Simulaฤnรญ metody jako predikฤnรญ nรกstroj pro nastavenรญ vlastnostรญ pelet pลi jejich vรฝrobฤ
Pลehrรกt audio verzi
Simulaฤnรญ metody jako predikฤnรญ nรกstroj pro nastavenรญ vlastnostรญ pelet pลi jejich vรฝrobฤ
00:00
00:00
1x
- 0.25x
- 0.5x
- 0.75x
- 1x
- 1.25x
- 1.5x
- 2x

Foto: Pexels
Pelety z biomasy a odpadnรญch materiรกlลฏ pลedstavujรญ vรฝznamnรฝ zdroj obnovitelnรฉ energie, pลiฤemลพ jejich efektivnรญ vyuลพitรญ zรกvisรญ nejen na energetickรฝch vlastnostech, ale takรฉ na jejich chovรกnรญ pลi manipulaci, skladovรกnรญ a dรกvkovรกnรญ. Tokovรฉ vlastnosti sypkรฝch materiรกlลฏ vรฝznamnฤ ovlivลujรญ provoz zรกsobnรญkลฏ a dopravnรญch systรฉmลฏ, kde mลฏลพe dochรกzet k problรฉmลฏm, jako je klenbovรกnรญ materiรกlu, vznik komรญnovรฉho proudฤnรญ nebo nerovnomฤrnรฉ vyprazdลovรกnรญ zรกsobnรญkลฏ. Jednรญm ze zรกkladnรญch parametrลฏ charakterizujรญcรญch tokovost sypkรฝch materiรกlลฏ je sypnรฝ รบhel, kterรฝ odrรกลพรญ interakce mezi jednotlivรฝmi ฤรกsticemi a stabilitu materiรกlu v sypkรฉm stavu.
1. รvod
V dneลกnรญ dobฤ je moลพnรฉ simulaฤnฤ zkoumat rลฏznรก dopravnรญ a skladovacรญ zaลรญzenรญ jeลกtฤ pลed jejich fyzickou vรฝrobou. Takovรฝ pลรญstup umoลพลuje nejen snรญลพit nรกklady na vรฝvoj, ale takรฉ lรฉpe porozumฤt chovรกnรญ materiรกlu v navrhovanรฉm zaลรญzenรญ jiลพ ve fรกzi nรกvrhu [1]. Zรกkladem je vytvoลenรญ 3D modelu zaลรญzenรญ (napล. zรกsobnรญku), definice sypkรฉho materiรกlu, mฤลenรญ jeho mechanicko-fyzikรกlnรญch vlastnostรญ v laboratoลi a vyuลพitรญ softwaru pro simulace metodou diskrรฉtnรญch prvkลฏ DEM (Discrete Element Method) [2].
Kvalita simulace zรกvisรญ na sprรกvnรฉm nastavenรญ vstupnรญch parametrลฏ materiรกlu [3], aby bylo moลพnรฉ vฤrnฤ zachytit procesy probรญhajรญcรญ uvnitล zaลรญzenรญ. Tyto parametry se stanovujรญ a ovฤลujรญ pomocรญ validaฤnรญch mฤลenรญ. Jednou z bฤลพnฤ pouลพรญvanรฝch metod je stanovenรญ sypnรฉho รบhlu partikulรกrnรญho materiรกlu [4]. Pลi tomto experimentu materiรกl po vysypรกnรญ na podloลพku vytvoลรญ kuลพel danรฉho sypnรฉho รบhlu, kterรฝ je nรกslednฤ porovnรกn se stejnรฝm procesem v simulaci. Shoda tฤchto hodnot naznaฤuje, ลพe model materiรกlu odpovรญdรก realitฤ alespoล v zรกkladnรญch situacรญch. Pokud je vลกak vyuลพito vฤtลกรญho mnoลพstvรญ validaฤnรญch metod [5], je moลพnรฉ se od tohoto zรกkladnรญho ovฤลenรญ posunout k detailnฤjลกรญmu pochopenรญ chovรกnรญ materiรกlu a detailnฤ analyzovat dฤje probรญhajรญcรญ uvnitล zรกsobnรญku [6].
Tato prรกce se zabรฝvรก analรฝzou tokovรฝch vlastnostรญ pelet o prลฏmฤrech 4 mm, 6 mm a 8 mm pomocรญ kombinace experimentรกlnรญch mฤลenรญ a numerickรฝch simulacรญ metodou DEM (EDEM Altair). Experimentรกlnรญ stanovenรญ sypnรฉho รบhlu bylo provedeno na tลech vzorcรญch reรกlnรฉho materiรกlu a nรกslednฤ vyuลพito pro kalibraci a validaci numerickรฉho modelu. V rรกmci simulacรญ byly pelety modelovรกny s geometrickรฝmi parametry odpovรญdajรญcรญmi reรกlnรฉmu materiรกlu a byl sledovรกn vliv rลฏznรฝch distribucรญ dรฉlky pelet na jejich tokovรฉ vlastnosti.
Po validaci modelu byly provedeny simulace vyprazdลovรกnรญ zรกsobnรญku, kterรฉ umoลพnily analyzovat charakter proudฤnรญ materiรกlu, prลฏbฤh vรฝsypu i moลพnรฉ poruchy toku [7]. Na zรกkladฤ porovnรกnรญ experimentรกlnรญch a simulaฤnรญch vรฝsledkลฏ byla vyhodnocena tokovost jednotlivรฝch velikostรญ pelet a identifikovรกny konfigurace ฤรกstic s nejvhodnฤjลกรญmi podmรญnkami proudฤnรญ [8].
Navrลพenรฝ pลรญstup ukazuje komplexnรญ pohled na chovรกnรญ pelet rลฏznรฝch prลฏmฤrลฏ a dรฉlek, s dลฏrazem na optimalizaci jejich dynamiky. Pลedstavuje moลพnosti vyuลพitรญ DEM simulacรญ podpoลenรฝch experimentรกlnรญm mฤลenรญm pro predikci chovรกnรญ peletizovanรฝch materiรกlลฏ a pลispรญvรก k nรกvrhu efektivnฤjลกรญch skladovacรญch a dopravnรญch systรฉmลฏ, napลรญklad v oblasti energetickรฉho vyuลพitรญ biomasy.
