Moéƒnosti vyuéƒitûÙ speciûÀlná upravenûˋho nebezpeánûˋho odpadu jako plniva do polymernûÙ spûÀrovacûÙ hmoty
Tato prûÀce je zamáéena na ováéenûÙ moéƒnosti vyuéƒitûÙ speciûÀlná upravenûˋho nebezpeánûˋho odpadu, solidifikûÀtu, vzniklûˋho z vybranûˋ druhotnûˋ suroviny jako solidifikaánûÙho áinidla a nebezpeánûˋho odpadu (end-produktu), jako plniva do polymernûÙ spûÀrovacûÙ hmoty. Celková byly ováéovûÀny dvá technologie solidifikace, péiáeméƒ jednou z nich bylo mokrûˋ sbalkovûÀnûÙ surovin a druhou byla suchûÀ homogenizace. Jako vû§hodnájéÀûÙ se jevûÙ vyuéƒitûÙ technologie suchûˋ homogenizace, kterûÀ je ekonomicky mûˋná nûÀroánûÀ. Moéƒnost pouéƒitûÙ speciûÀlná upravenûˋho plniva byla ováéovûÀna vybranû§mi zkouéÀkami, z jejichéƒ vû§sledké₤ bylo zjiéÀtáno, éƒe spûÀrovacûÙ hmota vykazovala vysokûˋ pevnosti v tlaku, péibliéƒná 50 MPa, pevnosti v tahu za ohybu aéƒ kolem 20 MPa. VyvinutûÀ hmota vykazuje taky velmi dobrou soudréƒnost s tavenû§m áediáem.
álûÀnek byl ocenán a vydûÀn v rûÀmci 21. roánûÙku odbornûˋ konference doktorskûˋho studia Juniorstav.
1 ûvod
CûÙlem tûˋto prûÀce bylo ováéit moéƒnost vyuéƒitûÙ solidifikûÀtu vytvoéenûˋho z vybranûˋ druhotnûˋ suroviny jako solidifikaánûÙho áinidla a nebezpeánûˋho odpadu jako plniva do polymernûÙ spûÀrovacûÙ hmoty. Tato hmota bude uráena péedevéÀûÙm pro spûÀrovûÀnûÙ áediáovû§ch prvké₤ v kanalizaánûÙch stokûÀch a nákterû§ch pré₤myslovû§ch provozech, kde bude vystavena silnûˋmu chemickûˋmu agresivnûÙmu prostéedûÙ. V souvislosti s neustûÀlou produkcûÙ nebezpeánû§ch odpadé₤ v pré₤myslu a snahou co nejvûÙce zamezit sklûÀdkovûÀnûÙ táchto materiûÀlé₤ je potéeba najûÙt vhodnûˋ vyuéƒitûÙ takovû§chto nebezpeánû§ch odpadé₤. Nebezpeánû§ odpad byl upraven vhodnou technologiûÙ solidifikace za û¤áelem vzniku vhodnûˋho plniva pouéƒitelnûˋho do polymernûÙ spûÀrovacûÙ hmoty. V rûÀmci provedenûˋho vû§zkumu byly ováéovûÀny celkem dvá technologie solidifikace. Jednou z nich byla suchûÀ homogenizace surovin (solidifikaánûÙ technologie 1 – ST1) a druhou bylo mokrûˋ sbalkovûÀnûÙ surovin (solidifikaánûÙ technologie 2 – ST2). Solidifikace mokrû§m sbalkovûÀnûÙm byla provûÀdána zkrûÀpánûÙm vodou smási vytvoéenûˋ z nebezpeánûˋho odpadu, fluidnûÙho popûÙlku a cementu na granulaánûÙm talûÙéi. Takto vytvrzenûˋ a nûÀsledná vysuéÀenûˋ sbalky byly pak pomlety a v zûÀváru vzniklo velmi jemnûˋ plnivo v podobá solidfikûÀtu. Solidifikace suchou homogenizacûÙ byla provûÀdána dokonalû§m mûÙsenûÙm nebezpeánûˋho odpadu a fluidnûÙho popûÙlku v homogenizûÀtoru po dobu 24 hodin. Moéƒnost vyuéƒitûÙ takto speciûÀlná upravenûˋho plniva byla ováéovûÀna vybranû§mi zkouéÀkami, kterû§mi bylo stanovenûÙ pevnosti v tlaku a pevnosti v tahu za ohybu, stanovenûÙ péûÙdréƒnosti spûÀrovacûÙ hmoty k áediáovûˋ dlaéƒdici, stanovenûÙ pevnosti v tahu a pomárnûˋho prodlouéƒenûÙ péi péetréƒenûÙ, pomocûÙ optickûˋho mikroskopu bylo sledovûÀno rozloéƒenûÙ plniva v epoxidovûˋ matrici a takûˋ rozhranûÙ spojenûÙ spûÀrovacûÙ hmoty s áediáovou dlaéƒdicûÙ. Z vû§sledké₤ zkouéÀek pak bylo zjiéÀtáno, éƒe spûÀrovacûÙ hmota vykazovala velmi dobrûˋ pevnosti v tlaku okolo 50 MPa, pevnosti v tahu za ohybu okolo 20 MPa, pevnost v tahu okolo 18 MPa s pomárnû§m prodlouéƒenûÙm péi péetréƒenûÙ okolo 0,50 % a takûˋ mála velmi dobrou péûÙdréƒnost k áediáovûˋ dlaéƒbá. Z dé₤vodu moéƒnosti uvolnánûÙ nákterû§ch sloéƒek nebezpeánûˋho odpadu z plniva nelze tuto spûÀrovacûÙ hmotu pouéƒûÙvat do hygienicky áistû§ch provozé₤.
2 LiterûÀrnûÙ péehled/popis souáasnûˋho stavu
Pro vû§robu nejkvalitnájéÀûÙch spûÀrovacûÙch hmot do nûÀroánû§ch pré₤myslovû§ch provozé₤ se nejáastáji vyuéƒûÙvajûÙ pojiva na polymernûÙ bûÀzi, kterûˋ se vyznaáujûÙ velmi dobrou adhezûÙ k vátéÀiná materiûÀlé₤ [1]. Jedny z nejkvalitnájéÀûÙch pojiv jsou polymernûÙ pojiva na bûÀzi epoxidovûˋ pryskyéice (EP), kterûˋ vynikajûÙ vû§bornou péilnavostûÙ k vátéÀiná materiûÀlé₤, a po vytvrzenûÙ vynikajûÙ vû§bornû§mi fyzikûÀlná-mechanickû§mi vlastnostmi, minimûÀlnûÙm smréÀtánûÙm a dobrou chemickou odolnostûÙ [2][3]. Z tohoto dé₤vodu byla pro tento vû§zkum jako pojivo vybrûÀna prûÀvá polymernûÙ hmota na bûÀzi epoxidovûˋ pryskyéice (EP). VyuéƒitûÙm EP jako pojiva pro sprûÀvkovou hmotu se zabû§vali Hodul a kol. [4], kde sledovali moéƒnosti vyuéƒitûÙ denitrifikovanû§ch elektrûÀrenskû§ch popûÙlké₤ do sprûÀvkovû§ch hmot. Aby bylo moéƒnûˋ nebezpeánû§ odpad (NO) pouéƒûÙt jako plnivo do polymernûÙch hmot, je potéeba ho nejprve vhodná upravit. NejbáéƒnájéÀûÙm typem û¤pravy nebezpeánû§ch odpadé₤ (NO) je prûÀvá vû§éÀe zmûÙnánûÀ solidifikace (stabilizace) [5]. JednûÀ se o smûÙsenûÙ NO s reakánûÙmi áinidly, kterûÀ navûÀéƒou nebezpeánûˋ lûÀtky do pevnûˋ matrice, aby nedochûÀzelo k uvoléovûÀnûÙ kontaminovanû§ch sloéƒek do éƒivotnûÙho prostéedûÙ. Nejáastáji pouéƒûÙvanû§mi áinidly jsou vûÀpno, cement nebo elektrûÀrenskû§ popûÙlek. TûÙmto typem û¤pravy se jiéƒ takûˋ zabû§vali Hodul a kol. [6] v jejich experimentu, ve kterûˋm se zabû§vali solidifikacûÙ neutralizaánûÙch kalé₤. SolidifikacûÙ daléÀûÙch NO se zabû§vali i Lopûˋz a kol. [7], kteéûÙ se snaéƒili stabilizovat NO obsahujûÙcûÙ velkûˋ mnoéƒstvûÙ rtuti. Snahou je maximûÀlná vyuéƒûÙvat veéÀkerûˋ odpady, aby se co nejvûÙce omezilo jejich velice nûÀkladnûˋ upravovûÀnûÙ a sklûÀdkovûÀnûÙ, coéƒ péispûÙvûÀ k ochraná éƒivotnûÙho prostéedûÙ.
