Nรกvrh postprocesoru pro generovรกnรญ G-kรณdu 3D tiskรกrny budov z betonovรฝch smฤsรญ
Technologie 3D tisku mรก pลรญnos v automatizaci stavby budov. V souฤasnosti jiลพ existujรญ vytiลกtฤnรฉ budovy urฤenรฉ ke kaลพdodennรญmu uลพitรญ. Pohyby 3D tiskรกren jsou ลรญzeny pomocรญ G-kรณdu. Budovy majรญ geometrickรฝ popis, kterรฝ se transformuje do G-kรณdu pomocรญ postprocesoru. Postprocesor vhodnรฝ pro tisk budov musรญ respektovat vlastnosti tiskovรฉ smฤsi. Prรกce navrhuje vytvoลenรญ novรฉho postprocesoru pro tisk budov. Ten musรญ obsahovat matematickรฝ model materiรกlu, dle kterรฉho bude generovat G-kรณd pro danou geometrii budovy. V prรกci jsou navrลพeny experimenty pro zjiลกtฤnรญ parametrลฏ pro matematickรฝ model materiรกlu.
รvod
V dneลกnรญ dobฤ hojnฤ rozลกรญลenรฉho 3D tisku a stรกle se rozลกiลujรญcรญ oblasti pouลพitรญ tรฉto technologie vรฝroby nenรญ pลekvapenรญm, ลพe se tento zpลฏsob vyuลพรญvรก takรฉ ke stavbฤ budov. Technologie 3D tisku mรก pลรญnos pลedevลกรญm v automatizaci stavby budov. V souฤasnรฉ chvรญli se jeลกtฤ nejednรก o masovรฉ pouลพitรญ, ale na ลadฤ mรญst po celรฉm svฤtฤ se v omezenรฉm mnoลพstvรญ budovy jiลพ tisknou. Nฤkterรฉ pลรญklady jsou zobrazeny na Obr. 1.
![Obr. 1a: Vytiลกtฤnรก napodobenina hradu od Andreye Rudenka z roku 2014 Zdroj: [2]](/docu/clanky/0226/022690o1.jpg)
![Obr. 1b: ฤรญnskรฝ projekt vily spoleฤnosti HuaShang Tengda. Zdroj: [5]](/docu/clanky/0226/022690o3.jpg)
Obr. 1: Vlevo vytiลกtฤnรก napodobenina hradu od Andreye Rudenka z roku 2014 Zdroj: [2]. Vpravo ฤรญnskรฝ projekt vily spoleฤnosti HuaShang Tengda. Zdroj: [5]
![Obr. 2: Tisk nejvฤtลกรญ budovy na svฤtฤ v Dubaji spoleฤnosti Apis Cor. Zdroj: [4]](/docu/clanky/0226/022690o5.jpg)
Obr. 2: Tisk nejvฤtลกรญ budovy na svฤtฤ v Dubaji spoleฤnosti Apis Cor. Zdroj: [4]
Stรกle se jeลกtฤ jednรก spรญลกe o experimenty pro ovฤลenรญ moลพnostรญ tรฉto technologie v oblasti tisku budov a dalลกรญch parametrลฏ, jako jsou napล. vlastnosti a moลพnosti hmot pouลพรญvanรฝch pro tisk. Nicmรฉnฤ nฤkterรฉ projekty jiลพ odpovรญdajรญ poลพadavkลฏm kaลพdodennรญho vyuลพitรญ. Napลรญklad spoleฤnost Apis Cor vytiskla administrativnรญ budovu v Dubaji, kterรก je nejvฤtลกรญ vytiลกtฤnou stavbou na svฤtฤ [4], viz Obr. 2.
Materiรกlem pouลพรญvanรฝm pลi tisku budov jsou nejฤastฤji betonovรฉ smฤsi. Zรกkladem smฤsรญ je pรญsek o malรฉ frakci a rลฏznรฉ druhy cementลฏ.
1. Postproces
Postprocesem se v tomto pลรญpadฤ rozumรญ transformace dat o geometrii budovy do podoby pลรญkazลฏ pro pohyb 3D tiskรกrny. V praxi se bฤลพnฤ k ลรญzenรญ 3D tiskรกren, robotลฏ a vรญceosรฝch zaลรญzenรญ pouลพรญvรก tzv. G-kรณd. Jednรก se o standardizovanรฝ formรกt pลรญkazลฏ, kterรฉ ลรญdรญcรญ systรฉm zaลรญzenรญ pลevรกdรญ do pohybลฏ jednotlivรฝch os a takรฉ do dalลกรญch funkcรญ (napล. spuลกtฤnรญ vลetene CNC soustruhu a nastavenรญ jeho otรกฤek). Pro zvรฝลกenรญ automatizace celรฉho procesu stavby, od nรกvrhu aลพ po realizaci, je vhodnรฉ pouลพรญt odpovรญdajรญcรญ postprocesor – algoritmus pro generovรกnรญ G-kรณdu takรฉ pro 3D tisk budov. To je pลรญnosnรฉ pลedevลกรญm z hlediska projektanta, kterรฝ nemusรญ bรฝt programรกtorem CNC strojลฏ (nemusรญ tvoลit samotnรฝ G-kรณd). Naopak pouze na รบrovni uลพivatele postprocesoru, tedy poฤรญtaฤovรฉho programu, jednoduลกe nechรก vygenerovat G-kรณd. Tento pลรญstup je znรกmรฝ ze strojรญrenskรฉho svฤta, kde se obdobnรฉ postprocesory bฤลพnฤ vyuลพรญvajรญ pro obrรกbฤnรญ. Je tedy velmi vรฝhodnรฉ vyuลพรญt stejnou filozofii, a to na รบrovni 21. stoletรญ a nepoลพadovat po stavebnรญm projektantovi znalost programovรกnรญ, aby mohl projektovat stavby pro 3D tisk.
1.1 Geometrickรฝ popis budovy
![Obr. 3: Popis kulovรฉ plochy (vlevo) pomocรญ formรกtu STL (vpravo). Zdroj: [6]](/docu/clanky/0226/022690o7.png)
Obr. 3: Popis kulovรฉ plochy (vlevo) pomocรญ formรกtu STL (vpravo). Zdroj: [6]
V souฤasnรฉ dobฤ se pลi nรกvrhu budov stรกle vรญce prosazuje 3D navrhovรกnรญ. Celรก stavba je tak popsรกna pomocรญ digitรกlnรญch dat, tzv. BIM (Building Information Modeling/Informaฤnรญ model budovy). Tato data obsahujรญ mimo jinรฉ takรฉ informace o objektech definujรญcรญch budovu a jejich vlastnostech. Z hlediska postprocesoru jde pลedevลกรญm o popis geometrie budovy, tzn. ลกรญลka, dรฉlka a vรฝลกka zdรญ a jejich poloha. Pลi bฤลพnรฉm 3D tisku z plastovรฝch materiรกlลฏ (napล. hobby tisk) je vรฝtisk definovรกn pouze povrchem. K takovรฉmu popisu je vhodnรฝ nejpouลพรญvanฤjลกรญ formรกt souborลฏ STL, kterรฝ popisuje plochy sloลพenรฉ z malรฝch trojรบhelnรญkovรฝch ploลกek, viz Obr. 3. Pลesnost plochy je zรกvislรก na mnoลพstvรญ trojรบhelnรญkovรฝch ploch. V tomto formรกtu nenรญ definice objemu vลฏbec obsaลพena, jako je tomu napล. u formรกtu souborลฏ STEP. Budovu je tedy moลพnรฉ popisovat pomocรญ formรกtu STL, viz [1]. Formรกt STL je sice univerzรกlnรญ formรกt pro popis 3D objektลฏ, ale ztrรกcรญ informace o pลesnรฉ geometrii budovy a struktuลe stฤn.
1.2 Postprocesor
Pลi generovรกnรญ G-kรณdu v postprocesoru, tedy odpovรญdajรญcรญm softwaru (u 3D tisku z plastu hovoลรญme o tzv. sliceru), probรญhรก kontrola uzavลenosti ploch a tรญm je v podstatฤ urฤovรกn objem uzavลenรฝ plochou sloลพenou z trojรบhelnรญkovรฝch ploลกek. V pลรญpadฤ generovรกnรญ drah pro tisk pomocรญ sliceru jsou nejdลรญve generovรกny trasy po povrchu tฤlesa a potรฉ je prostor uzavลenรฝ definovanou plochou vyplnฤn pลedem zvolenou strukturou, napล. mลรญลพkou, gyroidem nebo mลฏลพe bรฝt i bez vรฝplnฤ. Pลiฤemลพ zpravidla se jednรก rastr na tiskovรฉ ploลกe, dle kterรฉho je vรฝplล urฤena. Vzhledem ke specifikลฏm 3D tisku budov se stฤny netisknou plnรฉ, ale vyuลพรญvรก se prostorovรฝch struktur, pomocรญ nichลพ je moลพnรฉ konstrukci odlehฤit. Stฤny budovy majรญ zpravidla vรฝplล podobnou pลรญhradovรฉ konstrukci, kterรก vychรกzรญ z pevnostnรญch poลพadavkลฏ. Takovรก struktura je vidฤt na Obr. 2.
