Moลพnost efektivnรญho vyuลพitรญ druhotnรฝch surovin v technologii vรฝroby pรญskovรฉho pรณrobetonu

ilustraฤnรญ snรญmek © Loraliu - Fotolia.com
Pouลพitรญm vhodnรฝch druhotnรฝch surovin je moลพnรฉ snรญลพit objemovou hmotnost pรณrobetonu pลi zachovรกnรญ fyzikรกlnฤ-mechanickรฝch vlastnostรญ, napล. pevnosti. Dรญky tomu se snรญลพรญ celkovรก hmotnost konstrukce a je moลพnรฉ ลกirลกรญ vyuลพitรญ napลรญklad pลi aplikacรญch materiรกlu za รบฤelem snรญลพenรญ zatรญลพenรญ nenosnรฝch stฤn nebo u nadstaveb domลฏ. Zkoumรกno bylo pลedevลกรญm vyuลพitรญ 10%, 30% a 50% pลรญmฤsi fluidnรญch รบletovรฝch i loลพovรฝch popelovin a ลกkvรกry, vzniklรฉ pลi vysokoteplotnรญm spalovรกnรญ v pรณrobetonu. Pรณrobeton s pลรญmฤsรญ druhotnรฝch surovin byl oลกetลovรกn v hydrotermรกlnรญch podmรญnkรกch autoklรกvu pลi 7hodinovรฉ izotermnรญ vรฝdrลพi na 190 ยฐC. Vรฝsledky ukรกzaly, ลพe mnoลพstvรญ pลรญmฤsi fluidnรญho รบletovรฉho a loลพovรฉho popele i ลกkvรกry mรก vliv na reologickรฉ vlastnosti. Vรฝzkum ukรกzal, ลพe 10% vyuลพitรญ pลรญmฤsi druhotnรฝch surovin vรฝraznฤ neovlivnรญ fyzikรกlnรญ vlastnosti vzorkลฏ.
1. รvod
Pรณrobeton dรญky svรฉ pรณrovรฉ struktuลe ลadรญme mezi lehkรฉ stavebnรญ materiรกly a je tedy vhodnรฝ napลรญklad pro rekonstrukce bytovรฝch jednotek, nadstavby rodinnรฝch domลฏ, pro vytvรกลenรญ protipoลพรกrnรญ ochrany. Konkurencenฤnรญ prostลedรญ velkรฝch firem vytvรกลรญ tlak na co nejniลพลกรญ vรฝrobnรญ nรกklady pลi nezmฤnฤnรฉ kvalitฤ produktลฏ. To vede v poslednรญ dobฤ k tendencรญm ฤรกsteฤnฤ nahrazovat primรกrnรญ suroviny surovinami druhotnรฝmi, technologie a vรฝrobnรญ procesy pลitom zลฏstรกvajรญ zachovรกny. Ke snรญลพenรญ nรกkladลฏ spojenรฝch s vรฝrobou je takรฉ vhodnรฉ zkrรกcenรญ doby autoklรกvovรกnรญ, kterรฉ je po ekonomickรฉ strรกnce velmi nรกkladnรฉ. Pro efektivnรญ vyuลพitรญ druhotnรฝch surovin bylo vhodnฤ vyuลพito spoluprรกce Vysokรฉho uฤenรญ technickรฉho v Brnฤ s Vysokou ลกkolou Bรกลskou, konkrรฉtnฤ Ing. Majstrรญkovou pลi spoleฤnรฉm ลeลกenรญ studie vyuลพitรญ druhotnรฝch surovin v cementovรฉ matrici.