3 Metodika

Obr. 1 StanovovûÀnûÙ pevnosti v tahu za ohybu na zkuéÀebnûÙm lisu
V tûˋto áûÀsti jsou uvedeny zkuéÀebnûÙ postupy, kterû§mi bylo ováéovûÀno vyuéƒitûÙ upravenûˋho nebezpeánûˋho odpadu (NO), solidifikûÀtu, jako plniva do polymernûÙ spûÀrovacûÙ hmoty.
StanovenûÙ pevnosti v tahu za ohybu a pevnosti v tlaku
Tyto zkouéÀky byly provûÀdány podle normy áSN EN 13892-2 Metody zkouéÀenûÙ potárovû§ch materiûÀlé₤ – áûÀst 2: StanovenûÙ pevnosti v tahu za ohybu a v tlaku. Bylo zkouéÀeno 20%, 30% a 40% plnánûÙ spûÀrovacûÙ hmoty plnivem ze suchûˋ homogenizace a plnivem z technologie sbalkovûÀnûÙ. ZkouéÀky byly provûÀdány na zkuéÀebnûÙch trûÀmeácûÙch o rozmárech 20 × 20 × 100 mm (viz Obr. 1). Nejprve byla provûÀdána zkouéÀka stanovenûÙ pevnosti v tahu za ohybu a na zlomcûÙch trûÀmeáké₤ byla provûÀdána zkouéÀka stanovenûÙ pevnosti v tlaku.
StanovenûÙ tahovû§ch vlastnostûÙ
Tato zkouéÀka byla provûÀdána podle normy áSN EN ISO 527-1 StanovenûÙ tahovû§ch vlastnostûÙ – áûÀst 1: ZûÀkladnûÙ principy a áSN EN ISO 527-2 StanovenûÙ tahovû§ch vlastnostûÙ – áûÀst 2: ZkuéÀebnûÙ podmûÙnky pro tvûÀéenûˋ plasty. ZkouéÀka probûÙhala podle uvedenû§ch norem na speciûÀlnûÙch zkuéÀebnûÙch tálesech ve tvaru oboustrannû§ch léƒiáek (viz Obr. 2) na zkuéÀebnûÙm lise (viz Obr. 3). ZatáéƒovûÀnûÙ probûÙhalo rychlostûÙ 5 mm/min. Z namáéenû§ch hodnot byly spoáûÙtûÀny nejvyéÀéÀûÙ pevnost v tahu a pomárnûˋ prodlouéƒenûÙ péi nejvyéÀéÀûÙ pevnosti (péetréƒenûÙ).