2. Materiรกl, metody a vรฝsledky
2.1 Pouลพitรฝ materiรกl

Obr. 1. Pouลพitรฉ vzorky vyrobenรฝch pelet (vlevo pelety 8 mm, uprostลed 6 mm a vpravo 4 mm)
Experimentรกlnรญ mฤลenรญ byla provedena na peletรกch vyrobenรฝch z biomasy vznikajรญcรญ pลi sklizni a zpracovรกnรญ makovice zahrnujรญcรญ slupky, zbytky rostlinnรฉho materiรกlu a semena (Obr. 1). Pro รบฤely analรฝzy byly pouลพity pelety o tลech rลฏznรฝch prลฏmฤrech: 4 mm, 6 mm a 8 mm. Kaลพdรก velikost byla reprezentovรกna tลemi vzorky, kterรฉ byly pลipraveny v rรกmci vรฝzkumnรฉ skupiny Sypkรฝch hmot centra ENET, CEET, Vล B-Technickรฉ univerzity Ostrava na peletizaฤnรญm lisu Stiler. U jednotlivรฝch vzorkลฏ byla sledovรกna takรฉ distribuce dรฉlek, kterรก mลฏลพe vรฝznamnฤ ovlivลovat jejich tokovรฉ vlastnosti. Pลed samotnรฝm provedenรญm experimentรกlnรญch mฤลenรญ byly vzorky vizuรกlnฤ zkontrolovรกny a zbaveny prachovรฝch ฤรกstic nebo mechanicky poลกkozenรฝch fragmentลฏ, kterรฉ by mohly ovlivnit vรฝsledky mฤลenรญ a mรญt negativnรญ vliv na pลesnost zรญskanรฝch dat.
2.2 Sypnรฝ รบhel
Tokovรฉ vlastnosti pelet byly experimentรกlnฤ hodnoceny pomocรญ hodnot sypnรฉho รบhlu. Tento parametr charakterizuje schopnost sypkรฉho materiรกlu vytvรกลet stabilnรญ kuลพel po volnรฉm nasypรกnรญ na rovnou podloลพku. Mฤลenรญ bylo provedeno metodou volnรฉho sypรกnรญ, kdy byl materiรกl nasypรกn z definovanรฉ vรฝลกky na rovnou plochu, ฤรญmลพ vznikl kuลพel sypkรฉho materiรกlu, kterรฝ byl nรกslednฤ vyhodnocen. Pro kaลพdรฝ vzorek bylo provedeno deset opakovรกnรญ mฤลenรญ a kaลพdรก hromada byla promฤลena z osmi stran pootoฤenรญ misky. Z namฤลenรฝch hodnot byl nรกslednฤ stanoven prลฏmฤrnรฝ sypnรฝ รบhel pro jednotlivรฉ velikosti pelet. Pro vyhodnocenรญ รบhlu byl vyuลพit software escope.

Obr. 2. Hromady vyrobenรฝch pelet (vlevo pelety 8mm, uprostลed 6mm a vpravo 4mm)
| REAL | AOR [ยฐ] | σsd [ยฐ] | Tokovรฉ vlastnosti |
|---|---|---|---|
| Pelety 8mm | 41.6 | 2.2 | Prลฏmฤrnรฝ aลพ vyhovujรญcรญ tok |
| Pelety 6mm | 39.0 | 1.8 | Prลฏmฤrnรฝ aลพ vyhovujรญcรญ tok |
| Pelety 4mm | 38.8 | 2.3 | Prลฏmฤrnรฝ aลพ vyhovujรญcรญ tok |
2.3 Numerickรฉ simulace metodou DEM
Pro analรฝzu tokovรฉho chovรกnรญ pelet byla pouลพita metoda diskrรฉtnรญch prvkลฏ DEM. Uvedenรก numerickรก metoda umoลพลuje simulovat pohyb jednotlivรฝch ฤรกstic a jejich vzรกjemnรฉ interakce bฤhem manipulace se sypkรฝm materiรกlem.

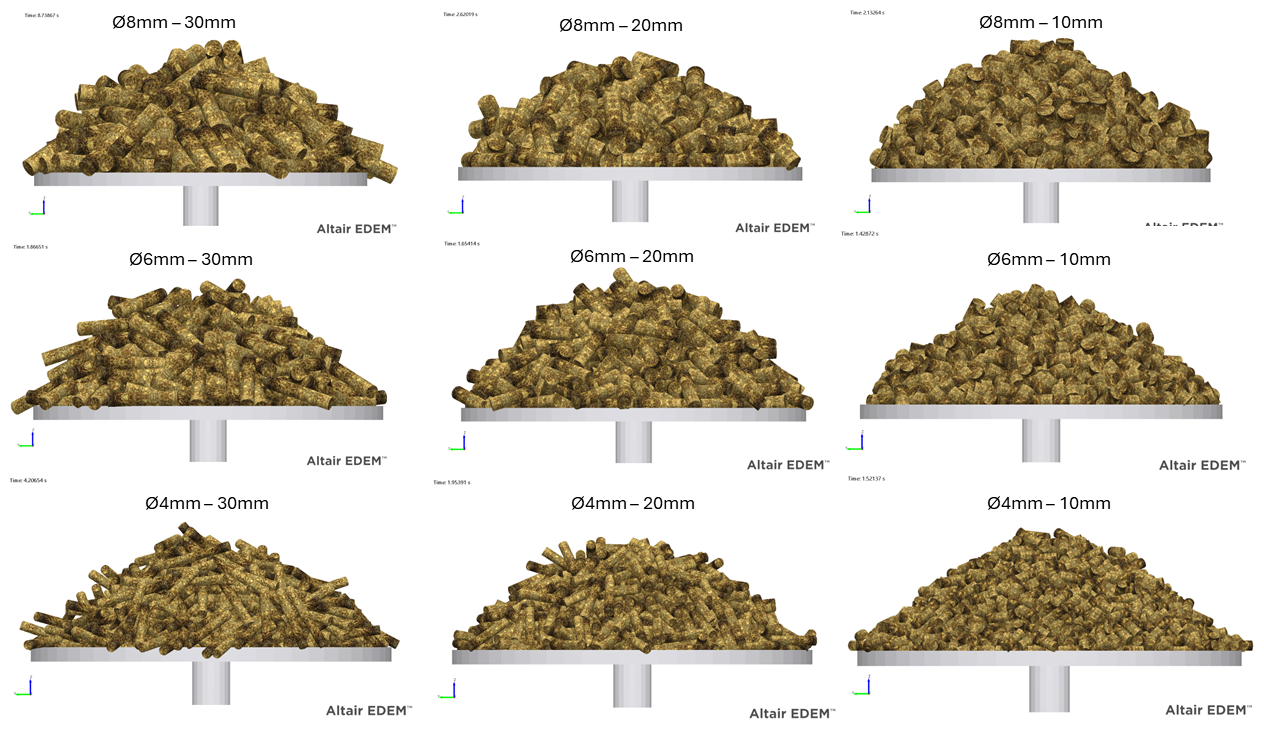
Obr. 3. Digitรกlnรญ vzorky hromad dle reรกlnรฝch pelet (vlevo pelety 8 mm, uprostลed 6 mm a vpravo 4 mm)
V simulaฤnรญm modelu byly pelety reprezentovรกny jako ฤรกstice odpovรญdajรญcรญ jejich reรกlnรฉmu prลฏmฤru (4, 6 a 8 mm). V rรกmci simulacรญ byly testovรกny reรกlnรฉ distribuce vzorkลฏ, a pro zajรญmavost takรฉ jednotlivรฉ dรฉlky v monodisperzi, aby bylo moลพnรฉ analyzovat jejich vliv na tokovรฉ vlastnosti . U reรกlnรฝch pelet byla zmฤลena dรฉlkovรก distribuce, kterรก byla nastavena dle tabulky 2. takรฉ pลi generovรกnรญ ฤรกstic v metodฤ DEM. Procentuรกlnรญ podรญl zastoupenรญ dรฉlek pelet byl urฤen odeฤรญtรกnรญm dรฉlek jednotlivรฝch pelet z celkovรฉho vzorku pro vลกechny tลi vzorky.
