Mฤลenรญ mechanickรฝch vlastnostรญ speciรกlnรญch cementovรฝch kompozitลฏ vhodnรฝch pro 3D zpracovรกnรญ

Tato prรกce rozvรญjรญ doposud zรญskanรฉ poznatky tรฝkajรญcรญ se kompozitnรญch materiรกlลฏ pro 3D zpracovรกnรญ. Mnoho vรฝzkumลฏ se v tรฉto oblasti soustลeฤuje pลedevลกรญm na cementovรฉ kompozity vhodnรฉ pro 3D tisk. Technologie 3D tisku vลกak nenรญ jedinรฝm moลพnรฝm robotickรฝm zpracovรกnรญm. Spadรก sem tรฉลพ modelovรกnรญ pomocรญ robotickรฉ ruky, kterรก umoลพลuje vytvรกลet nejrลฏznฤjลกรญ prvky, kterรฉ zรกroveล plnรญ svoji pลฏvodnรญ funkci a navรญc majรญ pลidanou estetickou hodnotu. ฤlรกnek popisuje tลi kompozitnรญ smฤsi, vyhodnocuje jejich mechanickรฉ vlastnosti a diskutuje jejich vyuลพitรญ pro rลฏznรฉ technologie 3D zpracovรกnรญ.
รvod
3D robotickรฉ zpracovรกnรญ cementovรฝch kompozitลฏ je v souฤasnรฉ dobฤ velmi aktuรกlnรญ tรฉma a zรกroveล rychle se rozvรญjejรญcรญ technologie prosazujรญcรญ se ve znaฤnรฉ mรญลe takรฉ ve stavebnictvรญ. Tyto technologie se vyuลพรญvajรญ jak pro nosnรฉ konstrukce, tak pro prvky, kterรฉ tvoลรญ zajรญmavรก designovรก dรญla. V poslednรญ dobฤ se tento zpลฏsob vรฝstavby a vรฝroby zaฤรญnรก prudce rozvรญjet, v souvislosti s tรญmto vลกak pลichรกzรญ na ลadu problรฉm nรกvrhu vhodnรฉ smฤsi pouลพitelnรฉ pro tyto รบฤely. Je zde nezbytnรฉ jasnฤ specifikovat poลพadovanรฉ vlastnosti materiรกlu, a to jak ve stavu ฤerstvรฉ smฤsi, tak ve fรกzi tuhnutรญ a tvrdnutรญ.
V souฤasnรฉ dobฤ je ve stavebnictvรญ, zejmรฉna u novฤ vznikajรญcรญch objektลฏ, ale i rekonstrukcรญ, kladen stรกle vฤtลกรญ dลฏraz na vรฝjimeฤnost a originalitu designu. Jedinรฝm poลพadavkem z hlediska uลพivatele jiลพ dรกvno nenรญ bezvรฝhradnฤ pouze funkฤnost objektu, ale velmi dลฏleลพitรฉ a ลพรกdanรฉ, je takรฉ architektonickรฉ hledisko a jedineฤnost. Velmi ฤasto je zde snaha vytvoลit atraktivnรญ, ikonickรฉ a architektonicky zajรญmavรฉ ลeลกenรญ, aลฅ uลพ celรฉho objektu, nebo alespoล nฤkterรฝch jeho prvkลฏ. Dalลกรญ z charakteristik modernรญho navrhovรกnรญ objektลฏ je takรฉ snaha zvรฝลกit poลพรกrnรญ odolnost objektลฏ, zvรฝลกit odolnost proti mimoลรกdnรฉmu dynamickรฉmu zatรญลพenรญ a zvรฝลกit odolnost proti povฤtrnostnรญm vlivลฏm. Tato snaha vyhnout se unifikaci je ale mimo jinรฉ doprovรกzena vyลกลกรญ finanฤnรญ zรกtฤลพรญ. Princip prefabrikace je zaloลพen zejmรฉna na rychlosti vรฝstavby a moลพnosti dodรกnรญ hotovรฉho prefabrikรกtu pลรญmo na staveniลกtฤ. Velkou vรฝhodou vyuลพitรญ prefabrikรกtลฏ je bezesporu moลพnost snadnรฉho dodrลพenรญ poลพadavkลฏ na vรฝslednรฉ mechanickรฉ vlastnosti jednotlivรฝch prvkลฏ. Pลi prefabrikaci nenรญ ale jednoduchรฉ vytvoลit originรกlnรญ tvar kvลฏli nรกrokลฏm na tvorbu bednฤnรญ, kterรฉ je pลi sloลพitฤjลกรญm tvaru prvku finanฤnฤ i ฤasovฤ nรกkladnรฉ a nรกroฤnรฉ na vรฝrobu.