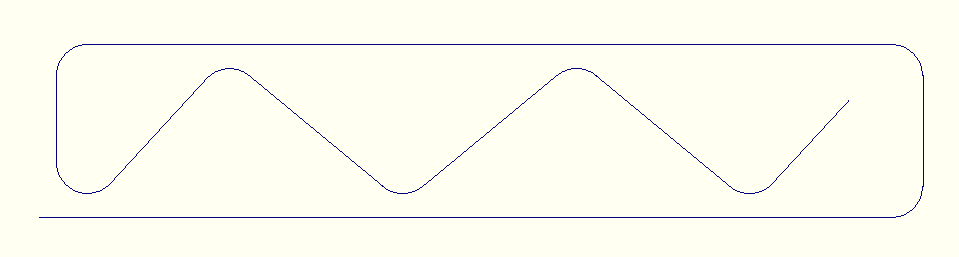
Obr. 4: Vygenerovanรฉ drรกhy pro jednu stฤnu
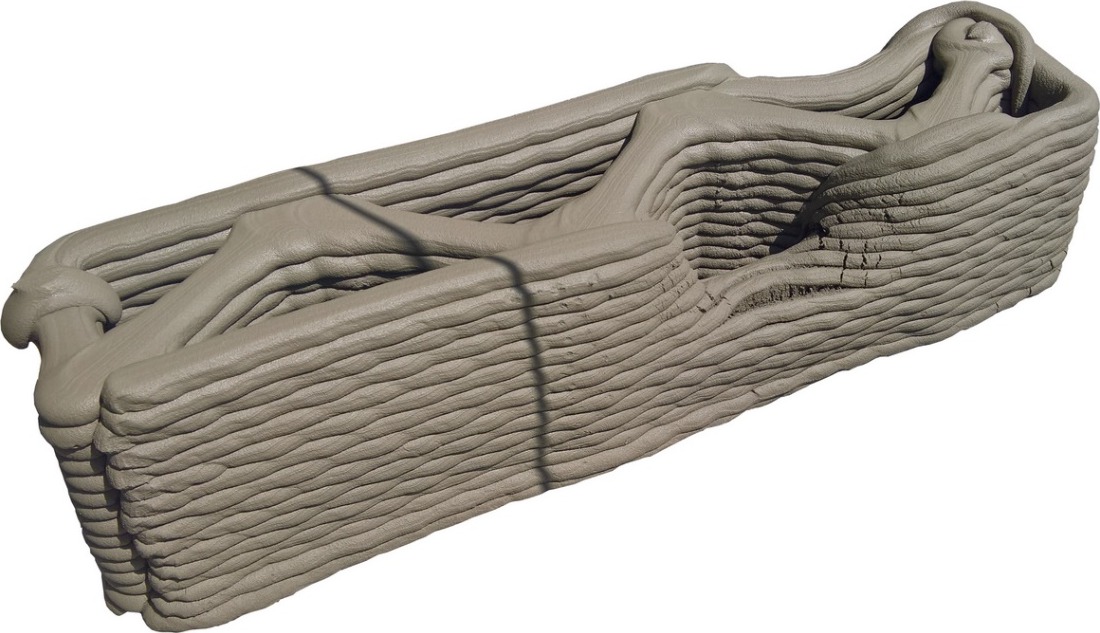
Obr. 5: Vytiลกtฤnรก stฤna se zhroucenรฝmi vrstvami
Bฤลพnฤ pouลพรญvanรฉ slicery pro generovรกnรญ G-kรณdu nedokรกลพou zcela vyhovฤt vlastnostem tiskovรฉho materiรกlu pro tisk budov, napล. pลi pลemosลฅovรกnรญ. Vygenerovanรก vnitลnรญ struktura stฤn nenรญ optimรกlnรญ, je pouze nahodile umรญstฤnรก nebo neuspoลรกdanรก. Z toho vyplรฝvรก, ลพe bฤลพnฤ pouลพรญvanรฉ softwary pro generovรกnรญ G-kรณdu, resp. drah, nejsou zcela vhodnรฉ pro oblast 3D tisku budov. Postprocesor musรญ respektovat nejen geometrii budovy urฤenรฉ k tisku, ale takรฉ vlastnosti tiskovรฉho materiรกlu a podmรญnky tisku. ลeลกenรญm je tedy vytvoลenรญ novรฉho speciรกlnรญho popisu geometrie budovy a postprocesoru (generรกtoru G-kรณdu) pro ลรญzenรญ 3D tiskรกrny pro tisk budov, kterรฝ musรญ obsahovat matematickรฝ model materiรกlu, jehoลพ parametry budou ovlivลovat generovรกnรญ G-kรณdu. To umoลพnรญ pลenos informacรญ pลรญmo z nรกvrhovรฝch dat (BIM) do G-kรณdu pro tiskรกrnu. Drรกhy vygenerovanรฉ pomocรญ navrhovanรฉho postprocesoru by pro jednu stฤnu mohly odpovรญdat Obr. 4. Lze na nฤm takรฉ vidฤt, ลพe stฤna je vลพdy v danรฉ vrstvฤ tiลกtฤna jednรญm tahem, tj. bez pลeruลกenรญ. Zรกroveล poloha drah pลรญhradovรฉ vรฝplnฤ musรญ splลovat propojenรญ vytiลกtฤnรฉho materiรกlu s obvodovรฝmi drahami, aby byla zachovรกna pevnost celรฉho profilu.
