Spojovat trubky lisovĂĄnĂm? DĂl 4.– TlakovĂĄ zkouĆĄka, vĂœhody a nevĂœhody lisovanĂœch spojĆŻ, pĆedpisy

Obr. DĆŻleĆŸitou vlastnostĂ radiĂĄlnÄ lisovanĂ©ho spoje je pĆi nezalisovĂĄnĂ tento stav viditelnÄ signalizovat. NapĆĂklad propouĆĄtÄnĂm vody pĆi tlakovĂ© zkouĆĄce. (Zdroj: Uponor)
OvÄĆenĂ spoje tlakovou zkouĆĄkou, pĆehled vĂœhod a nevĂœhod lisovanĂœch spojĆŻ a zĂĄkladnĂ pĆedpisy tĂœkajĂcĂ se vyuĆŸitĂ lisovanĂœch spojĆŻ.
- Spojovat trubky lisovĂĄnĂm? DĂl 1. – MateriĂĄly, tÄsnÄnĂ, zpĆŻsoby lisovĂĄnĂ
- Spojovat trubky lisovĂĄnĂm? DĂl 2. – Spoje vytvoĆenĂ© radiĂĄlnĂm lisovĂĄnĂm
- Spojovat trubky lisovĂĄnĂm? DĂl 3. – Spoje vytvoĆenĂ© axiĂĄlnĂm lisovĂĄnĂm. Vlastnosti lisovanĂœch spojĆŻ
TlakovĂĄ zkouĆĄka
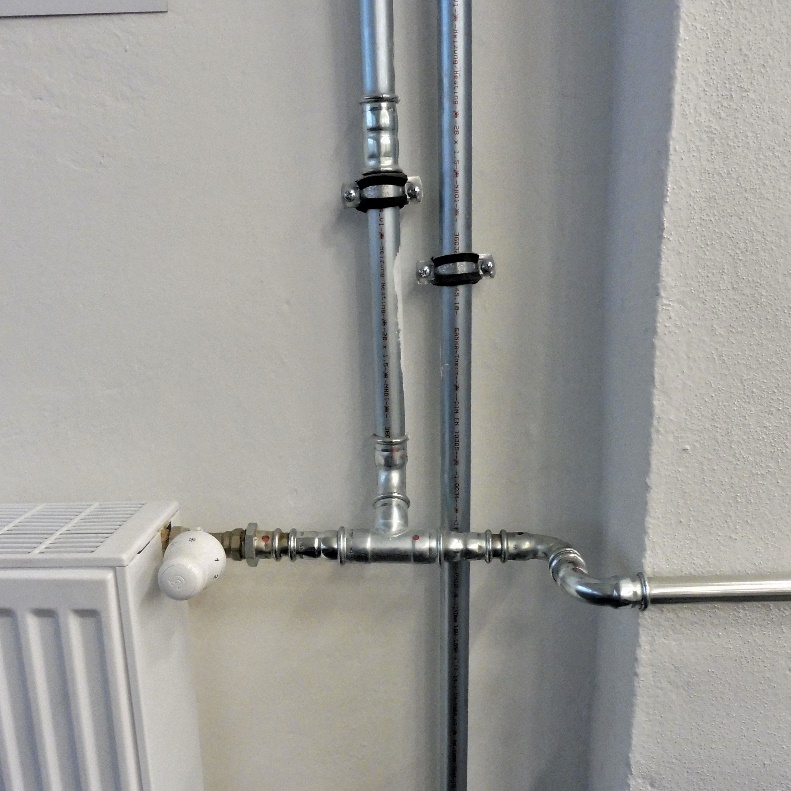
Obr. V rozvodech vytĂĄpÄnĂ umoĆŸnily lisovanĂ© spoje vyuĆŸĂt tenkostÄnnĂ© ocelovĂ© potrubĂ sniĆŸujĂcĂ materiĂĄlovou nĂĄroÄnost. (Foto: autor)
Kvalita provedenĂ©ho lisovanĂ©ho spoje se dĂĄ zjistit tlakovou zkouĆĄkou. Ta se provĂĄdĂ vĆŸdy na ukonÄenĂ©m dĂle, je vedlejĆĄĂm plnÄnĂm smlouvy o dĂlo a patĆĂ ke smluvnĂmu plnÄnĂ dodavatele zakĂĄzky. PotrubnĂ rozvod je testovĂĄn tlakem, kterĂœ odpovĂdĂĄ reakÄnĂmu tlaku bezpeÄnostnĂho ventilu. ZkouĆĄky se provĂĄdĂ vodou nebo stlaÄenĂœm vzduchem bez oleje Äi inertnĂm plynem. V souÄasnosti pĆibĂœvĂĄ zkouĆĄek tlakovĂœm vzduchem. PĆi tÄchto zkouĆĄkĂĄch se musĂ sepsat detailnĂ postupy tohoto Ășkonu a smluvnÄ dohodnout. VeĆĄkerĂ© potrubĂ rozvody musĂ bĂœt v hotovĂ©m stavu, nesmĂ vĆĄak bĂœt zakrytĂ©. TlakovĂ© zkouĆĄky musĂ bĂœt zaprotokolovĂĄny a podepsĂĄny zĂșÄastnÄnĂœmi stranami.