Vรฝjimeฤnosti prvku lze dosรกhnout prรกvฤ dรญky vรฝลกe zmรญnฤnรฉmu robotickรฉmu 3D zpracovรกnรญ. Pลi takzvanรฉm robotickรฉm sochaลenรญ robotickรก ruka za pomocรญ zรกkladnรญch technik a nรกstrojลฏ vytvoลรญ v danรฉ smฤsi, ve tvarovฤ jednoduchรฉm bednฤnรญ, originรกlnรญ reliรฉf velmi rychle a efektivnฤ. V dลฏsledku tohoto navรญc dojde k omezenรญ potลeby vytvoลit pro kaลพdou ฤรกst nebo prvek samostatnou formu, kterรก bude pouลพita pouze jednou. Dรญky pลesnosti robotickรฉ ruky a sprรกvnรฝm vlastnostem cementovรฉho kompozitu mohou tyto prvky po aplikaci pลฏsobit jako velkoploลกnรฉ umฤleckรฉ dรญlo, kterรฉ zaujme nejen svรฝm pลesnรฝm, plastickรฝm tvarem ale takรฉ napล. vyuลพitรญm svฤtla, resp. stรญnu pro vytvรกลenรญ pomyslnรฝch objemลฏ.
Dalลกรญ technikou trojrozmฤrnรฉho zpracovรกnรญ cementovรฉho kompozitu je 3D tisk. Zatรญmco u robotickรฉho sochaลenรญ se vytvรกลรญ pouze reliรฉf pลรญmo do ฤerstvรฉ cementovรฉ smฤsi v bednฤnรญ a prvky majรญ nenosnรฝ charakter, 3D tiskem lze v souฤasnosti รบspฤลกnฤ tvoลit nosnรฉ konstrukce. Vรฝhody, tรฝkajรญcรญ se originality tvaru a omezenรญ pouลพitรญ bednฤnรญ, splลujรญ obฤ metody 3D zpracovรกnรญ cementovรฉho kompozitu [1].
3D zpracovรกnรญ cementovรฉ smฤsi je technologickรฝ proces, kterรฝ klade na smฤs v tekutรฉm stavu na prvnรญ pohled neobvyklรฉ nรกroky. Tyto vlastnosti se tรฝkajรญ zejmรฉna reologie a tribologie smฤsi. Poลพadovanรฉ vlastnosti cementovรฝch smฤsรญ se vลกak pro jednotlivรฉ technologie 3D zpracovรกnรญ znatelnฤ liลกรญ. Zatรญmco napลรญklad u pouลพitรญ robotickรฉ ruky, poลพadujeme od smฤsi plastiฤnost a regulovatelnou dobu tuhnutรญ, u 3D tisku je to zejmรฉna dobrรก ฤerpatelnost a takรฉ vyลกลกรญ nรกrลฏst pevnosti po poloลพenรญ vrstvy. Vลพdy je vลกak tลeba zajistit vhodnou konzistenci, dostateฤnou dobu zpracovatelnosti, tvarovou stabilitu a regulaci rychlosti tuhnutรญ smฤsi.