Popรญlky jsou nejjemnฤjลกรญ zbytky ze spalovรกnรญ uhlรญ, kterรฉ jsou zachycovรกny v odluฤovaฤรญch. Dosahujรญ zrnitosti 0,001–1 mm. [1] Popรญlek je heterogennรญ smฤs ฤรกstic jenลพ se liลกรญ tvarem, velikostรญ a chemickรฝm sloลพenรญm. [3][4] Pลi klasickรฉm vysokoteplotnรญm spalovรกnรญ vznikรก vedle popรญlku takรฉ ลกkvรกra. ล kvรกra je hrubลกรญ frakce a podle dosavadnรญch studiรญ pลi nรกhradฤ kลemiฤitรฉho pรญsku ลกkvรกrou dochรกzรญ k vytvรกลenรญ vฤtลกรญho mnoลพstvรญ tobermoritu, dรญky pucolรกnovรฉ aktivitฤ. [2][5]
Fluidnรญ ohniลกtฤ spalujรญ drcenรฉ palivo vnรกลกenรฉ vzestupnรฝm proudem spalovacรญho vzduchu a vznikajรญcรญch spalin tak, ลพe zrna paliva se vyhoลรญvรกnรญm postupnฤ zmenลกujรญ. Vznikajรญcรญ popรญlek je vynรกลกen do urฤitรฉ vรฝลกky, kdy vlivem rozลกiลujรญcรญho se prลฏลezu ohniลกtฤ poklesne rychlost nosnรฉho mรฉdia na hodnotu rychlosti vznosu. ฤรกstice neustรกle vรญลรญ kolem svรฉ rovnovรกลพnรฉ polohy. Tuhรฉ zbytky po spรกlenรญ se nesmรญ spรฉkat, to znamenรก, ลพe musรญ mรญt maximรกlnรญ teplotu niลพลกรญ neลพ je teplota mฤknutรญ popelovin. Spalovรกnรญ probรญhรก pลi teplotรกch okolo 850 ยฐC. Ve fluidnรญm ohniลกti vznikajรญ fluidnรญ popรญlky, kterรฉ se dฤlรญ podle jemnosti na รบletovรฝ popรญlek a loลพovรฝ popel. U fluidnรญho popรญlku nedochรกzรญ k protavovรกnรญ popรญlkovรฝch ฤรกstic, zrna zลฏstรกvajรญ porรฉznรญ, majรญ vrstevnatou strukturu, velkรฝ mฤrnรฝ povrch. Fluidnรญ popรญlky obsahujรญ vฤtลกรญ mnoลพstvรญ SO3, kterรฝ je zejmรฉna ve formฤ anhydritu. Ten mรก podobnรฉ vlastnosti jako sรกdrovec a z toho dลฏvodu teoreticky nenรญ potลeba do pรณrobetonu s fluidnรญm popรญlkem sรกdrovec pลidรกvat. Oxid vรกpenatรฝ obsaลพenรฝ v popรญlku je v reaktivnรญ podobฤ CaO a v nereaktivnรญ podobฤ CaSO4 ve vztahu k hydrotermรกlnรญ reakci. Obsahuje takรฉ reaktivnรญ minerรกlnรญ fรกzi, coลพ se mลฏลพe projevit pucolรกnovรฝmi vlastnostmi fluidnรญch popรญlkลฏ. [2][6][7][8]
2. Materiรกly a metody
Mezi primรกrnรญ suroviny patลรญ vรกpno, cement a pรญsek. Pro pลรญpravu vzorkลฏ byl pouลพit cement CEM I 52,5 N. Je to portlandskรฝ cement s obsahem slรญnku 95–100 % a obsahem doplลujรญcรญch sloลพek 0–5 %. Pouลพitรฉ vรกpno je oznaฤeno podle ฤSN EN 459-1 „Stavebnรญ pรกlenรฉ vรกpno“ CL 90-Q (R5, P1). Kลemiฤitรฝ pรญsek mรก dle chemickรฉho sloลพenรญ vyลกลกรญ podรญl alkรกliรญ, ale dostateฤnรฉ mnoลพstvรญ oxidu kลemiฤitรฉho (92,91 % hmot.). Fluidnรญ รบletovรฝ popรญlek vznikรก v teplรกrnฤ pลi fluidnรญm spalovรกnรญ a obsahuje vysokรฝ obsah oxidu hlinitรฉho, oxidu ลพelezitรฉho a oxidu vรกpenatรฉho.