NejpĆĂsnÄjĆĄĂ je tlakovĂĄ zkouĆĄka pro potrubnĂ rozvod plynu. NÄkterĂ© firmy majĂ svĂ© podnikovĂ© pĆedpisy, kterĂ© majĂ jeĆĄtÄ vyĆĄĆĄĂ nĂĄroky na zkouĆĄku, neĆŸ je pĆedepsanĂĄ platnou normou.
Podle EN 1775 ed. 2 [2] „PovÄĆenĂĄ osoba se musĂ pĆed zkouĆĄkou seznĂĄmit podrobnÄ s plynovodem a musĂ si ovÄĆit sprĂĄvnost poskytnutĂœch ĂșdajĆŻ. PovÄĆenĂĄ osoba musĂ zaruÄit pĆedĂĄnĂm certifikĂĄtu nebo ovÄĆenĂm sprĂĄvnosti dokumentĆŻ, ĆŸe plynovod byl sestaven v souladu s platnĂœmi prĂĄvnĂmi pĆedpisy a podle projektu“.
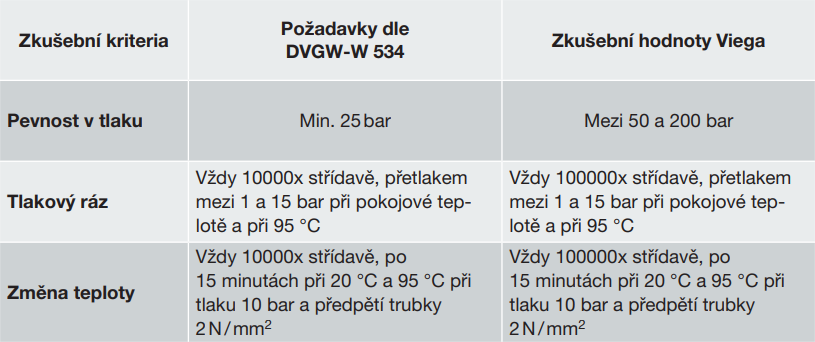
Tab. 8 VybranĂ© hodnoty pĆi zkouĆĄce plynovĂ©ho potrubĂ spojovanĂ©ho lisovĂĄnĂm, kterĂ© dodrĆŸuje firma Viega
VĂœhody lisovanĂœch spojĆŻ
- rychlost provedenĂ spoje (vyĆĄĆĄĂ produktivita prĂĄce);
- menĆĄĂ potĆeba mĂsta pro prĂĄci (vĂœhodnĂ© v ĂșzkĂœch prostorech);
- lisovĂĄnĂ nevyĆŸaduje zdroj tepla (odpadajĂ poĆŸadavky na poĆŸĂĄrnĂ ochranu);
- ĆemeslnĂk nenĂ vystaven zplodinĂĄm Äi chemikĂĄliĂm (sniĆŸuje se nebezpeÄĂ Ășrazu a ĆĄkod i nutnost zdravotnĂch opatĆenĂ);
- ÄistĆĄĂ prĂĄce (na rozdĂl od ĆezĂĄnĂ zĂĄvitĆŻ nenĂ trubku tĆeba mazat a po instalaci nenĂ nutnĂ© trubku ani jejĂ okolĂ Äistit),
- vysokĂĄ kvalita prĂĄce (kvalitnĂ lisovacĂ spojky majĂ funkci umoĆŸĆujĂcĂ spolehlivĂ© odhalenĂ neslisovanĂœch spojĆŻ pĆĂmo na mĂstÄ instalace);
- prĂĄce kvalitnĂm nĂĄĆadĂm (aku nĂĄĆadĂ mĂĄ nĂzkou hmotnost okolo 3 kg, otoÄnou hlavu o 180° nebo LED osvÄtlenĂ);
- modernĂ lisovacĂ zaĆĂzenĂ je vybaveno bezpeÄnostnĂm prvkem, kterĂœ neslisovanĂ© spoje odhalĂ pĆi tlakovĂ© zkouĆĄce.