V souฤasnรฉ dobฤ existuje mnoho vรฝzkumลฏ, kterรฉ se zabรฝvajรญ nรกvrhem cementovรฝch smฤsรญ, vhodnรฝch pro technologii 3D tisku [2, 3, 4, 6]. Vฤtลกina tฤchto studiรญ sleduje nejฤastฤji extrudovatelnost, stavitelnost a dobu zpracovatelnosti. Napล. na Univerzitฤ v Jiลพnรญ Kalifornii Kazemian a spol. [4] prokรกzali, ลพe pลidรกnรญm mikrosiliky a nanojรญlu dochรกzรญ k vรฝraznฤjลกรญmu zlepลกenรญ tvarovรฉ stability neลพ s pลรญdavkem polypropylenovรฝch vlรกken. Na indickรฉ univerzitฤ Madras Rahul a spol. dosรกhli optimรกlnรญ stavitelnosti a extrudovatelnosti pokud se mez kluzu smฤsi pohybuje v rozmezรญ 1,5–2,5 kPa. S pลรญdavkem pลรญmฤsรญ se zde zvyลกovala mez kluzu a doba zpracovatelnosti smฤsi, kterรก byla tรฉmฤล dvojnรกsobnรก oproti referenฤnรญ smฤsi, a to na 30 minut. U sochaลenรญ pomocรญ robotickรฉ ruky vลกak jiลพ tak vรฝraznรฝ rozvoj technologie nezaznamenรกvรกme.
Materiรกl a smฤsi
Vรฝzkum sloลพenรญ smฤsi urฤenรฉ pro 3D zpracovรกnรญ stรกle probรญhรก a neustรกle se optimalizujรญ jednotlivรฉ komponenty smฤsi pro zรญskรกnรญ poลพadovanรฝch vlastnostรญ. V tรฉto prรกci jsou celkem popsรกny tลi rลฏznรฉ smฤsi, z nichลพ jedna je komerฤnฤ pouลพรญvanรก, a tak mลฏลพeme dvฤ novฤ navrลพenรฉ smฤsi s touto smฤsรญ porovnat.
Prvnรญ smฤs je volnฤ prodejnรก smฤs MasterFlow 3D 100 od firmy BASF. Vรฝrobce uvรกdรญ, ลพe se jednรก o „nesmrลกtivou hmotu speciรกlnฤ vyvinutou pro 3D tisk“ se specifikacemi velikosti zrna do 0,5 mm. Smฤs by se mฤla vyznaฤovat dobrou zpracovatelnostรญ 1 hod/ +20 ยฐC, nulovou segregacรญ, mnoลพstvรญm zรกmฤsovรฉ vody 0,165 l/kg a vysokopevnostnรญm a rychle vytvrzujรญcรญm charakterem. Smฤs je zaloลพena na portlandskรฉm cementu a chemikรกliรญch. V tรฉto prรกci je tato smฤs uvaลพovรกna jako referenฤnรญ a oznaฤena ฤรญslem 1. Dalลกรญ dvฤ novฤ navrลพenรฉ smฤsi 2 a 3 jsou souฤรกstรญ bฤลพรญcรญho projektu a jejich sloลพenรญ zatรญm nebylo nikde zveลejnฤno. Jednรก se o kombinaci cementu s pลรญsadami a pลรญmฤsemi v urฤitรฝch pomฤrech mรญsenรญ.
Pลi pลรญpravฤ smฤsi ฤรญslo 1 byl dodrลพen postup dle nรกvodu vรฝrobce. Ten uvรกdรญ optimรกlnรญ hodnotu vodnรญho souฤinitele 0,156. To je obecnฤ velmi nรญzkรก hodnota, tudรญลพ mลฏลพeme pลedpoklรกdat, ลพe pojem „chemikรกlie“, uvรกdฤnรฝ na obalu vรฝrobku, v tomto pลรญpadฤ znamenรก pลรญsadu nebo pลรญmฤs ovlivลujรญcรญ zpracovatelnost ฤerstvรฉ smฤsi. U smฤsรญ 2 a 3 se nejprve navรกลพila suchรก cementovรก kompozitnรญ smฤs, kterรก se ฤรกsteฤnฤ rozmรญchala v zรกmฤsovรฉ vodฤ a potรฉ postupnรฝm pลidรกvรกnรญm vody bylo dosaลพeno optimรกlnรญ reologie potลebnรฉ prรกvฤ pro 3D zpracovรกnรญ. S pลihlรฉdnutรญm k vodnรญmu souฤiniteli referenฤnรญ smฤsi 1 byl zvolen vodnรญ souฤinitel 0,183 pro smฤs 2 a 0,163 pro smฤs 3.