Na Obr. 5 lze vidฤt vytiลกtฤnou stฤnu odpovรญdajรญcรญ drahรกm zobrazenรฝm na Obr. 4. Zรกroveล lze na stฤnฤ vidฤt zhroucenรญ, tedy ztrรกtu stability vlivem rychlรฉho poklรกdรกnรญ vrstev, popis tรฉto situace viz nรญลพe.
2. Matematickรฝ model materiรกlu
Na vรฝtisk je kladeno nฤkolik poลพadavkลฏ, jako napล. stabilita, pevnost / รบnosnost, tvarovรก pลesnost atd. Tyto poลพadavky jsou kromฤ geometrie a struktury stฤn zรกvislรฉ pลedevลกรญm na vlastnostech tiskovรฉ smฤsi.
2.1 Materiรกl pro tisk
![Obr. 6: Poklรกdรกnรญ vrstvy betonovรฉ smฤsi pลi tisku budovy. Zdroj: [3]](/docu/clanky/0226/022690o13.jpg)
Obr. 6: Poklรกdรกnรญ vrstvy betonovรฉ smฤsi pลi tisku budovy. Zdroj: [3]
Pลi tisku budov se pouลพรญvรก technologie podobnรก FDM (Fused Deposition Modeling), kdy se tiskne vrstva po vrstvฤ. Pro zvรฝลกenรญ pevnosti vytiลกtฤnรฉho objektu je moลพnรฉ do smฤsi pลidat vรฝztuลพ, buฤ vlรกkna (napล. ocelovรก nebo polymerovรก) nebo konvenฤnรญ sklรกdanou ocelovou vรฝztuลพ. Smฤsi jsou speciรกlnฤ urฤenรฉ pro 3D tisk a majรญ specifickรฉ vlastnosti. Pลedevลกรญm musรญ bรฝt tisknutelnรฉ, ฤรญmลพ je myลกlena schopnost smฤsi tรฉct a vรกzat se, tendence k trhรกnรญ, stabilita vytiลกtฤnรฉ vrstvy atd. Pลรญklad vytiลกtฤnรฉ vrstvy splลujรญcรญ tyto poลพadavky je zobrazen na obrรกzku Obr. 6.
Dalลกรญm poลพadavkem na smฤs je pลesnฤ definovanรฝ prลฏbฤh vytvrdnutรญ vrstvy do poลพadovanรฉ pevnosti v ฤase. Prรกvฤ naladฤnรญ smฤsi do vรฝลกe zmรญnฤnรฝch parametrลฏ je pomฤrnฤ nรกroฤnรฉ, zรกleลพรญ na pomฤrech jednotlivรฝch sloลพek smฤsi a lze k tomu vyuลพรญt takรฉ speciรกlnรญch chemickรฝch lรกtek, kterรฉ urychlรญ, pลรญpadnฤ zpomalรญ nรกstup tvrdnutรญ smฤsi. Tiลกtฤnรก vrstva musรญ bรฝt jiลพ pลi poklรกdรกnรญ dostateฤnฤ stabilnรญ a v ideรกlnรญm pลรญpadฤ u nรญ musรญ dojรญt k nรกstupu tvrdnutรญ ihned po uloลพenรญ. Na druhou stranu nesmรญ vytvrdnout pลรญliลก rychle, aby se s nรกsledujรญcรญ vrstvou mohla spojit a byla tak zajiลกtฤna stabilita celรฉ tiลกtฤnรฉ konstrukce.