Fluidnรญ loลพovรฝ popel a ลกkvรกra majรญ zrna velikosti 0–8 mm. Z toho dลฏvodu byly mlety v kulovรฉm mlรฝnฤ na poลพadovanรฝ mฤrnรฝ povrch cca 300 m2/kg. Danรฝ mฤrnรฝ povrch byl stanoven na zรกkladฤ jemnosti pรญsku, pouลพรญvanรฉho standardnฤ pลi vรฝrobฤ pรณrobetonu. Na surovinรกch bylo stanoveno chemickรฉ sloลพenรญ (viz Tab. 1), mฤrnรก hmotnost, mฤrnรฝ povrch a nasรกkavost (viz Tab. 2).
| Druhotnรฉ suroviny | Chemickรฉ sloลพenรญ [%] | ||||
|---|---|---|---|---|---|
| SiO2 | CaO | Na2O | Al2O3 | SO3 | |
| Fluidnรญ รบletovรฝ popรญlek | 38,05 | 17,76 | 0,30 | 24,67 | 5,44 |
| Fluidnรญ loลพovรฝ popel | 38,40 | 12,99 | 0,39 | 24,60 | 5,40 |
| ล kvรกra | 51,00 | 4,37 | – | 22,44 | 1,11 |
| Druhotnรฉ suroviny | Mฤrnรก hmotnost [kg/m3] | Mฤrnรฝ povrch [m2/kg] | Nasรกkavost [%] |
|---|---|---|---|
| Fluidnรญ รบletovรฝ popรญlek | 2 740 | 390 | 192,9 |
| Fluidnรญ loลพovรฝ popel | 2 510 | 250 | 130,0 |
| ล kvรกra | 2 610 | 298 | 35,3 |
Referenฤnรญ receptura kopรญruje recepturu, pouลพรญvanou v souฤasnรฉ dobฤ v reรกlnรฉ technologii vรฝroby autoklรกvovanรฉho pรณrobetonu. Tato receptura byla modifikovรกna pลรญdavkem 10 %, 30 % a 50 % pลรญmฤsi druhotnรฉ suroviny. Vodnรญ souฤinitel byl stanoven na zรกkladฤ poลพadovanรฉ velikosti rozlitรญ, tak aby spadala do tลรญdy F1, konkrรฉtnฤ 250 mm.
| Suroviny | Mnoลพstvรญ [kg/m3] |
|---|---|
| Vรกpno | 40 |
| Cement | 60 |
| Pรญsek | 371 |
| Sรกdrovec | 13 |
| Hlinรญkovรฝ prรกลกek | 0,450 |
| Plastifikaฤnรญ pลรญsada | 0,396 |
Pลรญprava vzorkลฏ probรญhala tak, ลพe do pลedehลรกtรฉho pรญskovo sรญranovรฉho kalu (40 ± 1) ยฐC byla pลidรกna plastifikaฤnรญ pลรญsada a smฤs byla mรญsena po dobu 5 sekund. Pลedem zhomogenizovanรฉ vรกpno, cement a druhotnรก surovina byly dรกvkovรกny do mรญchaฤky spoleฤnฤ s kalem a byly mรญseny po dobu 45 sekund. Potรฉ byly setลeny stฤny mรญchaฤky a nadรกvkovรกna hlinรญkovรก suspenze. Smฤs byla dรกle mรญsena po dobu 60 sekund. Celรฉ mรญchรกnรญ netrvalo dรฉle jak 120 sekund. ฤerstvรก surovinovรก smฤs byla dรกvkovรกna do forem. Zrรกnรญ vzorkลฏ probรญhalo v laboratornรญ suลกรกrnฤ pลi 40 ยฐC po dobu 24 hodin. Potรฉ byly vzorky odformovรกny.
