกnรญ
- Spojovat trubky lisovรกnรญm? Dรญl 3. – Spoje vytvoลenรฉ axiรกlnรญm lisovรกnรญm. Vlastnosti lisovanรฝch spojลฏ
- Spojovat trubky lisovรกnรญm? Dรญl 4.– Tlakovรก zkouลกka, vรฝhody a nevรฝhody lisovanรฝch spojลฏ, pลedpisy
Postup pลi vytvรกลenรญ lisovanรฉho spoje radiรกlnรญm lisovรกnรญm
Pลed vlastnรญ montรกลพรญ je tลeba vybrat vhodnรฉ nรกstroje pro zhotovovรกnรญ lisovanรฝch spojลฏ tak, aby odpovรญdaly urฤenรฝm tvarovkรกm, a zkontroluje se, zda jsou v ฤistรฉm a provozuschopnรฉm stavu. Spojovanรฉ tvarovky se kontrolujรญ s ohledem na vhodnost, sprรกvnรฉ nasazenรญ a sprรกvnรฝ materiรกl tฤsnicรญho krouลพku. Doporuฤenรฝ postup lisovรกnรญ:
- trubka je uลezanรก kolmo a je odhrotovanรก, konec nenรญ poลกkozenรฝ;
- v drรกลพce tvarovky je vloลพen sprรกvnรฝ nepoลกkozenรฝ tฤsnicรญ prvek;
- lisovacรญ tvarovka je nasunuta aลพ na doraz na trubku a oznaฤรญ se hloubka zasunutรญ;
- do lisovacรญho nรกstroje se nasadรญ poลพadovanรก lisovacรญ ฤelist a zasune se pลidrลพovacรญ ฤep, aลพ zapadne;
- lisovacรญ ฤelist se otevลe a nasadรญ kolmo na tvarovku;
- pลi lisovรกnรญ vฤtลกรญch prลฏmฤrลฏ se nasadรญ na tvarovku lisovacรญ nรกstavec;
- trubka se zasune podle oznaฤenรญ hloubky zasunutรญ;
- lisovacรญ ฤelist musรญ bรฝt usazenรก uprostลed na drรกลพce lisovacรญ tvarovky;
- provede se proces lisovรกnรญ;
- otevลe se a odstranรญ lisovacรญ ฤelist;
- zkontroluje se provedenรฝ spoj;
- na konci smฤny se zkontroluje a pลรญpadnฤ oฤistรญ pouลพitรฉ nรกลadรญ.
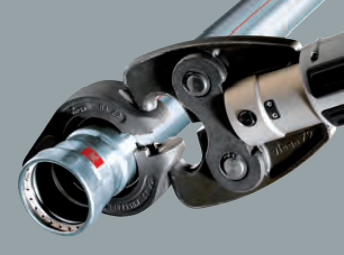
Obr. Lisovรกnรญ trubnรญho spoje za pouลพitรญ lisovacรญho nรกstavce (Zdroj: Viega)
Pro vytvoลenรญ lisovanรฉho spoje se mohou pouลพรญt jen lisovacรญ tvarovky. Pรกjecรญ a ลพรกdnรฉ jinรฉ se pouลพรญt nesmรญ. Lisovacรญ tvarovky musรญ bรฝt kompatibilnรญ s trubkami. Nejbezpeฤnฤjลกรญ volbou je, kdyลพ vลกechny komponenty vyrรกbรญ jeden vรฝrobce.
Pro zajiลกtฤnรญ bezpeฤnosti prรกce a technicky bezvadnรฉho zalisovรกnรญ je k nasazenรญ lisovacรญho zaลรญzenรญ a samotnรฉho procesu lisovรกnรญ nutnรฝ dostateฤnฤ velkรฝ prostor. Potลebnรฉ vzdรกlenosti musรญ bรฝt jak mezi trubkami soubฤลพnฤ vedenรฝmi, tak od stavebnรญch konstrukcรญ. Rozliลกuje se pลitom, zda se lisovรกnรญ provรกdรญ nรกลadรญm pro sรญลฅovรฉ pลipojenรญ 230 V nebo a akumulรกtorovรฉ lisovacรญ zaลรญzenรญ. Doporuฤenou velikost prostoru uvรกdฤjรญ vรฝrobci lisovacรญho nรกลadรญ.