Obr. 2 ZkuéÀebnûÙ tálesa pro stanovenûÙ tahovû§ch vlastnostûÙ

Obr. 3 ZatáéƒovûÀnûÙ zkuéÀebnûÙho tálesa tahovou sûÙlou v testovacûÙm zaéûÙzenûÙ
StanovenûÙ soudréƒnosti s áediáovou dlaéƒbou
Tato zkouéÀka byla provûÀdána podle normy áSN EN 1542 Vû§robky a systûˋmy pro ochranu a opravy betonovû§ch konstrukcûÙ – ZkuéÀebnûÙ metody – StanovenûÙ soudréƒnosti odtrhovou zkouéÀkou. Na povrch spûÀrovacûÙ hmoty byly nalepeny kovovûˋ teráe o pré₤máru 50 mm (viz Obr. 4), kterûˋ se po vytvrzenûÙ lepidla oéezaly do osmiû¤helnûÙku aéƒ do podkladnûÙ áediáovûˋ dlaéƒby. NûÀsledná byly pomocûÙ odtrhovûˋho zaéûÙzenûÙ DYNA Proceq Z16 (viz Obr. 5) teráe odtréƒeny a byla zjiéÀtána soudréƒnost spûÀrovacûÙ hmoty s áediáovou dlaéƒbou (Obr. 6).

Obr. 4 Nalepenûˋ a oéezanûˋ kovovûˋ teráe pro stanovenûÙ soudréƒnosti

Obr. 5 ProvûÀdánûÙ odtrhovûˋ zkouéÀky

Obr. 6 OdtréƒenûÀ spûÀrovacûÙ hmota od povrchu dlaéƒdice
SledovûÀnûÙ kontaktnûÙ zû°ny mezi spûÀrovacûÙ hmotou a áediáovou dlaéƒbou
Detail spojenûÙ spûÀrovacûÙ hmoty s povrchem áediáovûˋ dlaéƒby byl sledovûÀn pomocûÙ digitûÀlnûÙho mikroskopu WHX-950F. Tento digitûÀlnûÙ mikroskop mûÀ obrazovû§ snûÙmaá CMOS s virtuûÀlnûÙmi pixely 1600 (H) × 1200 (V), snûÙmkovacûÙ frekvenci 50 F/s a umoéƒéuje zvátéÀenûÙ aéƒ 200×. KontaktnûÙ zû°na byla pozorovûÀna péi zvátéÀenûÙ 20× a 200×.
4 Vû§sledky
V nûÀsledujûÙcûÙ sekci jsou interpretovûÀny vû§sledky provedenû§ch zkouéÀek v podobá grafickû§ch vû§stupé₤ a obrûÀzké₤.
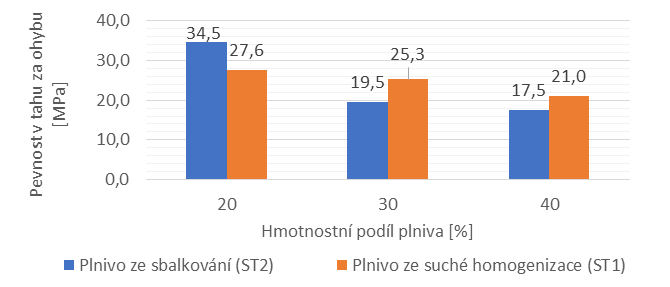
Obr. 7 Grafickûˋ zpracovûÀnûÙ vû§sledké₤ pevnosti v tahu za ohybu
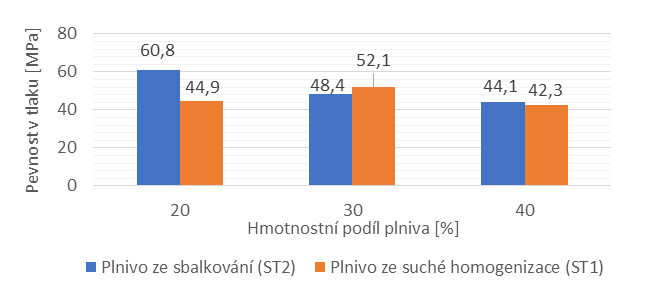
Obr. 8 Grafickûˋ zpracovûÀnûÙ vû§sledké₤ pevnosti v tlaku
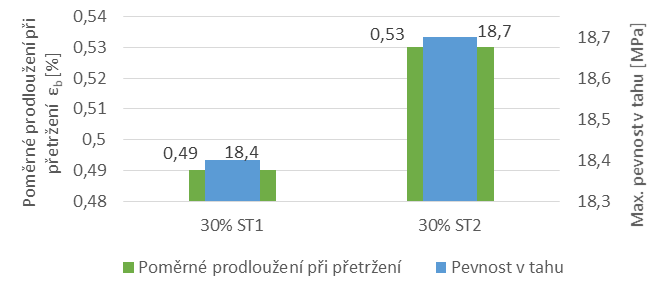
Obr. 9 Grafickûˋ zpracovûÀnûÙ vû§sledké₤ pevnosti v tahu a pomárnûˋho prodlouéƒenûÙ péi péetréƒenûÙ

Obr. 10 Grafickûˋ zpracovûÀnûÙ vû§sledké₤ soudréƒnosti spûÀrovacûÙ hmoty k áediáovûˋ dlaéƒbá

Obr. 11 Detail napojenûÙ vyvinutûˋ spûÀrovacûÙ hmoty (30% ST2) k tavenûˋmu áediái – zvátéÀenûÙ 20×

Obr. 12 Detail napojenûÙ vyvinutûˋ spûÀrovacûÙ hmoty (30% ST2) k tavenûˋmu áediái – zvátéÀenûÙ 200×
5 Diskuse