Autoklรกvovรกnรญ vzorkลฏ probรญhalo v laboratornรญm autoklรกvu pลi 7hodinovรฉ izotermnรญ vรฝdrลพi 190 ยฐC. Teplota rozpustnosti kลemiฤitรฉho pรญsku pลi hydrotermรกlnรญch podmรญnkรกch je 180 ยฐC. Pro zaruฤenรญ vhodnรฝch hydrotermรกlnรญch podmรญnek i v jรกdru vzorku je zvolena teplota vรฝdrลพe 190 ยฐC. Tvorba tobermoritu a vytvrzenรญ smฤsi je zรกvislรก kromฤ teploty takรฉ na dobฤ autoklรกvovรกnรญ. Zvolenรก 7hodinovรก doba se opรญrรก o reรกlnou prลฏmyslovou technologii vรฝroby. Teplotnรญ prลฏbฤh celรฉho autoklรกvovacรญho procesu je znรกzornฤn na Obr. 1.
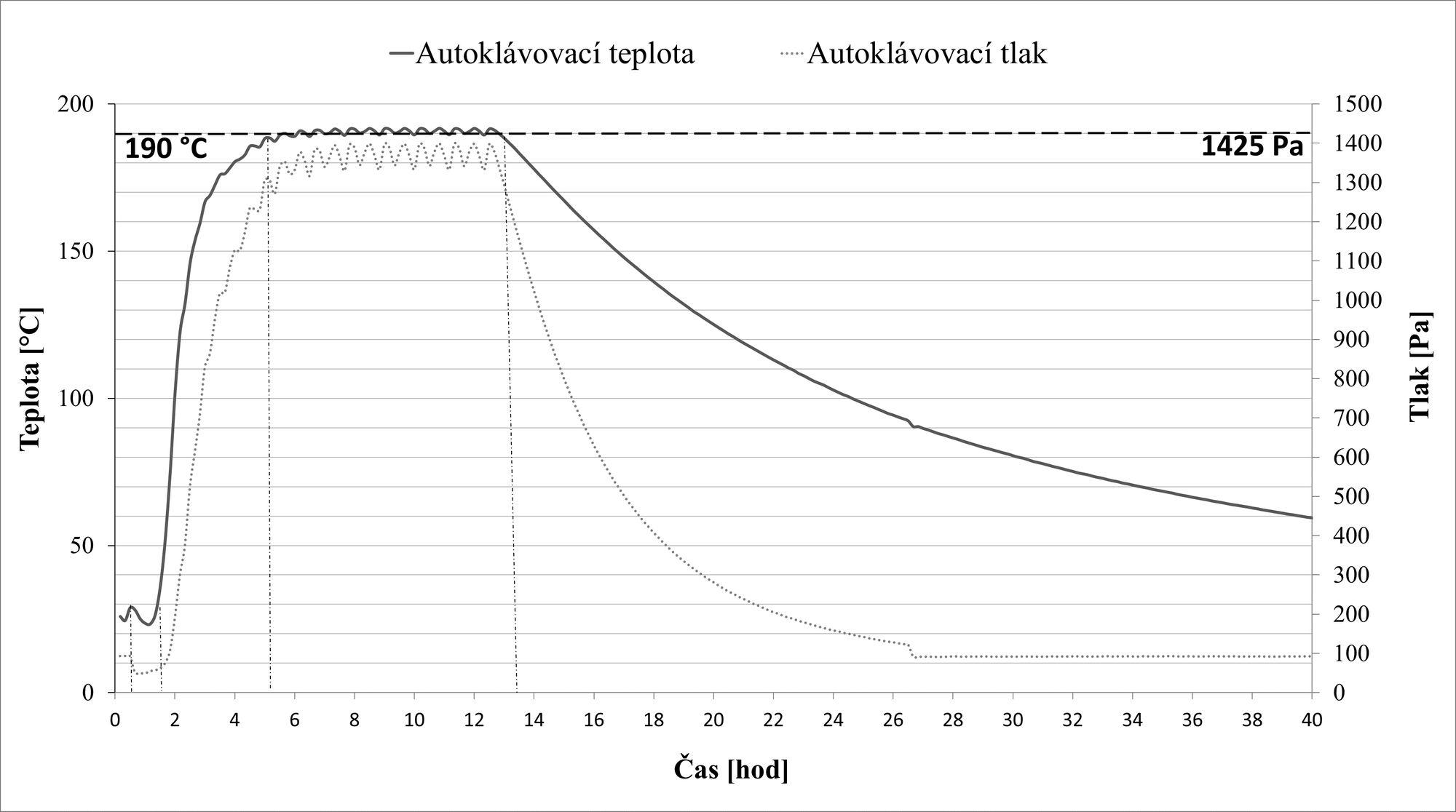
Obr. 1: Proces autoklรกvovรกnรญ
4. Vรฝsledky a diskuze
Reologie
Na zรกkladฤ dosaลพenรฝch vรฝsledkลฏ je moลพnรฉ ลรญci, ลพe nejvฤtลกรญ spotลebu zรกmฤsovรฉ vody mรก smฤs s obsahem fluidnรญho