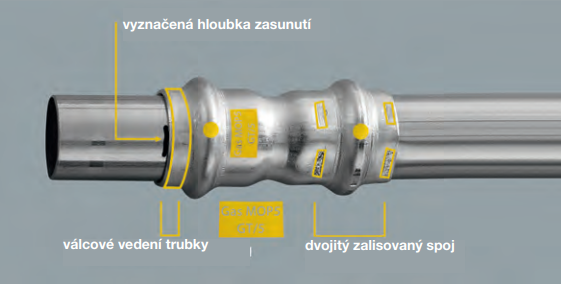
Obr. Dvojitรฝ lisovanรฝ spoj pro rozvod plynu pลi pouลพitรญ trubek z uลกlechtilรฉ oceli (Zdroj: Viega)
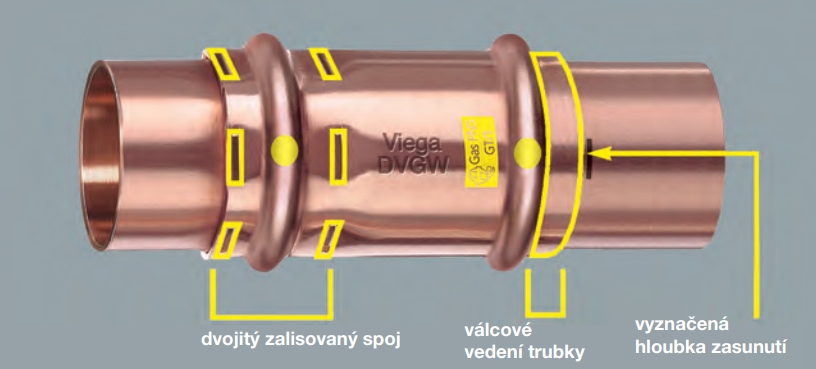
Obr. Dvojitรฝ lisovanรฝ spoj pro rozvod plynu pลi pouลพitรญ trubek z mฤdi (Zdroj: Viega)
Vฤtลกina vรฝrobcลฏ takรฉ uvรกdรญ pouลพรญvรกnรญ lisovacรญho zaลรญzenรญ pลi tzv. provoznรญ teplotฤ, coลพ je vฤtลกinou od 0 ยฐC do +40 ยฐC. Pลi teplotฤ okolnรญho vzduchu pod 0 ยฐC hydraulickรฝ olej v lisovacรญm zaลรญzenรญ zhoustne. Proto je tลeba ho zahลรกt na pokojovou teplotu pลed uvedenรญm lisovacรญho nรกstroje do provozu. Nedodrลพovรกnรญm tฤchto a dalลกรญch pokynลฏ vรฝrobce lisovacรญho zaลรญzenรญ je jeho funkฤnost negativnฤ ovlivnฤna a mลฏลพe dojรญt k poลกkozenรญ mechaniky.
U lisovรกnรญ spojลฏ plynovรฝch rozvodลฏ se mลฏลพe pouลพรญvat tzv. dvojitรฝ zalisovanรฝ spoj – viz obrรกzek.
Lisovanรฉ spoje jsou nerozebรญratelnรฉ, nemohou bรฝt rozebrรกny a znovu zalisovรกny.