Pลi nรกslednรฉm uklรกdรกnรญ smฤsi do bednฤnรญ bylo zลetelnรฉ, ลพe mรก smฤs konzistenci tuลพลกรญ pasty. A prรกvฤ takovรก konzistence je povaลพovรกna za ลพรกdoucรญ u metod 3D zpracovรกnรญ.
Experimentรกlnรญ program
V rรกmci experimentรกlnรญho programu je plรกnovรกno komplexnรญ testovรกnรญ mechanickรฝch a fyzikรกlnรญch vlastnostรญ smฤsi. V prvnรญ fรกzi byly zjiลกลฅovรกny mechanickรฉ vlastnosti vลพdy na pฤti vzorcรญch kaลพdรฉ z uvedenรฝch smฤsรญ. Pevnost v tahu ohybem byla provรกdฤna pomocรญ zkouลกky tลรญbodovรฉho ohybu na vzorkรกch o rozmฤru 160ร40ร40 mm, pลiฤemลพ vzdรกlenost podpor byla 100 mm. Potรฉ byla provedena zkouลกka betonu v tlaku na zlomcรญch po zkouลกce ohybem v souladu s ฤSN EN 12390-3 [5], kde kontaktnรญ plocha byla 40ร40 mm.

Obr. 1 Poruลกenรญ vzorku smฤsi 1 pลi tlakovรฉ zkouลกce

Obr. 2 Poruลกenรญ vzorku smฤsi 2 pลi tlakovรฉ zkouลกce
ฤรกst vzorkลฏ byla uloลพena v prostลedรญ se zvรฝลกenou vlhkostรญ a vzorky urฤenรฉ pro mฤลenรญ 7dennรญch fyzikรกlnรญch vlastnostรญ byly umรญstฤny do pece, kde probรญhalo suลกenรญ aลพ do ustรกlenรญ hmotnosti. Vybranรฉ mechanickรฉ a fyzikรกlnรญ vlastnosti byly testovรกny ve stรกลรญ 7, 14 a 28 dnลฏ. Na obrรกzcรญch (Obr. 1 a Obr. 2) z tlakovรฉ zkouลกky si lze vลกimnout rozdรญlu pลi poruลกenรญ na vzorku smฤsi 1 a 2. Z toho lze usuzovat, ลพe smฤs 1 obsahuje pลรญmฤs urฤitรฉho typu mikrovlรกken, kterรก zde slouลพรญ jako rozptรฝlenรก vรฝztuลพ.