รบletovรฉho popรญlku, coลพ je zpลฏsobeno jeho vysokou nasรกkavostรญ a velkรฝm obsahem volnรฉho oxidu vรกpenatรฉho.
Pลรญdavek loลพovรฉho popele mรก podobnรฝ vliv na konzistenci smฤsi jako pลรญdavek fluidnรญho รบletovรฉho popรญlku. Je to dรกno jejich podobnou mรญrou nasรกkavosti, kterรก mรก u tฤchto surovin hodnotu pลes 100 %. Podle pลedpokladu bylo ovฤลeno, ลพe s rostoucรญm mnoลพstvรญm pลรญmฤsi (pลi zachovanรฉm mnoลพstvรญ zรกmฤsovรฉ vody) klesรก hodnota rozlitรญ smฤsi.
Ukรกzalo se, ลพe pลรญdavek ลกkvรกry nemรก prokazatelnรฝ vliv na reologii smฤsi. S rostoucรญm mnoลพstvรญm pลรญmฤsi zลฏstรกvรก spotลeba zรกmฤsovรฉ vody stejnรก. Je to zpลฏsobeno nรญzkou nasรกkavostรญ ลกkvรกry, kterรก mรก uzavลenou, nepรณrovitou strukturu.
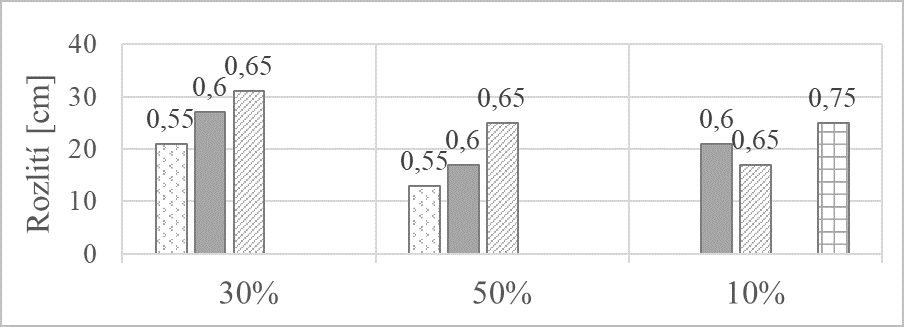