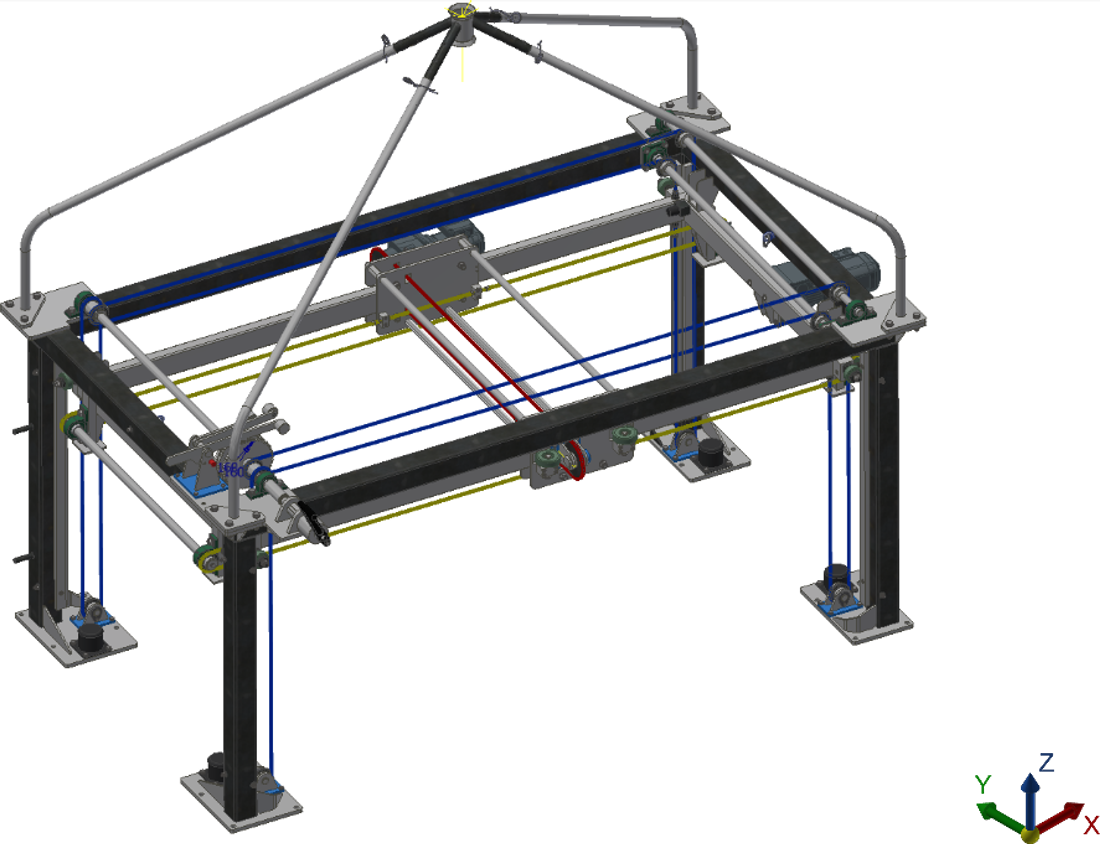
Obr. 7: Zkuลกebnรญ zaลรญzenรญ pro testovรกnรญ tiskovรฉ smฤsi
2.2 Zkuลกebnรญ zaลรญzenรญ
Pro testovรกnรญ tiskovรฉ smฤsi bylo navrลพeno zkuลกebnรญ zaลรญzenรญ, viz Obr. 7. Zaลรญzenรญ sestรกvรก z pevnรฉho rรกmu, rรกmu osy Z pohyblivรฉho ve svislรฉm smฤru, osy X, kterรก pojรญลพdรญ v podรฉlnรฉm smฤru a pลรญฤnฤ pohyblivรฉ osy Y. Kombinacรญ pohybลฏ tฤchto os je zajiลกtฤn pohyb tiskovรฉ trysky v pracovnรญm prostoru. Do zaลรญzenรญ vstupuje tiskovรก smฤs z mรญchacรญho zaลรญzenรญ hadicรญ uloลพenou v hornรญm prลฏvlaku a pลipojenou k tiskovรฉ trysce.