Lisovacรญ nรกลadรญ pro radiรกlnรญ lisovรกnรญ
Ke spojovรกnรญ trubek lisovรกnรญm se pouลพรญvajรญ lisovacรญ kleลกtฤ ruฤnรญ, lisy akumulรกtorovรฉ nebo na napฤtรญ 230 V (sรญลฅovรฉ). Vรฝrobci nejฤastฤji doporuฤujรญ pouลพรญvรกnรญ podle prลฏmฤru spojovanรฝch trubek podle tabulky.
| Nรกลadรญ | Prลฏmฤr trubky [mm] | Vyvozenรก sรญla [kN] |
|---|---|---|
| ruฤnรญ | do 16 | do 32 |
| aku | do 40 | 22 nebo 32 |
| sรญลฅovรฉ | do 108 | 32 |



Obr. Zรกkladnรญ druhy lisovacรญho nรกลadรญ zdroje sรญly (Zdroj: Rems)
Ruฤnรญmi kleลกtฤmi lze dosรกhnout lisovacรญ sรญly aลพ 32 kN. Akumulaฤnรญ lisovacรญ nรกลadรญ je nejฤastฤji od vรฝrobce seลรญzeno na sรญlu 22 kN nebo 32 kN, z elektrickรฉ sรญtฤ napรกjenรฉ nรกลadรญ na 32 kN. Vyลกลกรญ produktivitu prรกce a menลกรญ nรกroky na fyzickou zdatnost montรกลพnรญch pracovnรญkลฏ lze dosรกhnout pouลพรญvรกnรญm elektrickรฉho lisovacรญho nรกลadรญ. V souฤasnรฉ dobฤ se stรกle vรญce pouลพรญvajรญ aku lisovacรญ kleลกtฤ. Jimi lze lisovat trubky do prลฏmฤru aลพ 40 mm, coลพ vฤtลกinou postaฤuje na prรกce v rodinnรฝch domech nebo menลกรญch objektech.
Modernรญ aku lisy zajiลกลฅujรญ, aby lisovacรญ cyklus nemohl bรฝt zastaven pลed koncem celรฉho lisovacรญho cyklu. Dรกle mohou obsahovat toto doplลujรญcรญ zaลรญzenรญ: bezpeฤnostnรญ spรญnaฤ, vypรญnacรญ signรกl, LED svรญtilnu, ukazatel stavu nabitรญ akumulรกtoru, sledovรกnรญ lisovacรญho tlaku nebo ochranu proti pลetรญลพenรญ pลรญpadnฤ i poฤet realizovanรฝch spojลฏ. Jejich malรฉ rozmฤry a hmotnost umoลพลujรญ provรกdฤnรญ pracรญ v tฤลพko pลรญstupnรฝch mรญstech. Vฤtลกina aku lisลฏ se prodรกvรก jako set se dvฤma akumulรกtorovรฝmi bateriemi a nabรญjeฤkou.
Akumulรกtorovรฉ lisy jsou nejฤastฤji vybaveny bateriemi na elektrickรฉ napฤtรญ na 14,4 V nebo 21,6 V. Kapacita akumulรกtorovรฝch bateriรญ je rลฏznรก a podle toho je moลพno provรกdฤt rลฏznรฉ mnoลพstvรญ lisovanรฝch spojลฏ na jedno nabitรญ. Pลi plnรฉm nabitรญ akumulรกtoru a optimรกlnรญm stavu nรกลadรญ je moลพnรฉ provรกdฤt mnoลพstvรญ spojลฏ podle tabulky 6.
| Kapacita akumulรกtoru [Ah] | Mnoลพstvรญ lisovanรฝch spojลฏ DN 15 |
|---|---|
| 1,5 | 120 |
| 2,5 | 200 |
| 3,0 | 300 |
| 5,0 | 400 |
| 9,0 | 720 |
Lisovacรญ ฤelisti a prstence pro radiรกlnรญ lisovรกnรญ
Pro vytvoลenรญ kvalitnรญho lisovanรฉho spoje musรญ bรฝt zvoleny sprรกvnรฉ ฤelisti nebo prstence. K lisovรกnรญ trubek do prลฏmฤru DN 25 se pouลพรญvajรญ ฤelisti. K lisovรกnรญ vฤtลกรญch prลฏmฤrลฏ slouลพรญ lisovacรญ nรกstavce.