| Rozmฤr | PELETY 8mm | PELETY 6mm | PELETY 4mm | |||
|---|---|---|---|---|---|---|
| Dรฉlka [mm] | poฤet ฤ. [ks] | [%] | poฤet ฤ. [ks] | [%] | poฤet ฤ. [ks] | [%] |
| 45 | 0 | 0 | 0 | 0 | 6 | 0.52 |
| 40 | 0 | 0 | 0 | 0 | 27 | 2.33 |
| 35 | 0 | 0 | 0 | 0 | 65 | 5.6 |
| 30 | 29 | 6.89 | 15 | 1.77 | 98 | 8.45 |
| 25 | 98 | 23.28 | 64 | 7.56 | 215 | 18.53 |
| 20 | 93 | 22.09 | 214 | 25.27 | 309 | 26.64 |
| 15 | 57 | 13.54 | 257 | 30.34 | 307 | 26.47 |
| 10 | 144 | 34.2 | 297 | 35.06 | 133 | 11.47 |
| Celkem | 421 | 100 | 847 | 100 | 1160 | 100 |
Vyhodnocenรญ probรญhalo pomocรญ software Autodesk Inventor, kdy do prostลedรญ byly vloลพeny obrรกzky simulacรญ รบhlu a na nฤ byly naneseny pลรญmky, pomocรญ kterรฝch byl zakรณtovรกn sypnรฝ รบhel AOR (Angle of Repose) (Tabulka 3).
| DEM vzorky | AOR [ยฐ] | σsd [ยฐ] | Tokovรฉ vlastnosti |
|---|---|---|---|
| Pelety 8mm | 43.0 | 2.7 | Prลฏmฤrnรฝ aลพ vyhovujรญcรญ tok |
| Pelety 6mm | 41.7 | 2.6 | Prลฏmฤrnรฝ aลพ vyhovujรญcรญ tok |
| Pelety 4mm | 41.2 | 3.6 | Prลฏmฤrnรฝ aลพ vyhovujรญcรญ tok |
2.4 Validace simulaฤnรญho modelu
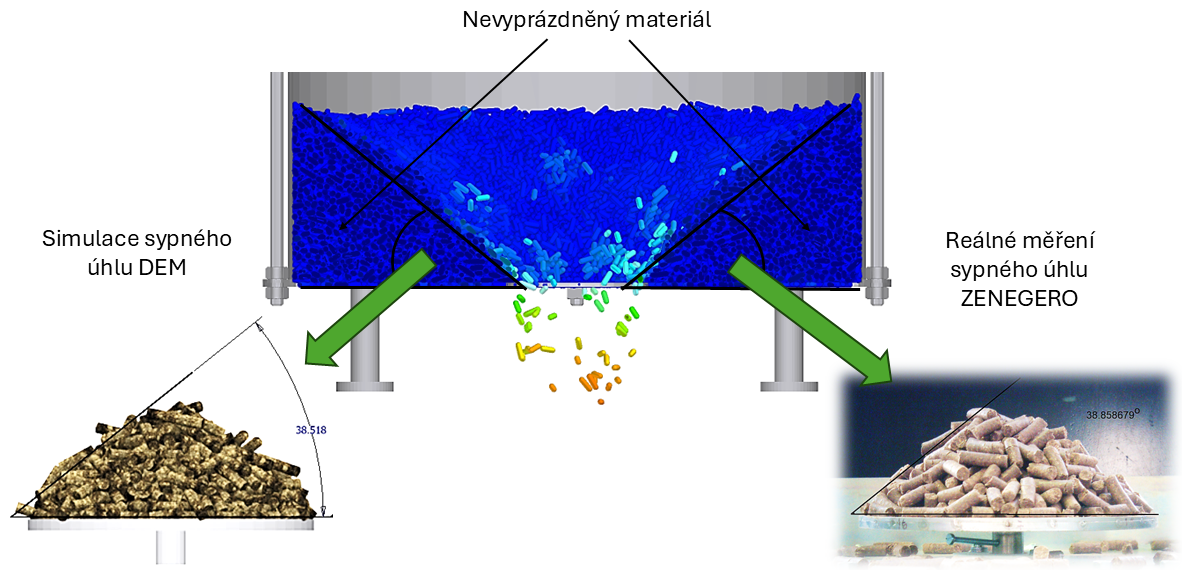
Pro ovฤลenรญ sprรกvnosti numerickรฉho modelu byla provedena validace DEM simulacรญ na zรกkladฤ experimentรกlnรญch mฤลenรญ. Zรกkladnรญ validaฤnรญ metoda simulacรญ DEM se provรกdรญ pomocรญ sypnรฉho รบhlu, kdy se nastavujรญ potลebnรฉ mechanicko-fyzikรกlnรญ vlastnosti a kontaktnรญ (tลecรญ) parametry simulovanรฉho materiรกlu. Tyto vlastnosti definujรญ danรฝ sypkรฝ materiรกl. Jeho charakteristiku, kontaktnรญ parametry, strukturu, reologickรฉ vlastnosti a chovรกnรญ pลi dopravฤ, manipulaci, รบpravฤ a skladovรกnรญ. Vyhodnocenรญ DEM simulace sypnรฉho รบhlu pro pelety o prลฏmฤru 8 mm je znรกzornฤno na obr. 4. Obrรกzek 5 ukazuje situaci pro reรกlnรฉ mฤลenรญ. Pro dalลกรญ prลฏmฤry jsou sypnรฉ รบhly uvedeny na obr. 6–9.