Vรฝsledky a diskuse
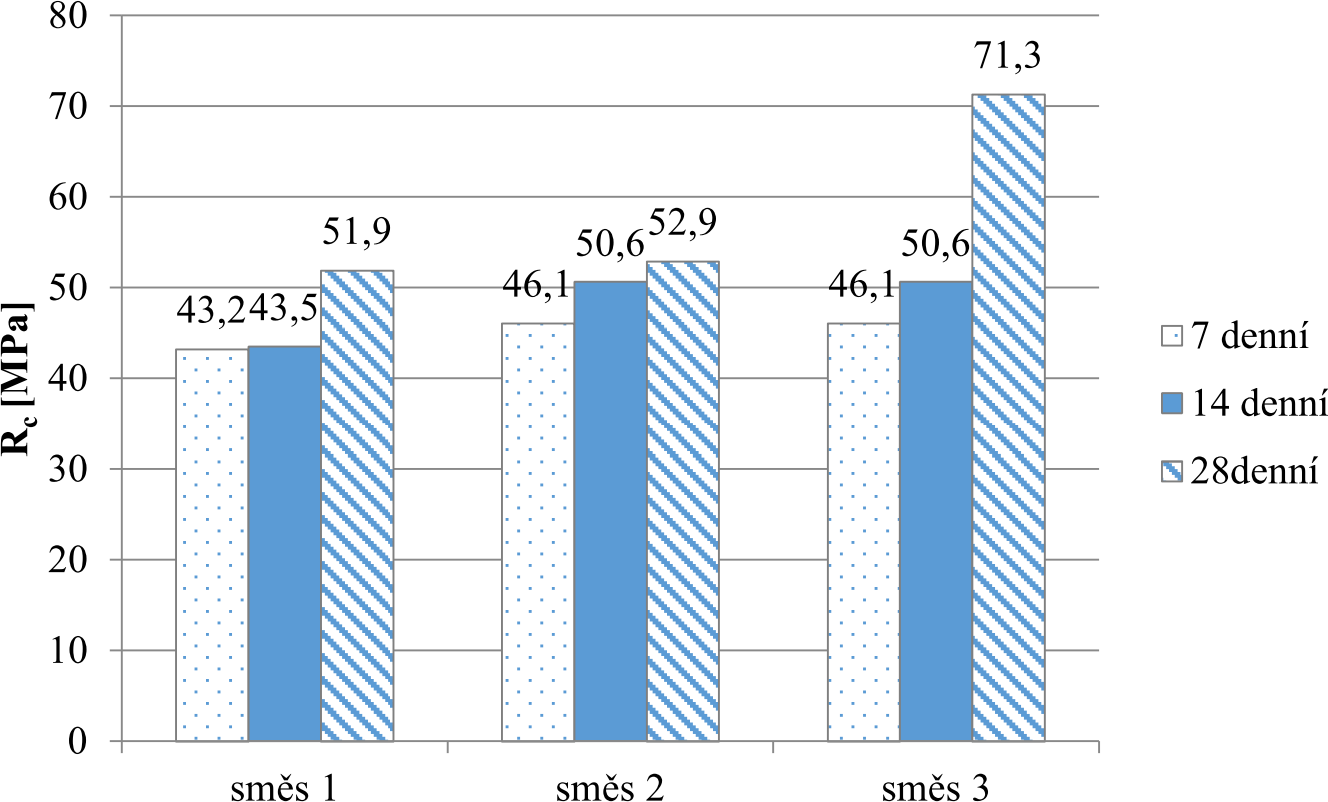
Obr. 3 ฤasovรฝ vรฝvoj pevnosti v tlaku
Vรฝvoj pevnosti v zรกvislosti na ฤase pak mลฏลพeme pozorovat nรญลพe, kde je na Obr. 3 znรกzornฤn vรฝvoj pevnostรญ v tlaku a na Obr. 4 vรฝvoj pevnostรญ v tahu ohybem. Pลi srovnรกnรญ zkouลกenรฝch smฤsรญ napลรญklad s vรฝzkumem provรกdฤnรฝm na VUT [6] si lze povลกimnou podobnรฝch vรฝslednรฝch hodnot v pลรญpadฤ zmรญnฤnรฉ „Malty C“. Celkovฤ vลกak data ze zde pลedklรกdanรฉ studie dosahujรญ vyลกลกรญch hodnot jak v tlaku, tak v tahu ohybem.