2.3 Experiment pro zjiลกtฤnรญ parametrลฏ materiรกlu
Matematickรฝ model materiรกlu je tvoลen parametry zjiลกtฤnรฝmi z experimentลฏ provedenรฝch na zkuลกebnรญm zaลรญzenรญ. Je navrลพena metodika pro zjiลกtฤnรญ sledovanรฝch parametrลฏ smฤsi. Sledovanรฉ parametry jsou:

Obr. 8: Detail zhroucenรญ vrstev
- Pevnost v tlaku
- Kvalita vrstvy v zรกvislosti na rychlosti posuvu
- Tisknutelnost po pลeruลกenรญ tisku
Pลi prvnรญm experimentu je mฤลena pevnost v tlaku vytisknutรฉ smฤsi v ฤase. Bฤhem tvrdnutรญ vytiลกtฤnรฉ smฤsi dochรกzรญ k nรกrustu pevnosti v tlaku. Tento รบdaj je dลฏleลพitรฝ z hlediska รบnosnosti vrstev, zรกleลพรญ na nฤm rychlost tisku a takรฉ vลฏbec realizovatelnost tisku s danou smฤsรญ pลi danรฉ velikosti vรฝtisku = dรฉlce drรกhy jednรฉ vrstvy. Pokud bude vรฝtisk pลรญliลก malรฝ a vrstva nestihne dostateฤnฤ rychle vytvrdnout a zรญskat dostateฤnou pevnost, aby unesla dalลกรญ vrstvu, dojde ke zhroucenรญ. Pลรญklad takovรฉho zhroucenรญ vrstev je vidฤt na Obr. 8.
Druhรฝ experiment spoฤรญvรก v testovรกnรญ rลฏznรฝch rychlostรญ posuvu a sledovรกnรญ kvality vrstvy. Pลi urฤitรฉ rychlosti posuvu se projevรญ napล. tendence k trhรกnรญ smฤsi pลi poklรกdรกnรญ.
Tลetรญ experiment sleduje tisknutelnost po pลeruลกenรญ tisku. Postupnฤ se zvyลกuje ฤas pลeruลกenรญ tisku a je sledovรกna vhodnost smฤsi pro tisk, zda nedegraduje a zda nezatvrdne v dopravnรญ cestฤ k trysce. Danรฝ experiment v podstatฤ simuluje pลeruลกenรญ tisku pลi pลejezdech nebo bฤhem technologickรฉ pลestรกvky. รdaj o tisknutelnosti je dลฏleลพitรฝ takรฉ z hlediska nรกrลฏstu poลพadovanรฉho vรฝkonu 3D tiskรกrny.
2.4 Matematickรฝ model vytisknutรฉ vrstvy
Na Obr. 9. lze vidฤt pลedpoklรกdanรฝ vรฝsledek prvnรญho experimentu. Vรฝchozรญm okamลพikem je zamรญchรกnรญ, kdy dojde k promรญsenรญ vลกech sloลพek smฤsi.
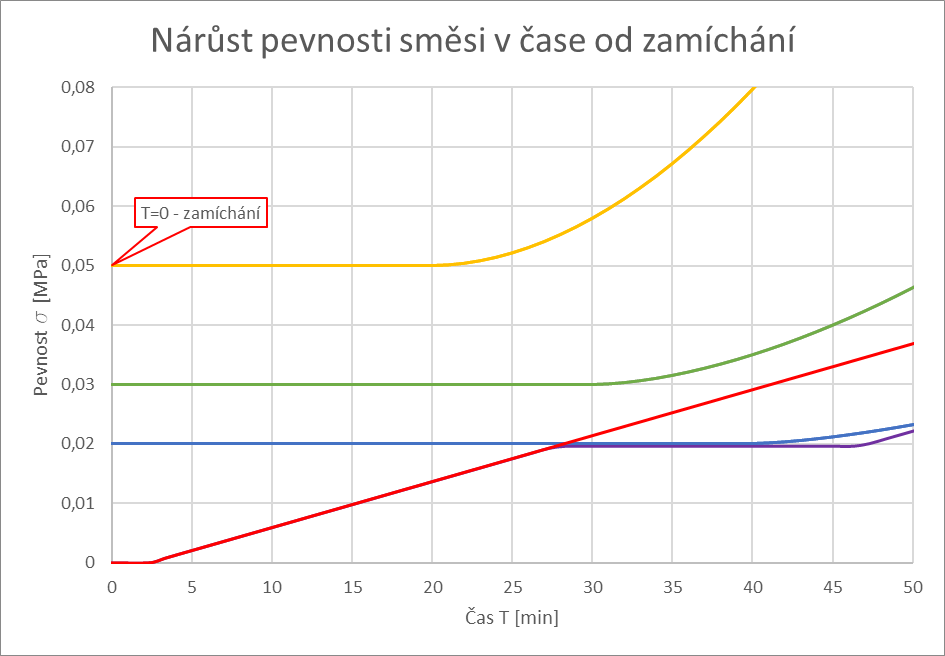
Obr. 9: Nรกrลฏst pevnosti smฤsi v ฤase od zamรญchรกnรญ
V grafu jsou zobrazeny tลi prลฏbฤhy (ลพlutรก, zelenรก a modrรก), ty pลedstavujรญ nรกrลฏst pevnosti smฤsรญ s rลฏznou rychlostรญ tvrdnutรญ. ลฝlutรก je nejrychlejลกรญ a modrรก naopak nejpomalejลกรญ smฤs. V urฤitรฉm ฤasovรฉm horizontu dosรกhnou vลกechny smฤsi pลibliลพnฤ shodnรฉ koneฤnรฉ pevnosti. ฤervenรก linka znรกzorลuje nรกrust tรญhy vytiลกtฤnรฝch vrstev. Na poฤรกtku je ฤasovรก prodleva pลedstavujรญcรญ dopravu smฤsi do