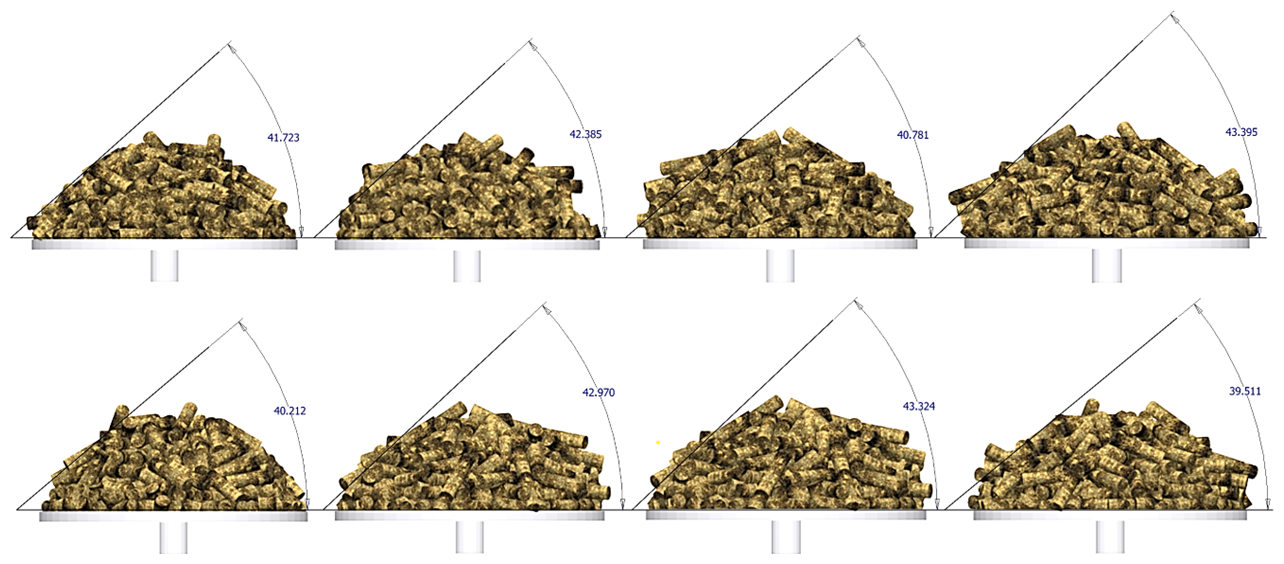
Obr. 4. Vyhodnocenรญ DEM simulace sypnรฉho รบhlu 8 mm pelet

Obr. 5. Vyhodnocenรญ reรกlnรฉho sypnรฉho รบhlu 8 mm pelet
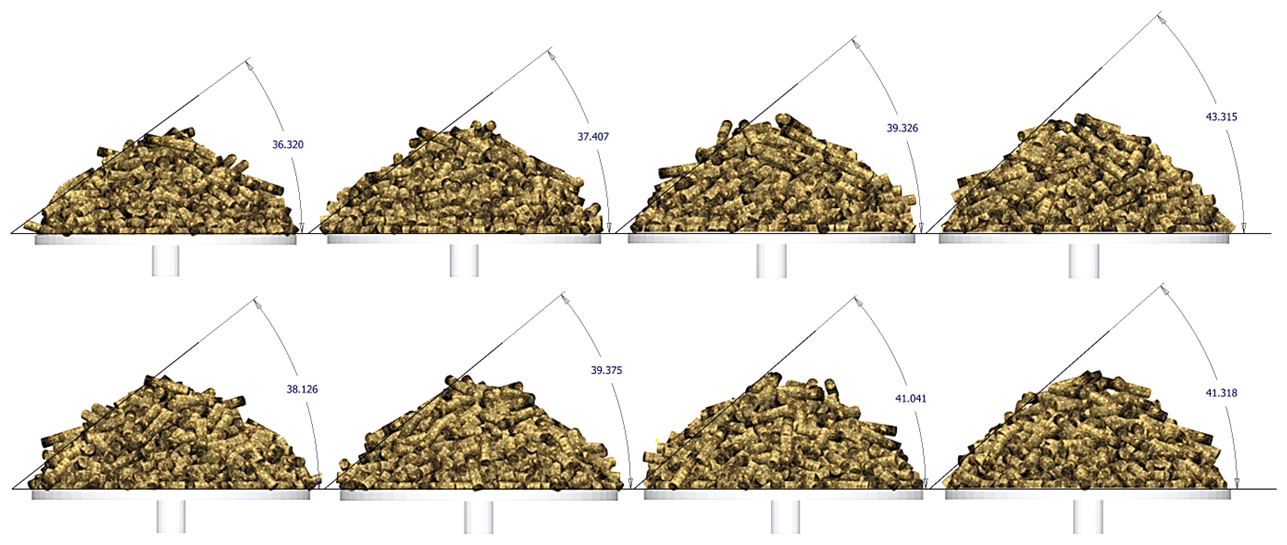
Obr. 6. Vyhodnocenรญ DEM simulace sypnรฉho รบhlu 6 mm pelet

Obr. 7. Vyhodnocenรญ reรกlnรฉho sypnรฉho รบhlu 6 mm pelet
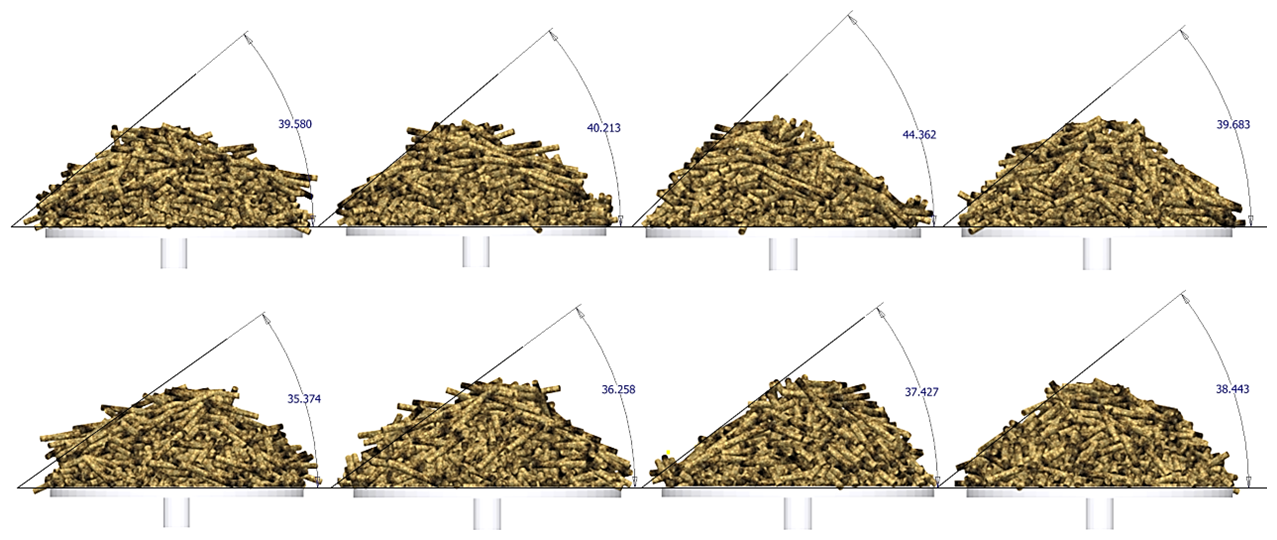
Obr. 8. Vyhodnocenรญ DEM simulace sypnรฉho รบhlu 4 mm pelet
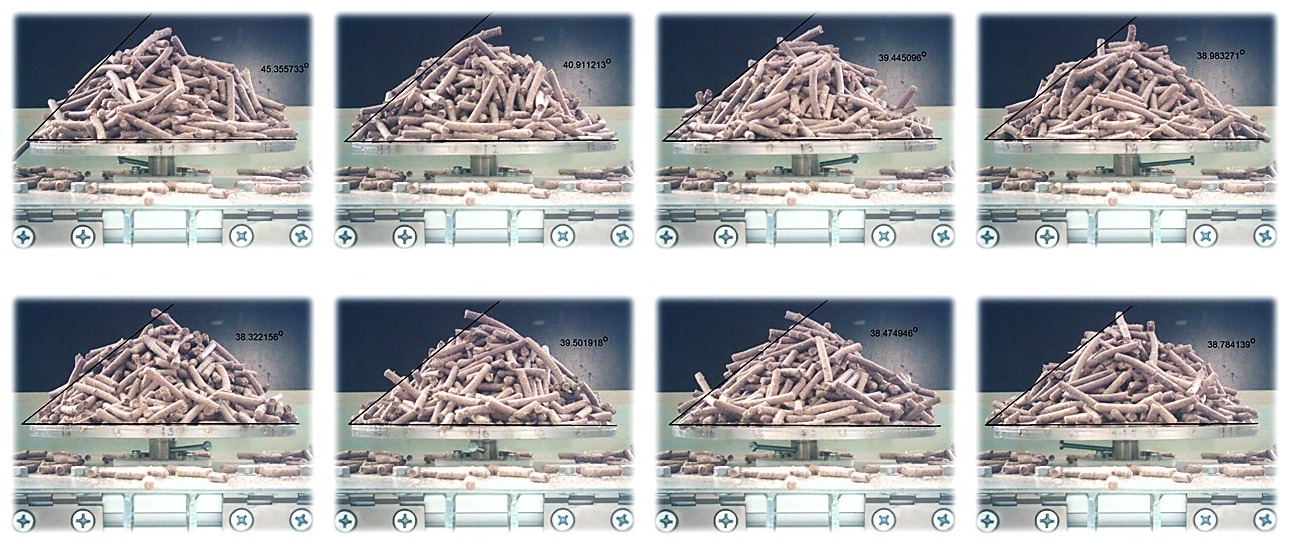
Obr. 9. Vyhodnocenรญ reรกlnรฉho sypnรฉho รบhlu 4 mm pelet
Vรฝsledky simulacรญ byly porovnรกny s hodnotami sypnรฉho รบhlu zรญskanรฝmi pลi experimentรกlnรญm mฤลenรญ. Simulaฤnรญ parametry, jako jsou koeficient tลenรญ mezi ฤรกsticemi nebo koeficient tลenรญ mezi ฤรกsticemi a stฤnou, byly postupnฤ upravovรกny tak, aby byl dosaลพen co nejlepลกรญ soulad mezi experimentรกlnรญmi a numerickรฝmi vรฝsledky.