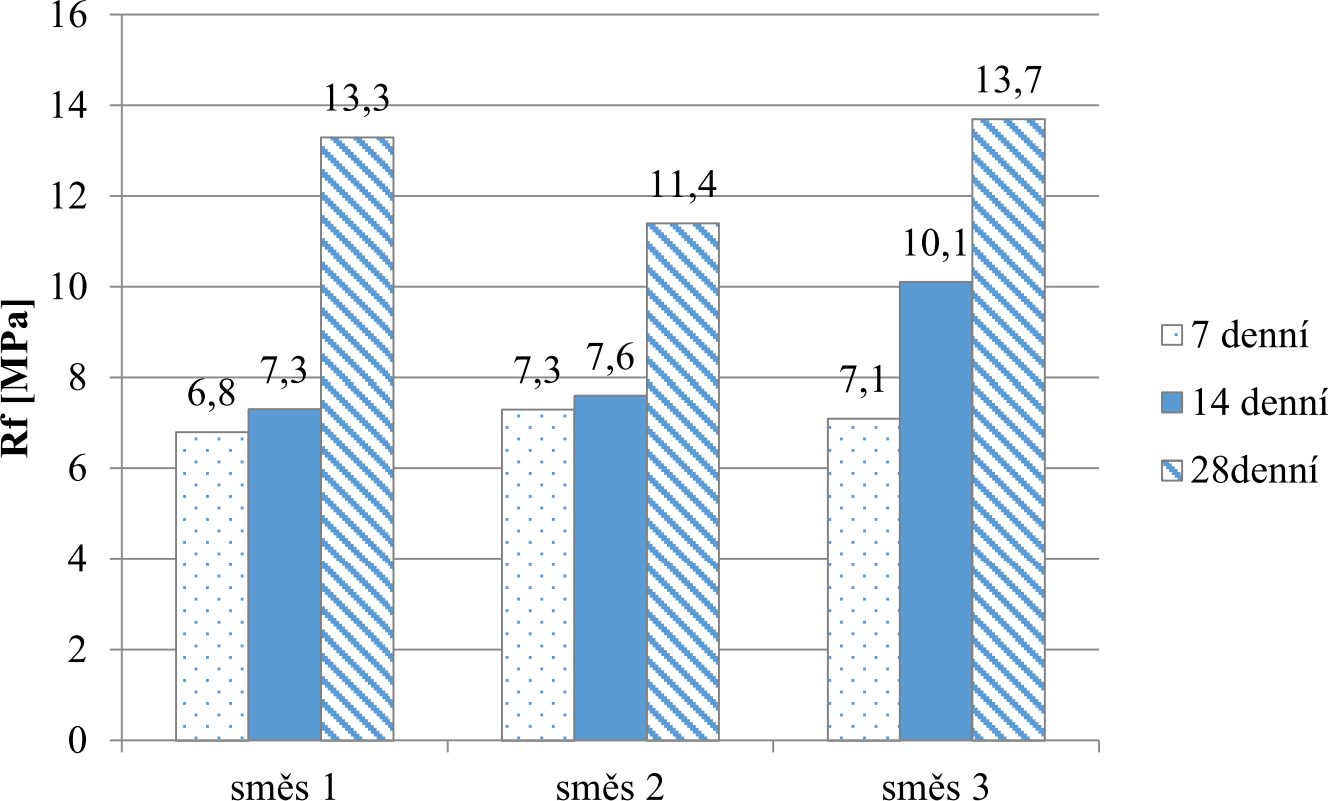
Obr. 4 ฤasovรฝ vรฝvoj pevnosti v tahu ohybem
Vรฝvoj pevnosti v tlaku v zรกvislosti na ฤase se jevรญ jako standardnรญ, pลiฤemลพ u smฤsรญ 2 a 3 mลฏลพeme pozorovat tรฉmฤล totoลพnรฝ vรฝvoj hodnot v 7 a 14 dnech. Ve 28 dnech se vลกak smฤsi rลฏznรญ. U smฤsi 3 nastรกvรก rapidnรญ nรกrลฏst tlakovรฉ pevnosti aลพ o cca 20 MPa na hodnotu 71,25 MPa. Obฤ novฤ navrลพenรฉ smฤsi 2 a 3 mฤly rychlejลกรญ nรกrลฏst pevnosti neลพ referenฤnรญ smฤs 1. Nicmรฉnฤ referenฤnรญ smฤs 1 stรกle dosahuje velmi dobrรฝch pevnostnรญch charakteristik v porovnรกnรญ s bฤลพnฤ dostupnรฝmi betony.
Co se tรฝkรก pevnostรญ zรญskanรฝch v tahu ohybem, lze konstatovat, ลพe u smฤsรญ 1 a 2 byl nรกrลฏst spรญลกe skokovรฝ oproti smฤsi 3, kde se jednalo spรญลกe o konstantnรญ nรกrลฏst pevnosti. Pลi zkouลกce pevnosti v tahu ohybem se zรกroveล u smฤsi 1 projevila pลรญtomnost mikrovlรกken. Mikrovlรกkna se pลi vzniku prvnรญch mikrotrhlin v prลฏbฤhu zatฤลพovรกnรญ aktivujรญ a pevnost v tahu ohybem zvรฝลกรญ. U 28dennรญch pevnostรญ v tahu ohybem byly jejich hodnoty smฤsรญ 1 a 3 srovnatelnรฉ. Dle vypoฤtenรฝch hodnot tlakovรฝch a tahovรฝch pevnostรญ lze konstatovat, ลพe se blรญลพรญme tรฉmฤล k hodnotรกm vysokopevnostnรญho betonu (60 MPa v tlaku).
V tabulce Tab. 1 je pak uveden pลehled vzorkลฏ jednotlivรฝch smฤsรญ vฤetnฤ rozmฤrลฏ, hmotnostรญ a namฤลenรฝch mechanickรฝch vlastnostรญ.
| Smฤs | Objemovรก hmotnost [kg/m3] | Pevnost v tlaku [kg/m3] | Pevnost v tahu ohybem [MPa] |
|---|---|---|---|
| 1 | 1991 | 51,9 | 13,3 |
| 2 | 2038 | 52,9 | 11,4 |
| 3 | 2100 | 71,3 | 13,7 |
Dle vypoฤtenรฝch hodnot objemovรฝch hmotnostรญ lze tento materiรกl klasifikovat jako lehkรฉ betony LC (800–2000 kg/m3) aลพ obyฤejnรฉ betony C (2000–2600 kg/m3) [7]. Co se tรฝฤe objemovรฝch hmotnostรญ, nejniลพลกรญ objemovou hmotnost vykazovala referenฤnรญ smฤs 1, oproti tomu smฤs 3 dosahovala naopak nejvyลกลกรญch hodnot ze vลกech tลรญ smฤsรญ viz tabulku 1. Tyto objemovรฉ hmotnosti souฤasnฤ korespondujรญ s namฤลenรฝmi hodnotami pevnostรญ v tlaku. Smฤs 1 je z hlediska objemovรฉ hmotnosti vhodnฤjลกรญ pro 3D tiลกtฤnรฉ konstrukce. Smฤsi 2 a 3 majรญ vyลกลกรญ objemovou hmotnost, a proto mohou bรฝt shledรกny jako mรฉnฤ vhodnรฉ pro nenosnรฉ konstrukce. Aฤkoliv je benefitem vyลกลกรญ pevnost v tlaku, zรกroveล s vyลกลกรญ objemovou hmotnostรญ roste zatรญลพenรญ vlastnรญ tรญhou konstrukce samotnรฉ. Chceme-li tedy vytvoลit lehkou konstrukci, v podobฤ napล. obkladovรฝch prvkลฏ, je vysokรก objemovรก hmotnost neลพรกdoucรญ.
Zรกvฤr
V zรกvislosti na pouลพitรฉ technologii, je zลejmรฉ, ลพe jak referenฤnรญ smฤs 1, tak smฤsi 2 a 3 jsou pro 3D zpracovรกnรญ vhodnรฉ. Konkrรฉtnฤ smฤs 1 je vhodnฤjลกรญ spรญลกe pro 3D tisk. Pro sochaลenรญ pomocรญ robotickรฉ ruky lรฉpe vyhovujรญ, zejmรฉna dรญky svรฉ reologii, smฤsi 2 a 3.