Obr. 2: Zรกvislost rozlitรญ pรณrobetonovรฉ smฤsi s pลรญmฤsรญ fluidnรญho รบletovรฉho popรญlku na vodnรญm souฤiniteli
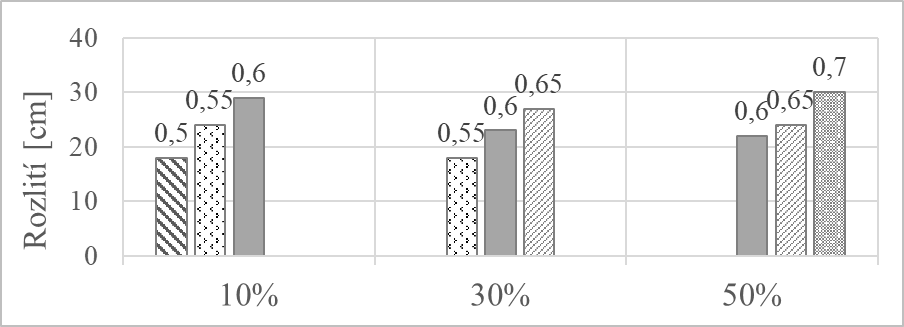
Obr. 3: Zรกvislost rozlitรญ pรณrobetonovรฉ smฤsi s pลรญmฤsรญ fluidnรญho loลพovรฉho popele na vodnรญm souฤiniteli
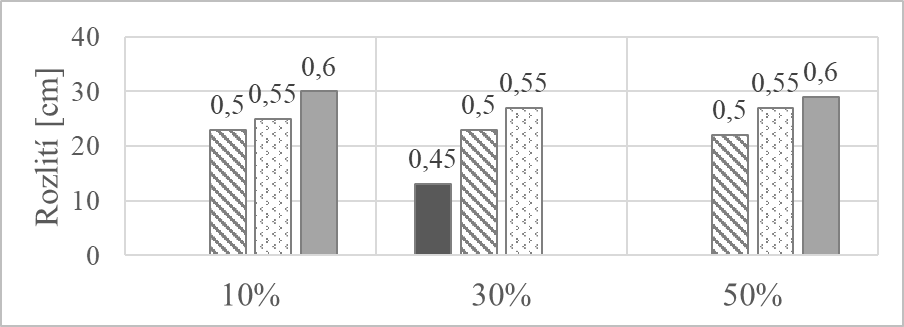
Obr. 4: Zรกvislost rozlitรญ pรณrobetonovรฉ smฤsi s pลรญmฤsรญ ลกkvรกry na vodnรญm souฤiniteli
Z vรฝsledkลฏ lze ลรญci, ลพe vรฝslednou konzistenci smฤsi neovlivลuje pouze mnoลพstvรญ zรกmฤsovรฉ vody, ale je zรกvislรก i na mฤrnรฉm povrchu, nasรกkavosti a chemickรฉm sloลพenรญ pouลพitรฉ pลรญmฤsi. Pลi vyลกลกรญm obsahu oxidu vรกpenatรฉho dochรกzรญ k tomu, ลพe ฤรกst vody vstupuje do procesu hydratace, pลitom dochรกzรญ k nรกrลฏstu teplot smฤsi, coลพ mรก na konzistenci takรฉ patrnรฝ vliv.