Tento postup umoลพnil vytvoลit validovanรฝ simulaฤnรญ model, kterรฝ odpovรญdรก reรกlnรฉmu chovรกnรญ pelet. Na obr. 10 lze vidฤt, ลพe je moลพnรฉ vytvoลit a zkouลกet rลฏznรฉ velikosti pelet napลรญklad i v mono-disperzi v rรกmci jednotlivรฝch dรฉlek ฤรกstic.
Obr. 10. Simulaฤnรญ pokusy s rลฏznรฝmi dรฉlkami pelet v monodisperzi
| REAL AOR [ยฐ] | σsd [ยฐ] | DEM AOR [ยฐ] | σsd [ยฐ] | Odchylka REAL-DEM [%] | |
|---|---|---|---|---|---|
| Pelety 8mm | 41.6 | 2.2 | 41.8 | 1.39 | 0.5 |
| Pelety 6mm | 39.0 | 1.8 | 39.5 | 2.14 | 1.2 |
| Pelety 4mm | 38.8 | 2.3 | 38.9 | 2.61 | 0.3 |
2.5 Simulace vyprazdลovรกnรญ zรกsobnรญku
Simulace vyprazdลovรกnรญ byla provedena na 3D modelu reรกlnรฉho zรกsobnรญku s plochรฝm dnem, viz Obr. 11. Jednรก je o nerezovรฝ zรกsobnรญk s vnitลnรญm prลฏmฤrem 600 mm a vรฝลกkou 1 m, vyuลพรญvajรญcรญ se zejmรฉna v potravinรกลskรฉm a chemickรฉm prลฏmyslu. Pro tento vรฝzkum byl vybrรกn z dลฏvodu zjiลกtฤnรญ, zdali je velikosti vรฝpustnรฉho otvoru vhodnรก a zaruฤuje takรฉ plynulรฝ tok ฤรกstic vฤtลกรญch velikostรญ.