Z vû§sledké₤ provedenû§ch zkouéÀek vyplynulo, éƒe upravenû§ nebezpeánû§ odpad (NO) v podobá solidifikûÀtu se jevûÙ jako velice vhodnûˋ plnivo. V rûÀmci provedenûˋho vû§zkumu byl mimo jinûˋ takûˋ sledovûÀn vliv ré₤znû§ch solidifikaánûÙch technologiûÙ na vû§slednûˋ vlastnosti spûÀrovacûÙ hmoty. Bylo zjiéÀtáno, éƒe ve vátéÀiná péûÙpadech vykazovala lepéÀûÙ vlastnosti spûÀrovacûÙ hmota s plnivem vytvoéenû§m mokrû§m sbalkovûÀnûÙm. Tato skuteánost je pravdápodobná zpé₤sobena tûÙm, éƒe péi mokrûˋm sbalkovûÀnûÙ byl do solidifikaánûÙ smási péidûÀn taky cement, kterû§ zpé₤sobil, éƒe plnivo málo vyéÀéÀûÙ pevnost a doéÀlo k lepéÀûÙ inkorporaci polutanté₤. Péi porovnûÀnûÙ vû§slednû§ch hodnot je ale vidát, éƒe rozdûÙly v pevnostech jsou minimûÀlnûÙ, a vzhledem k sloéƒitájéÀûÙ, áasová nûÀroánájéÀûÙ a nûÀkladnájéÀûÙ technologii mokrûˋho sbalkovûÀnûÙ, je ekonomicky vû§hodnájéÀûÙ solidifikaánûÙ technologie suchûˋ homogenizace. Z vû§sledké₤ téûÙbodovûˋ pevnosti v tahu za ohybu (Obr. 7) a pevnosti v tlaku (Obr. 8) je vidát, éƒe s rostoucûÙm procentem plnánûÙ majûÙ vû§slednûˋ hodnoty spûÙéÀe klesajûÙcûÙ tendenci, a proto bylo pro daléÀûÙ zkouéÀenûÙ zvoleno 30% plnánûÙ, kterûˋ zaruáovalo relativná dobrûˋ vlastnosti a takûˋ pomárná vysokûˋ procento plnánûÙ. Pevnosti v tahu za ohybu se pohybovaly u hmoty s 30% plnánûÙm okolo 25 MPa a pevnosti v tlaku byly péibliéƒná 50 MPa. PosouzenûÙm vû§sledké₤ pevnosti v tahu a pomárnûˋho prodlouéƒenûÙ péi péetréƒenûÙ (Obr. 9) je zéejmûˋ, éƒe lepéÀûÙ pevnost vykazovala spûÀrovacûÙ hmota s plnivem péipravenûˋho mokrû§m sbalkovûÀnûÙm, nicmûˋná tento rozdûÙl je minimûÀlnûÙ. Pevnost v tahu se pohybovala okolo 18 MPa s pomárnû§m prodlouéƒenûÙm péi péetréƒenûÙ 0,50 %. Péi zjiéÀéËovûÀnûÙ soudréƒnosti spûÀrovacûÙ hmoty s áediáovou dlaéƒbou bylo zjiéÀtáno, éƒe soudréƒnost je 3,48 MPa, coéƒ je pomárná vysokûÀ hodnota soudréƒnosti, a takûˋ zde bylo zjiéÀtáno, éƒe rozdûÙl mezi hmotami s ré₤zná péipravenû§mi plnivy je minimûÀlnûÙ (Obr. 10). Pro zjiéÀtánûÙ detailu napojenûÙ spûÀrovacûÙ hmoty a áediáovûˋ dlaéƒby byla pomocûÙ digitûÀlnûÙho mikroskopu sledovûÀna kontaktnûÙ zû°na támito materiûÀly. Péi zvátéÀenûÙ 20× (Obr. 11) byly pozorovatelnûˋ vzduchovûˋ pû°ry ve spûÀrovacûÙ hmotá vzniklûˋ v dé₤sledku mûÙchûÀnûÙ, ale v kontaktnûÙ zû°ná spûÀrovacûÙ hmota-áediáovûÀ dlaéƒba nebyly pozorovûÀny éƒûÀdnûˋ imperfekce. Pro jeéÀtá detailnájéÀûÙ pozorovûÀnûÙ napojenûÙ spûÀrovacûÙ hmoty na áediáovou dlaéƒbu bylo zvoleno zvátéÀenûÙ aéƒ 200× (Obr. 12), kde bylo jeéÀtá lûˋpe vidát dokonalûˋ péilnutûÙ spûÀrovacûÙ hmoty k dlaéƒbá, kdy hmota dokonale kopûÙruje nerovnosti povrchu dlaéƒby. Mimo jinûˋ péi takovûˋmto zvátéÀenûÙ je jiéƒ pomárná dobée pozorovatelnûÀ struktura jak spûÀrovacûÙ hmoty, tak áediáovûˋ dlaéƒby. Ve struktuée spûÀrovacûÙ hmoty je vidát, éƒe plnivo je dokonale rozloéƒeno v celûˋm objemu epoxidovûˋ matrice a nedochûÀzûÙ ke vzniku shluké₤.
6 ZûÀvár
Z provedenûˋho vû§zkumu, kterû§ se zabû§val zjiéÀtánûÙm moéƒnostûÙ vyuéƒitûÙm speciûÀlná upravenûˋho nebezpeánûˋho odpadu (solidifikûÀtu) jako plniva do polymernûÙ spûÀrovacûÙ hmoty vyplynulo, éƒe takto upravenû§ solidifikûÀt se jevûÙ, jako velice vhodnûˋ plnivo. Byly porovnûÀvûÀny celkem dvá navréƒenûˋ technologie solidifikace, péiáeméƒ jednou technologiûÙ bylo mokrûˋ sbalkovûÀnûÙ a druhou suchûÀ homogenizace. Vzhledem ke skuteánosti, éƒe vû§sledky s obáma takto péipravenû§mi plnivy byly velice podobnûˋ a druh solidifikaánûÙ technologie nemál éƒûÀdnû§ vû§raznû§ vliv na vû§slednûˋ fyzikûÀlná mechanickûˋ vlastnosti spûÀrovacûÙ hmoty, tak se jevûÙ jako ekonomicky vû§hodnájéÀûÙ technologie suchûˋ homogenizace. Jako ideûÀlnûÙ procento plnánûÙ bylo zvoleno 30% plnánûÙ epoxidovûˋ pryskyéice (EP), kterûˋ zaruáovalo dosaéƒenûÙ velice dobrû§ch vû§slednû§ch pevnostûÙ péi pouéƒitûÙ pomárná znaánûˋho objemu plniva obsahujûÙcûÙho nebezpeánû§ odpad (NO). To mûÀ za nûÀsledek snûÙéƒenûÙ potéebnûˋho mnoéƒstvûÙ drahûˋ EP, áûÙméƒ dojde ke zlevnánûÙ celkovûˋ ceny hmoty. VyuéƒûÙvanûÙ vhodnûˋho NO a druhotnû§ch surovin dûÀle péispûÙvûÀ k omezenûÙ sklûÀdkovûÀnûÙ táchto materiûÀlé₤ a sniéƒovûÀnûÙ ekologickû§ch zûÀtáéƒûÙ. Celková bylo zjiéÀtáno, éƒe zkouéÀenûÀ spûÀrovacûÙ hmota s takto upravenû§m plnivem vykazovala velice dobrûˋ vû§slednûˋ pevnosti a péûÙdréƒnosti k velmi tvrdûˋ a hladkûˋ áediáovûˋ dlaéƒbá. DaléÀûÙ fûÀzûÙ éeéÀenûˋho vû§zkumu by málo bû§t ováéenûÙ chemickûˋ odolnosti vyvinutûˋ spûÀrovacûÙ hmoty a takûˋ stanovenûÙ odolnost vé₤ái obrusu.