Nicmรฉnฤ smฤsi 2 a 3 vykazujรญ vyลกลกรญ objemovou hmotnost a jsou tak nevรฝhodnรฉ pro nenosnรฉ konstrukce a prvky. Pokud nenรญ nutnostรญ vyuลพรญt kompozit s vysokou pevnostรญ, tvoลรญ tyto smฤsi zbyteฤnรฉ pลitรญลพenรญ konstrukce vlastnรญ tรญhou. Experimentรกlnฤ vyhodnocenรฉ pevnosti se blรญลพรญ svรฝmi hodnotami k vysokopevnostnรญmu betonu. Pลi nรกvrhu nosnรฝch konstrukcรญ jsou pevnosti materiรกlลฏ dลฏleลพitรฝm vstupnรญm รบdajem pro posouzenรญ odolnosti konstrukce na zatรญลพenรญ, avลกak statickรฉ pลฏsobenรญ 3D tiลกtฤnรฝch budov se mลฏลพe liลกit od staveb se shodnou geometriรญ, postavenรฝch klasickรฝm postupem za pomoci litรฉho betonu. Pro dalลกรญ robotickรฉ zpracovรกnรญ nemusรญ bรฝt vysokรก pevnost vลพdy tou nejvyลกลกรญ prioritou.
Cรญlem projektu je vytvoลit takovou smฤs, kterรก bude veลejnฤ uลพรญvanรก pro robotickรฉ zpracovรกnรญ a dostupnรก v napytlovanรฉ podobฤ, ฤรญmลพ vznikรก nutnost znalosti jejich mechanickรฝch a fyzikรกlnรญch vlastnostรญ. Dalลกรญ ฤรกst vรฝzkumu se tedy bude zabรฝvat regulacรญ a programovatelnostรญ doby tuhnutรญ a fyzikรกlnรญmi vlastnostmi smฤsรญ.
Podฤkovรกnรญ
Tento vรฝzkum byl finanฤnฤ podpoลen ฤVUT v Praze a Ministerstvem ลกkolstvรญ, mlรกdeลพe a tฤlovรฝchovy ฤeskรฉ republiky v rรกmci programu INTER EXCELLENCE pod projektem ฤรญslo LTAUSA19018.
Literatura
- M. Loลก, Mechanicko-fyzikรกlnรญ vlastnosti cementovรฉho kompozitu urฤenรฉho pro 3D zpracovรกnรญ, Bakalรกลskรก prรกce, 2020/2021.
- A. V. Rahul, M. Santhanam, H. Meena and Z. Ghani, 3D printable concrete: Mixture design and test methods, Cement and Concrete Composites, Volume 97, pp. 13-23, (2019).
- V. N. Nerella, S. Hempel and V. Mechtcherine, Effects of layer-interface properties on mechanical performance of concrete elements produced by extrusion-based 3D-printing, Construction and Building Materials, Volume 205, pp. 586-601, (2019).
- A. Kazemian, X. Yuan, E. Cochran and B. Khoshnevis, Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture, Construction and Building Materials, Volume 145, pp. 639-647, (2017).
- ฤSN EN 12390-3. ฤรกst 3: Pevnost v tlaku zkuลกebnรญch tฤles. รลad pro technickou normalizaci, metrologii a stรกtnรญ zkuลกebnictvรญ, 2009. รลad pro technickou normalizaci, metrologii a stรกtnรญ zkuลกebnictvรญ.
- M. Lipoldovรก, Cementovรฉ kompozitnรญ materiรกly pro technologii 3D tisku, Bakalรกลskรก prรกce, 2018/2019.
- P. PYTLรK. Technologie betonu. 2. vyd. Brno: VUTIUM, (2000), ISBN 80-214-1647-5.
This work develops the knowledge gained so far regarding composite materials for 3D processing. Much of the research in this area has focused on cementitious composites suitable for 3D printing. However, 3D printing technology is not the only possible robotic processing. It also includes modeling using a robotic arm, which allows the creation of various elements that simultaneously fulfill their original function and also have added aesthetic value. This paper describes three composite compounds, evaluates their mechanical properties and discusses their use for various 3D processing technologies.