Obr. 11. Vlevo reรกlnรฝ zรกsobnรญk, uprostลed 3D model zรกsobnรญku a vpravo rozmฤrovรฝ vรฝkres
Po validaci modelu byly provedeny numerickรฉ simulace vyprazdลovรกnรญ zรกsobnรญku. Cรญlem tฤchto simulacรญ bylo analyzovat tok materiรกlu bฤhem vรฝsypu a identifikovat pลรญpadnรฉ problรฉmy, jako jsou: tvorba klenby, vznik kanรกlovรฉho proudฤnรญ, nerovnomฤrnรฝ tok materiรกlu. Simulace byly provedeny pro vลกechny tลi velikosti pelet a pro rลฏznรฉ varianty distribuce jejich dรฉlky. Na zรกkladฤ vรฝsledkลฏ bylo moลพnรฉ porovnat tokovost jednotlivรฝch materiรกlovรฝch konfiguracรญ a urฤit variantu, kterรก vykazuje nejlepลกรญ vlastnosti pลi vyprazdลovรกnรญ zรกsobnรญku. V rรกmci experimentu byl zรกsobnรญk naplnฤn celรฝ pลes generaฤnรญ roviny umรญstฤnรฉ v hornรญ ฤรกsti zรกsobnรญku, a to dle zjiลกtฤnรฉ dรฉlkovรฉ distribuce ฤรกstic pro pelety 8mm, 6mm a 4mm. Na obrรกzcรญch ze simulace (obr. 12) lze vidฤt patrnรฉ rozdรญly v toku materiรกlu jiลพ v samotnรฉm poฤรกtku vyprazdลovรกnรญ. Materiรกl vytvรกลรญ tokovรฉ elipsoidy, kterรฉ jsou patrnรฉ zmฤnou vektorovรฉ barevnรฉ mapy rychlostรญ. Kaลพdรก velikost materiรกlu mรก tyto elipsoidy jinak dlouhรฉ a ukazujรญ, jak velkรฝ majรญ dosah na pohyb materiรกlu. Pelety 8 mm se v 5 sekundฤ toku vyznaฤujรญ vรฝลกkou elipsoidu zhruba do pลฏlky vรฝลกky zรกsobnรญku, ale s klesajรญcรญm prลฏmฤrem a sloลพenรญm smฤsi se elipsoid zvฤtลกuje.
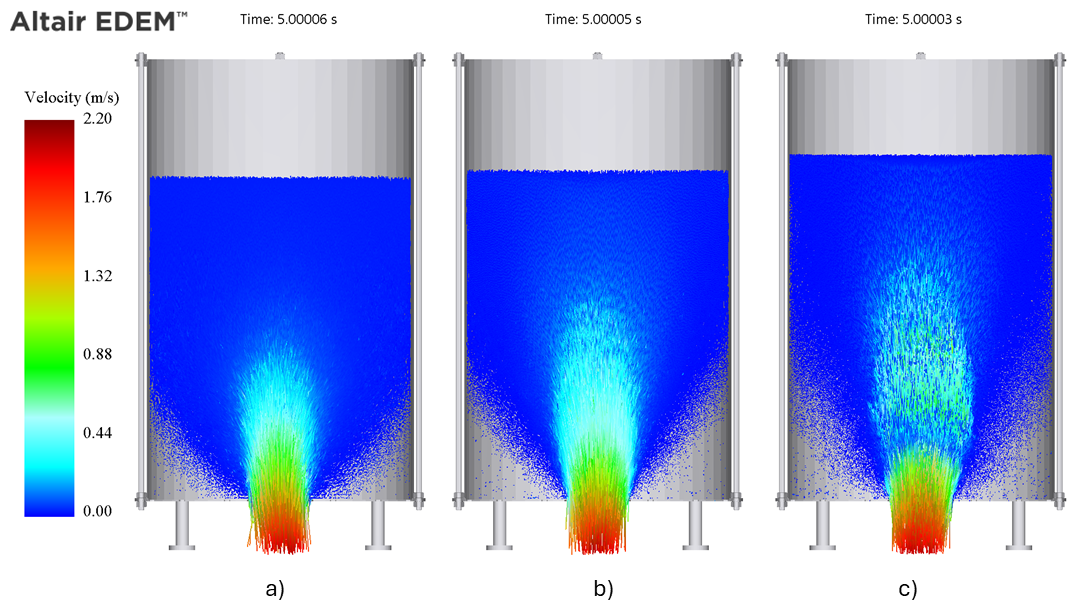
Obr. 12. Poฤรกteฤnรญ fรกze vyprazdลovรกnรญ a) pelety 8mm b) pelety 6mm c) pelety 4mm
Na dalลกรญ sadฤ obrรกzkลฏ (obr. 13) je patrnรฉ, ลพe prลฏbฤh toku se zmฤnil v nรกlevkovรฝ a jiลพ lze pozorovat dle hladin materiรกlลฏ rozdรญlnost rychlosti vyprazdลovรกnรญ, kdy nejpomalejลกรญ vyprazdลovรกnรญ je u pelet o prลฏmฤru 4 mm. Jsou takรฉ vidฤt pลesnรฉ tokovรฉ profily vyprazdลovรกnรญ pelet ze zรกsobnรญku, coลพ napomรกhรก k pลesnรฉmu urฤenรญ reakฤnรญch ฤasลฏ, rychlostรญ a vektoru pohybu pelet pลi vyprazdลovรกnรญ. Je zde patrnรฉ ลพe rychlost vyprazdลovรกnรญ u 8 mm a 6 mm pelet mรก podobnรฝ charakter s rozdรญlnรฝm rozloลพenรญm vektorลฏ pohybลฏ pelet uvnitล zรกsobnรญku. Velkรฝ vliv na vyprazdลovรกnรญ mรก zmenลกenรญ prลฏmฤru pelet na prลฏmฤr 4 mm. Je zde patrnรฉ, ลพe zรกsobnรญk se vyprazdลuje pomaleji a tokovรฝ profil se takรฉ zรบลพil. Hodnota reakฤnรญho รบhlu vysypรกvรกnรญ se zvรฝลกila.