trysky dopravnรญ cestou, po tento ฤasovรฝ รบsek nepลฏsobรญ na smฤs tรญha nรกsledujรญcรญch vrstev. Od okamลพiku uloลพenรญ smฤsi v danรฉ vrstvฤ narลฏstรก zatรญลพenรญ zpลฏsobenรฉ tรญhou nรกsledujรญcรญch vrstev. Pลi reรกlnรฉm tisku narลฏstรก toto zatรญลพenรญ samozลejmฤ skokovฤ, ve zmรญnฤnรฉm grafu je vลกak nรกrลฏst uvaลพovรกn kontinuรกlnรญ, lineรกrnรญ ihned od uloลพenรญ smฤsi.
Vรฝsledky dalลกรญch dvou experimentลฏ nelze zobrazit v grafu. Druhรฝ experiment je hodnocen na zรกkladฤ kvalitativnรญch parametrลฏ vytiลกtฤnรฉ smฤsi. Vรฝsledkem tลetรญho experimentu je maximรกlnรญ doba pลeruลกenรญ tisku.
3. Vliv parametrลฏ matematickรฉho modelu na generovรกnรญ G-kรณdu
Postprocesor na zรกkladฤ matematickรฉho modelu musรญ umฤt rozhodnout o vhodnosti smฤsi pro danรฝ vรฝtisk, resp. danou vrstvu ve vรฝtisku. Volba druhu smฤsi bude probรญhat pลedevลกรญm na zรกkladฤ velikosti tiลกtฤnรฉho objektu, resp. dรฉlky drรกhy danรฉ vrstvy. Smฤs vyznaฤenรก modrou linkou na Obr. 9. mรก poฤรกtek tuhnutรญ nastaven na 40 minut. Lze vidฤt, ลพe pokud bude vรฝtisk pลรญliลก malรฝch rozmฤrลฏ (dรฉlka drรกhy bude pลรญliลก krรกtkรก), bude dochรกzet pลi konstantnรญ rychlosti tisku k rychlรฉmu kladenรญ jednotlivรฝch vrstev, tj. k rychlรฉmu nรกrลฏstu zatรญลพenรญ danรฉ vrstvy. Pลรญrลฏstek zatรญลพenรญ bude tak velikรฝ, ลพe po cca 28 minutรกch dojde k pลekroฤenรญ pevnosti vrstvy a ke zborcenรญ vรฝtisku.
Naopak smฤs, jejรญลพ prลฏbฤh tuhnutรญ je vyznaฤen zelenou linkou je pro shodnฤ velikรฝ vรฝtisk a rychlost tisku vyhovujรญcรญ. V pลรญpadฤ, kdy prลฏbฤh zatรญลพenรญ od nรกsledujรญcรญch vrstev (ฤervenรก linka) leลพรญ pod prลฏbฤhem nรกrลฏstu pevnosti pลรญsluลกnรฉ smฤsi, stabilita vรฝtisku nenรญ ohroลพena.
Takรฉ zdรกnlivฤ nevyhovujรญcรญ smฤs (modrรก linka) dle vรฝลกe zmรญnฤnรฝch parametrลฏ je za urฤitรฝch podmรญnek pouลพitelnรก, nicmรฉnฤ jejรญ aplikace nebude z ฤasovรฉho hlediska efektivnรญ. Pokud bude maximรกlnรญ doba pลeruลกenรญ tisku pro smฤs oznaฤenou modลe dostateฤnฤ dlouhรก, je moลพnรฉ pลi meznรญ pevnosti tisk pลeruลกit a vyฤkat na poฤรกtek tvrdnutรญ jiลพ vytiลกtฤnรฝch vrstev a potรฉ pokraฤovat v tisku (fialovรก linka). Podobnฤ je moลพnรฉ dynamicky mฤnit rychlost tisku pro efektivnรญ vyuลพitรญ vlastnostรญ smฤsi, pokud pลi danรฝch rychlostech zลฏstane kvalita vytiลกtฤnรฉ smฤsi vyhovujรญcรญ (viz kap. 2.3).