Pevnosti
Na Obr. 3 jsou znรกzornฤny hodnoty pevnostรญ v tlaku a koeficient konstruktivnosti vzorkลฏ s 10 %, 30 % a 50 % obsahem druhotnรฝch surovin. Pevnost v tlaku byla stanovovรกna podle normy ฤSN 73 1350 „Zkouลกenรญ pรณrobetonu“. Koeficient konstruktivnosti vyjadลuje pomฤr mezi pevnostรญ v tlaku (fc) a objemovou hmotnostรญ (OH) vzorkลฏ. Koeficient je znaฤen Kk a je vypoฤรญtรกn podle rovnice:
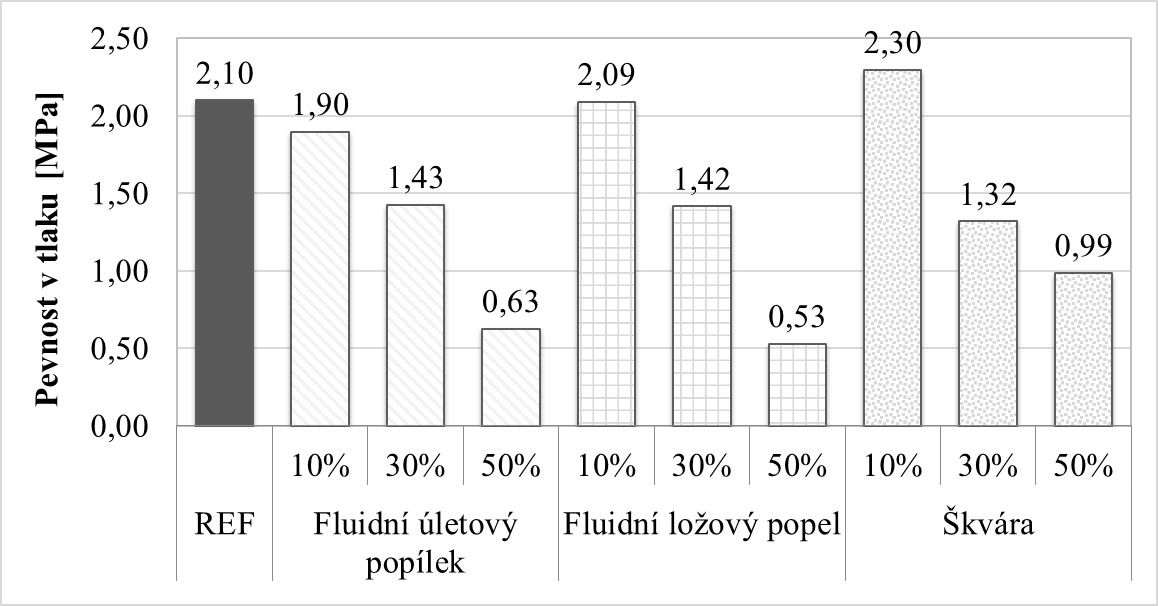
Obr. 5: Pevnost v tlaku vzokลฏ s pลรญmฤsรญ druhotnรฝch surovin
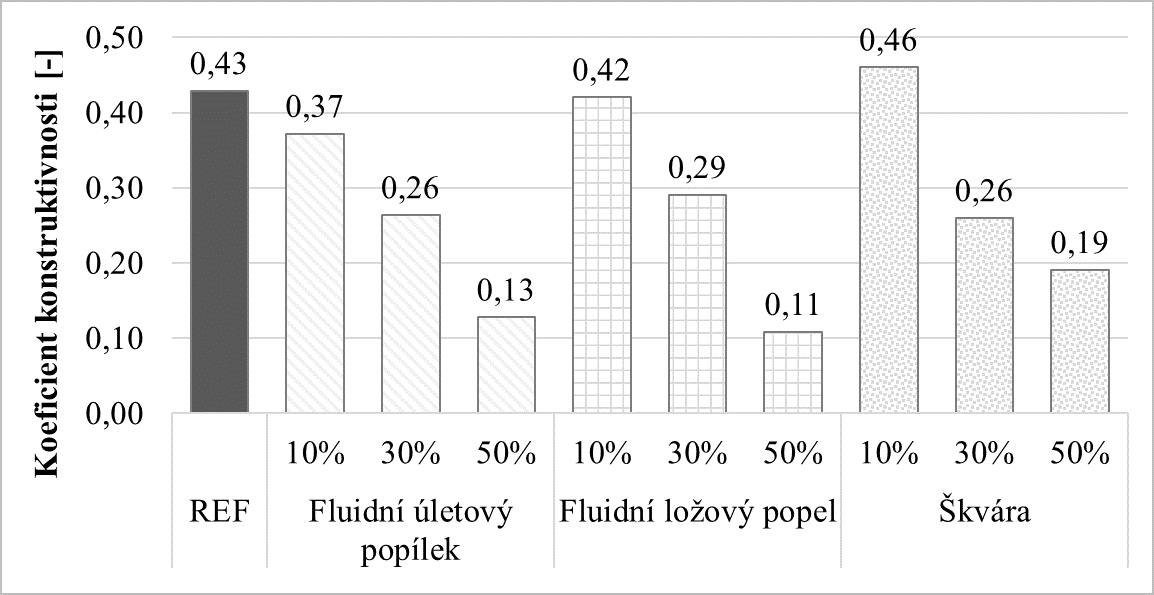
Obr. 6: Koeficient konstruktivnosti vzokลฏ s pลรญmฤsรญ druhotnรฝch surovin
Vzorky s 10% pลรญmฤsรญ fluidnรญho รบletovรฉho popรญlku dosahujรญ o 13 % niลพลกรญ koeficient konstruktivnosti a o 10 % niลพลกรญ pevnosti v tlaku oproti referenฤnรญm vzorkลฏm. S rostoucรญm podรญlem pลรญmฤsi druhotnรฉ suroviny se pevnost v tlaku a koeficient konstruktivnosti sniลพuje. Pลi pลรญdavku 30% pลรญmฤsi se sniลพuje pevnost o 32 % a pลi 50% dรกvce pลรญmฤsi klesne pevnost aลพ o 70 %.
Pลi 7hodinovรฉm autoklรกvovรกnรญ dosรกhly vzorky s 10 % pลรญmฤsi fluidnรญho loลพovรฉho popele srovnatelnรฉ pevnosti i koeficientu konstruktivnosti jako referenฤnรญ vzorek. Koeficient konstruktivnosti je v tomto pลรญpadฤ o 2 % niลพลกรญ a pevnost