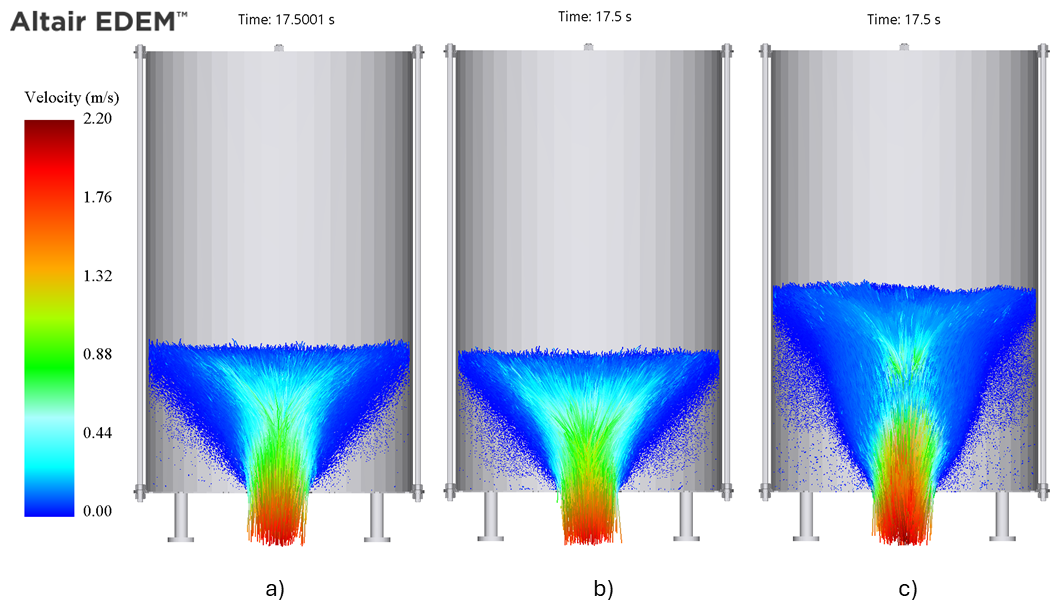
Obr. 13. Prลฏbฤh vyprazdลovรกnรญ a) pelety 8mm b) pelety 6mm c) pelety 4mm
Na poslednรญch snรญmcรญch obr. 14 vidรญme konec vyprazdลovรกnรญ, a vzhledem k tomu, ลพe mรก zรกsobnรญk rovnรฉ dno takรฉ zbytek materiรกlu, kterรฝ se ze zรกsobnรญku nevyprรกzdnรญ. Proto se pลi nรกvrhu zรกsobnรญku pลidรกvรก do konstrukce vรฝsypka, kterรก mรก รบhel sklonu vรฝpustฤ dimenzovanou na efektivnรญ รบhel dynamickรฉho vyprazdลovรกnรญ.
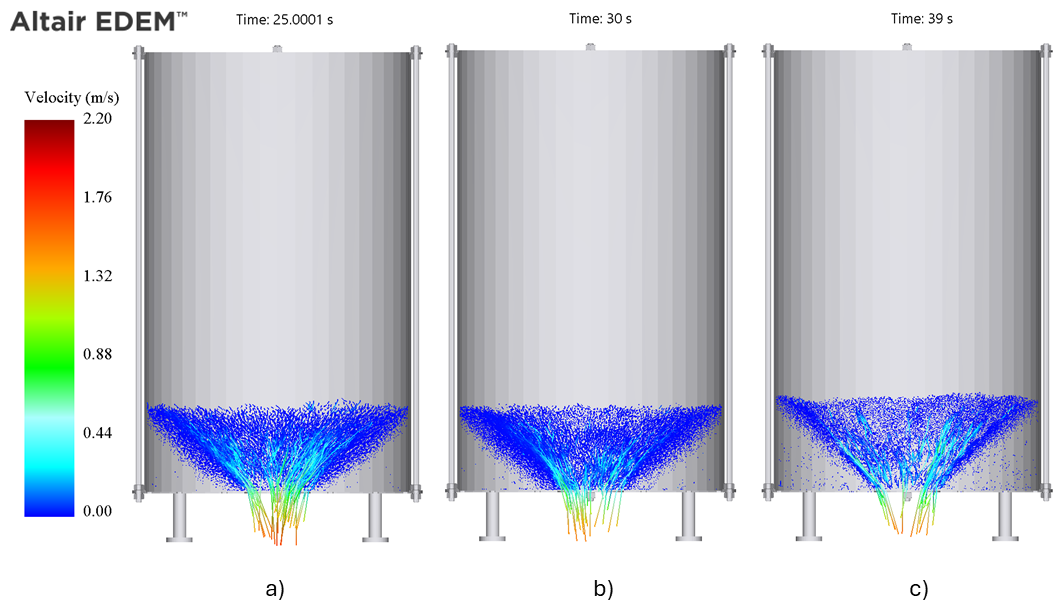
Obr. 14. Koneฤnรก fรกze vyprazdลovรกnรญ a) pelety 8mm b) pelety 6mm c) pelety 4mm
Tento materiรกl vytvรกลรญ sklonฤnou pลirozenou vรฝsypku a pokud chceme ze zรกsobnรญku vyprรกzdnit takรฉ tento materiรกl je tลeba navrhnout kuลพelovou vรฝsypku se sklonem vฤtลกรญm vลฏฤi dnu, neลพ mรก danรฝ sypkรฝ materiรกl. Ve vรฝsledcรญch simulace vidรญme, co se principiรกlnฤ v zรกsobnรญku dฤje a na zรกkladฤ toho je moลพnรฉ navrhnout, jak mรก zรกsobnรญk vypadat, aby bylo vyprazdลovรกnรญ materiรกlu co nejefektivnฤjลกรญ. Celkovรฝ ฤas vyprรกzdnฤnรญ zรกsobnรญku pro zkouลกenรฉ materiรกly je v tabulce 5.
| DEM | ฤas [s] | Poฤet ฤรกstic pลed vyprรกzdnฤnรญm [ks] | Poฤet ฤรกstic po vyprรกzdnฤnรญ [ks] |
|---|---|---|---|
| Pelety 8mm | 24 | 282 098 | 44 507 |
| Pelety 6mm | 29 | 433 657 | 65 270 |
| Pelety 4mm | 38 | 729 661 | 124 493 |
Tento ฤasovรฝ รบdaj je pro nรกvrh technologii velice dลฏleลพitรฝ, a takรฉ proto je vyuลพitรญ simulace efektivnรญ nรกstroj. Pokud budeme brรกt, ลพe na poฤรกtku je v zรกsobnรญku nasypรกno 729 661 4mm pelet, tak u 6mm pelet je mnoลพstvรญ pelet nasypanรฝch v zรกsobnรญku na poฤรกtku o 41 % mรฉnฤ a u 8mm pelet aลพ o 31 % mรฉnฤ. Podobnรฝ trend se vyskytl u poฤtu pelet, kterรฉ zลฏstaly v zรกsobnรญku po vysypรกnรญ (8mm pelet je o 64 % mรฉnฤ a 6mm pelet je o 48 % mรฉnฤ vลฏฤi 4mm peletรกm).