Zรกvฤr
Pouลพitรญm bฤลพnรฝch postprocesorลฏ pro generovรกnรญ drah, resp. G-kรณdu se ztrรกcรญ informace o pลesnรฉ geometrii budovy a struktura stฤn nenรญ optimรกlnรญ. V prรกci je navrลพeno vytvoลenรญ novรฉho postprocesoru urฤenรฉho pลรญmo pro tisk budov ze smฤsรญ na bรกzi cementu. Navrhovanรฝ postprocesor zรญskรกvรก data o tiลกtฤnรฉ budovฤ z BIM. Po jejich analรฝze, nรกvrhu drรกhy tisku a optimalizaci generuje G-kรณd. Snaha o optimรกlnรญ vyuลพitรญ smฤsi a moลพnostรญ 3D tiskรกrny klade vรฝraznรฉ poลพadavky na postprocesor a vygenerovanรฝ G-kรณd. Postprocesor vhodnรฝ pro tisk budov obsahuje komplexnรญ matematickรฝ model materiรกlลฏ, z nichลพ nejvhodnฤjลกรญ pลiลadรญ pro tisk danรฉ vrstvy.
Tato prรกce byla podpoลena grantem TH04010143 3D TISKรRNA BUDOV A PREFABRIKOVANรCH KOMPONENT PRO STAVEBNICTVร 4.0.
Prameny
- MEHMET, Sakin, Yusuf Caner KIROGLU. 3D Printing of Buildings: Construction of the Sustainable Houses of the Future by BIM. Energy Procedia [online]. Ocotber 2017, 134, str. 702–711. [cit. 20.8.2020]. ISSN 1876-6102. Dostupnรฉ z: https://doi.org/10.1016/j.egypro.2017.09.562
- 3D Castle Completed [online]. Andrey Rudenko. [cit. 21.8.2020]. Dostupnรฉ z:
http://www.totalkustom.com/3d-castle-completed.html - 3D Printed House/Construction Materials: What Are They? | All3DP [online]. All3DP. [cit. 20.8.2020]. Dostupnรฉ z: https://all3dp.com/2/3d-printing-in-construction-what-are-3d-printed-houses-made-of/
- Apis Cor 3D printed in Dubai [online]. Apis Cor. [cit. 20.8.2020]. Dostupnรฉ z: https://www.apis-cor.com/dubai-project
- This On-Site 3D Printed House Took Only 45 Days | All3DP [online]. All3DP. [cit. 20.8.2020]. Dostupnรฉ z:
https://all3dp.com/21776-2/ - STL File Format (3D Printing) – Simply Explained | All3DP [online]. All3DP. [cit. 20.8.2020]. Dostupnรฉ z:
https://all3dp.com/what-is-stl-file-format-extension-3d-printing/ - POPIS NรVRHU POSTPROCESORU PRO GENEROVรNร G-KรDU 3D TISKรRNY BUDOV Z BETONOVรCH SMฤSร – Kamenickรฝ, J. – ล tรกdler, M., In: Recenzovanรฝ sbornรญk pลรญspฤvkลฏ z 20. odbornรฉ konference z cyklu Integrovanรฉ inลพenรฝrstvรญ v ลรญzenรญ prลฏmyslovรฝch podnikลฏ na tรฉma Aplikace a vyuลพitรญ modernรญch nรกstrojลฏ, metod a technologiรญ v praxi. Praha: Czech Technical University in Prague, 2020. p. 53–59. ISBN 978-80-01-06775-8
ฤlรกnek splลuje vลกechny parametry popularizaฤnรญho textu, doporuฤuji k vydรกnรญ. Technologie 3D tisku vidฤnรก pohledem strojรญch inลพenรฝrลฏ je pลeci jenom trochu jinรก, neลพ u stavaลลฏ. Spoluprรกce na tomto poli (a nejenom v automatizaci budov) bude jistฤ nezbytnรก.
3D printing technology has contribution in building automatization. Today, printed buildings for everyday usage already exist. 3D printers movements are controlled by G-code. These buildings are described geometrically and then it's transformed in G-code by postprocessor. That one for building printing must respect the properties of printing mixtures. This work designs new postprocessor for building printing. It must include mathematical model of material according to which G-code for specific building geometry will be generated. In the work are proposed experiments to find out parameters for mathematical material model.