PodákovûÀnûÙ
Tato prûÀce byla vypracovûÀna v rûÀmci specifickûˋho vû§zkumu FAST-J-18-5265 „Vû§zkum speciûÀlnûÙ spûÀrovacûÙ hmoty na polymernûÙ bûÀzi s vyuéƒitûÙm druhotnû§ch surovin a nebezpeánû§ch odpadé₤“ a v rûÀmci projektu FV20303 „ProgresivnûÙ polymernûÙ hmoty s vyuéƒitûÙm druhotnû§ch surovin a nebezpeánû§ch odpadé₤ do chemicky silná agresivnûÙho prostéedûÙ“.
Pouéƒitûˋ zdroje
- PROLONGO, Silvia G., ROSARIO, Gilberto del a UREéA, Alejandro. Comparative study on the adhesive properties of different epoxy resins. International Journal of Adhesion & Adhesives. 2006, vol. 26, no. 26, pp. 125–132.
- MESHRAM, Prashant, SAHU, Sonika, ANSARI, Mohd. Zahid a MUKHERJEE, Sujoy. Study on mechanical properties of epoxy and nylon/epoxy composite. Materialstoday: Proceedings. 2018, vol. 5, no. 1, pp. 5925–5932.
- LEE, Henry a NEVILLE, Kris. Handbook of Epoxy Resins. New York: McGraw-Hill, 1967.
- HODUL, Jakub, DROCHYTKA, Rostislav a HODNû, Jana. Experimental verification of utilization of fly ash from the glue gas denitrification process as a filler to epoxy patching mortar. Procedia engineering. 2017, pp. 134–-141.
- BONE, Brian, BERNARD, Lindsay, BOARDMAN, David, CAREY, Paula, HILLS, Colin, JONES, Hilary, MACLEOD, Cecilia a TYRER, Mark. Review of scientific literature on the use of stabilisation/solidification for the treatment of contamined soil, solid waste and sludges. 2004.
- HODUL, Jakub, DOHNûLKOVû, Boéƒena a DROCHYTKA, Rostislav. Solidification of hazardous waste with the aim of material utilization of solidification products. Procedia Engineering. 2015, vol.108, pp. 639–646.
- LOPûZ, Fûˋlix A., ALGUACIL, Francisco J., RODRûGUEZ, Olga, SIERRA, MûÀria Josûˋ a MILLûN, RocûÙo. Mercury leaching from hazardous industrial wastes stabilized by sulfur polymer encapsulation. Waste Management. 2015, vol. 35, pp. 301–306.
This work is focused on the verification of the possibility of using specially modified hazardous waste, solidification product, formed from selected secondary raw materials as solidifying agent and hazardous waste (end-product) as a filler in polymer grout joint material. Totally, two solidification technologies were verified, the first one was wet granulation of raw materials and another one was dry homogenization. It is more advantageous to use dry homogenization technology, which is economically less demanding. The possibility of using a specially modified filler was verified by the appropriate tests, and results showed that the grout joint showed high compressive strength of approximately 50 MPa, flexural strength up to about 20 MPa. Developed material can also be characterized by very good cohesion with the cast basalt.