รhel sklonu svahu materiรกlu pลi vyprรกzdnฤnรญ se dรก takรฉ porovnat s mฤลenรญm sypnรฉho รบhlu. Uvedenรฉ รบhly by se mฤly shodovat (obr. 15).
Obr. 15. Pohled na pลirozenรฝ sklon vรฝsypky vytvoลenรฝ skladovanรฝm materiรกlem, nastavenรฝ dle sypnรฉho รบhlu
3. Zรกvฤr
Nรกvrh zaลรญzenรญ pro manipulaci a skladovรกnรญ sypkรฝch materiรกlลฏ pลedstavuje komplexnรญ inลพenรฝrskou รบlohu, kde i zdรกnlivฤ nevรฝznamnรฉ zmฤny materiรกlovรฝch vlastnostรญ mohou vรฉst k zรกsadnรญm provoznรญm problรฉmลฏm. Tradiฤnรญ pลรญstup zaloลพenรฝ vรฝhradnฤ na empirii a zkuลกenostech je v dneลกnรญ dobฤ stรกle ฤastฤji doplลovรกn, pลรญpadnฤ nahrazovรกn pokroฤilรฝmi numerickรฝmi metodami, mezi nimiลพ zaujรญmรก vรฝznamnรฉ mรญsto Discrete Element Method.
Vyuลพitรญ DEM simulacรญ umoลพลuje detailnรญ analรฝzu chovรกnรญ sypkรฉho materiรกlu v navrhovanรฉm zaลรญzenรญ jeลกtฤ pลed jeho fyzickou realizacรญ. Dรญky tomu lze identifikovat potenciรกlnรญ rizika, jako je klenbovรกnรญ, segregace nebo problematickรฝ tok, a souฤasnฤ optimalizovat konstrukฤnรญ parametry zaลรญzenรญ s cรญlem zajistit jeho spolehlivรฝ a efektivnรญ provoz. V tomto pลรญpadฤ bylo zjiลกtฤno, ลพe je testovanรฝ zรกsobnรญk pro vyrobenรฉ biopelety vhodnรฝ, coลพ je zรกsadnรญ zprรกva pro vรฝrobce i zรกkaznรญka. Vyuลพitรญ DEM simulacรญ vede nejen ke zvรฝลกenรญ provoznรญ bezpeฤnosti, ale takรฉ k vรฝznamnรฝm รบsporรกm nรกkladลฏ spojenรฝch s eliminacรญ dodateฤnรฝch รบprav ฤi neplรกnovanรฝch odstรกvek.
Zรกsadnรญ podmรญnkou pro dosaลพenรญ vฤrohodnรฝch vรฝsledkลฏ simulace je pouลพitรญ ovฤลenรฝch a experimentรกlnฤ kalibrovanรฝch vstupnรญch parametrลฏ. Pouze na zรกkladฤ kvalitnรญch materiรกlovรฝch dat lze zajistit, ลพe numerickรฝ model bude odpovรญdat reรกlnรฉmu chovรกnรญ systรฉmu a poskytne relevantnรญ podklady pro rozhodovรกnรญ v procesu nรกvrhu.
Podฤkovรกnรญ
Tato publikace je podpoลena v rรกmci projektu „Odpady jako alternativnรญ zdroj energie“, reg. ฤรญslo CZ.02.01.01/00/23_021/0008590 v rรกmci Operaฤnรญho programu Jan Amos Komenskรฝ a projektem ฤ. SQ0101010187 „Optimalizace alternativnรญch, obnovitelnรฝch tuhรฝch paliv pro snรญลพenรญ emisรญ TZL“ se stรกtnรญ podporou Technologickรฉ agentury ฤR v rรกmci Programu Prostลedรญ pro ลพivot, kterรฝ je financovรกn v rรกmci Nรกrodnรญho plรกnu obnovy z evropskรฉho Nรกstroje pro oลพivenรญ a odolnost.
Reference
- Gonzรกlez-Montellano, C., Ramรญrez-Gรณmez, ร., Gallego, E., Fuentes, J. M., & Ayuga, F. (2010). Discrete Element Modeling of a 3D Scale Silo With Hopper. 2010 Pittsburgh, Pennsylvania, June 20 - June 23, 2010.
https://doi.org/10.13031/2013.29977 - ลฝรญdek, M., Zegzulka, J., Jezerskรก, L., Rozbroj, J., Gelnar, D., & Neฤas, J. (2020). Simulation model of loading bin bottom by bulk material. Chemical Engineering Research and Design, 154, 151-161. https://doi.org/10.1016/j.cherd.2019.12.008
- Coetzee, C. and Katterfeld, A. (2023). Calibration of DEM Parameters. Simulations in Bulk Solids Handling, 1-40.
https://doi.org/10.1002/9783527835935.ch1 - Madrid, M. A., Fuentes, J. M., Ayuga, F., & Gallego, E. (2022). Determination of the Angle of Repose and Coefficient of Rolling Friction for Wood Pellets. Agronomy, 12(2), 424. https://doi.org/10.3390/agronomy12020424
- Gelnar, D. and Zegzulka, J. (2019). Discrete Element Method in the Design of Transport Systems.
https://doi.org/10.1007/978-3-030-05713-8 - Iroba, K. L., Mellmann, J., Weigler, F., Beblo, T., & Tsotsas, E. (2010). Particle velocity profiles and residence time distribution in mixed-flow grain dryers. Granular Matter, 13(2), 159-168. https://doi.org/10.1007/s10035-010-0222-7
- Xu, L., Wu, X., Liang, J., Wang, S., & Bao, S. (2023). Multi-level DEM study on silo discharge behaviors of non-spherical particles. Particuology, 82, 179-191. https://doi.org/10.1016/j.partic.2023.02.001
- Zhang, Z., Chen, T., Zhang, X., Liu, Z., Wang, Y., Li, D., … & Ge, C. (2026). Numerical Simulation of the Discharge Process in Pulverized Coal Silos Based on a Coarse-Grained DEM Method. Processes, 14(5), 833.
https://doi.org/10.3390/pr14050833