Obr. Lisovacรญ ฤelisti (vlevo) a lisovacรญ nรกstavce (vpravo) (Zdroj: Viega)
Pro moลพnost lisovรกnรญ na ลกpatnฤ pลรญstupnรฝch mรญstech se vyrรกbฤjรญ speciรกlnรญ lisovacรญ krouลพky se dvฤma lisovacรญmi ฤelistmi. Lisovรกnรญ velkรฝch dimenzรญ je vhodnรฉ (nฤkdy i nutnรฉ) provรกdฤt speciรกlnรญmi lisovacรญmi krouลพky se tลemi lisovacรญmi segmenty, z nichลพ dva jsou vรฝklopnฤ vedenรฉ.
Rozmฤry lisovacรญch tvarovek
Prลฏmฤry musรญ bรฝt kompatibilnรญ s prลฏmฤry vyrรกbฤnรฝch trubek. Trubky a tvarovky se vyrรกbฤjรญ v prลฏmฤrech od 12 mm aลพ do 108 mm. Nejmenลกรญ tlouลกลฅka stฤny je 0,8 mm u nejmenลกรญch prลฏmฤrลฏ a nejvฤtลกรญ tlouลกลฅka je 2,5 mm u prลฏmฤru 108 mm.
Materiรกly lisovacรญch tvarovek
Pro lisovรกnรญ je moลพnรฉ pouลพรญvat tvarovky z materiรกlลฏ – uลกlechtilรก ocel, ฤervenรฝ bronz a mฤฤ.

Obr. Materiรกly lisovacรญch tvarovek; vlevo – ocel, uprostลed ฤervenรฝ bronz/uลกlechtilรก ocel, vpravo mฤฤ. (Zdroj: Viega)
Zรกkladem je nekombinovat rลฏznรฉ materiรกly trubky a tvarovky. Nicmรฉnฤ nฤkterรฉ kombinace jsou moลพnรฉ, podle konkrรฉtnรญ aplikace v souladu s doporuฤenรญm vรฝrobcลฏ.

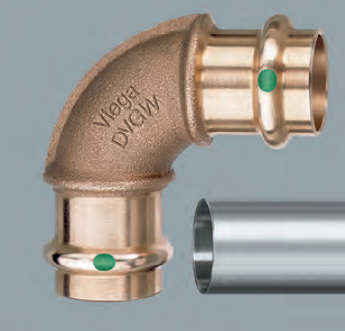
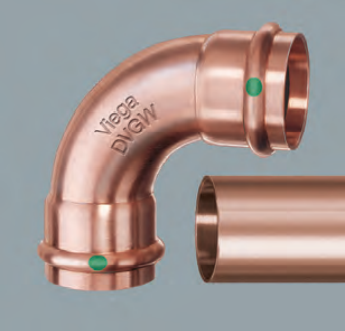
Obr. Barevnรฉ znaฤenรญ lisovacรญch tvarovek na hrdlech (Zdroj: Viega)
Barevnรฉ znaฤenรญ lisovacรญch tvarovek
Vรฝrobci lisovacรญch tvarovek je oznaฤujรญ na obou koncรญch barevnฤ podle druhu dopravovanรฉho mรฉdia. Barevnรฉ znaฤenรญ: ลพlutรก pro dopravu plynu, zelenรก pro pitnou vodu a vodu do teploty 110 ยฐC, bรญlรก pro solรกrnรญ zaลรญzenรญ s tฤsnicรญm prvkem FKM. Barevnรฉ znaฤenรญ nenรญ bohuลพel jednotnรฉ a nฤkterรฉ firmy majรญ pro dopravu stejnรฝch mรฉdiรญ znaฤenรญ jinรฝmi barvami.
Tvarovky oznaฤenรฉ ลพlutou barvou se pouลพรญvajรญ pro plyn a musรญ splลovat poลพadavky pro vysokou termickou zatรญลพitelnost (HTB pลi provoznรญm tlaku 1 bar). Kritรฉrium HTB je dรกno zรกpalnou teplotou zemnรญho plynu na vzduchu 640 ยฐC.