NevĂœhody lisovanĂœch spojĆŻ
- nutnost peÄlivĂ© prĂĄce (potĆeba kontrolovat kaĆŸdĂœ pracovnĂ Ășkon);
- ĆĂĄdnĂĄ a trvalĂĄ pĂ©Äe o nĂĄĆadĂ (neustĂĄle ÄistĂ© a v dobrĂ©m stavu);
- sprĂĄvnĂœ vĂœbÄr potĆebnĂ©ho nĂĄĆadĂ (pouĆŸitĂm nevhodnĂœch ÄelistĂ mĆŻĆŸe vzniknout netÄsnost);
- vÄtĆĄĂ hmotnost velkĂ©ho lisovacĂho nĂĄĆadĂ (pĆi spojovĂĄnĂ trubek velkĂœch prĆŻmÄrĆŻ vyĆĄĆĄĂ fyzickĂĄ nĂĄmaha).
PouĆŸitĂĄ a doporuÄenĂĄ literatura
- ÄSN EN 806-4 VnitĆnĂ vodovod pro rozvod vody urÄenĂ© k lidskĂ© spotĆebÄ.
- ÄSN EN 1775 ed. 2 ZĂĄsobovĂĄnĂ plynem – Plynovody v budovĂĄch – NejvyĆĄĆĄĂ provoznĂ tlak ≤ 5 bar.
- ÄSN EN 1717 Ochrana proti zneÄiĆĄtÄnĂ pitnĂ© vody ve vnitĆnĂch vodovodech a vĆĄeobecnĂ© poĆŸadavky na zaĆĂzenĂ na ochranu proti zneÄiĆĄtÄnĂ zpÄtnĂœm prĆŻtokem.
- ÄSN EN 1057 MÄÄ a slitiny mÄdi – Trubky bezeĆĄvĂ© kruhovĂ© z mÄdi pro vodu a plyn pro sanitĂĄrnĂ instalace.
- ÄSN EN 12828+A1 TepelnĂ© soustavy v budovĂĄch – NavrhovĂĄnĂ teplovodnĂch otopnĂœch soustav.
- ÄSN EN 12502-2 Ochrana kovovĂœch materiĂĄlĆŻ proti korozi – NĂĄvod na stanovenĂ pravdÄpodobnosti koroze v soustavĂĄch pro distribuci a skladovĂĄnĂ vody – faktory ovlivĆujĂcĂ mÄÄ a slitiny mÄdi.
- https://voda.tzb-info.cz/armatury-pro-vodovod/22097-srovnani-rychlosti-ruznych-metod-spojovani-a-instalace-oceloveho-potrubi.
- EN 1254-2 MÄÄ a slitiny mÄdi – Tvarovky – ÄĂĄst 1: Tvarovky s konci pro spoje mÄdÄnĂœch trubek sevĆenĂm.
- ÄSN EN 10220 BezeĆĄvĂ© a svaĆovanĂ© ocelovĂ© trubky – RozmÄry a hmotnosti.
- ÄSN 060310 TepelnĂ© soustavy v budovĂĄch – ProjektovĂĄnĂ a montĂĄĆŸ.
- TPG G 704 01 OdbÄrnĂĄ plynovĂĄ zaĆĂzenĂ a spotĆebiÄe na plynnĂĄ paliva v budovĂĄch.