v tlaku poklesla jen o 0,1 MPa u nejniลพลกรญ, tzn. 10% pลรญmฤsi loลพovรฉho popele. Pลi dรกvce 30 % pลรญmฤsi loลพovรฉho popele je pevnost v tlaku niลพลกรญ o 32 %. Vzorek s podรญlem 50 % pลรญmฤsi loลพovรฉho popele dosรกhl o 75 % niลพลกรญ pevnosti v tlaku.
Pลi 10% dรกvce pลรญmฤsi loลพovรฉho popele jsou pevnosti vzorkลฏ stejnรฉ jako u referenฤnรญho vzorku a u 10% pลรญdavku pลรญmฤsi รบletovรฉho popรญlku klesly pouze o 10 %. Pลi vyลกลกรญm mnoลพstvรญ pลรญmฤsรญ tobermorit hลฏลe krystalizuje, to je pravdฤpodobnฤ zpลฏsobeno vyลกลกรญ reaktivitou oxidu kลemiฤitรฉho, kterรฝ nemรก dostatek hydroxidu vรกpenatรฉho pro reakci. S hลฏลe vykrystalizovanรฝm tobermoritem v tฤchto vzorcรญch souvisรญ nรญzkรฉ pevnosti vzorkลฏ, kterรฉ se snรญลพili aลพ o 75 % oproti referenฤnรญmu vzorku.
Vzorek s 10 % pลรญmฤsi ลกkvรกry dosรกhl aลพ o 9 % vyลกลกรญ pevnosti v tlaku neลพ referenฤnรญ vzorek. Pลi vyลกลกรญch dรกvkรกch pลรญmฤsi jiลพ pevnost razantnฤ klesรก. Pลi 30% dรกvkovรกnรญ pลรญmฤsi pevnost klesรก o 37 % oproti referenฤnรญmu vzorku a pลi 50% mnoลพstvรญ pลรญmฤsi klesรก o 53 %. Vzorek s pลรญmฤsรญ ลกkvรกry dosรกhl vyลกลกรญch pevnostรญ dรญky vysokรฉmu obsahu oxidu kลemiฤitรฉho. Na rozdรญl od fluidnรญch popelลฏ vznikรก ลกkvรกra pลi teplotฤ nad 1000 ยฐC a vznikajรญ zrna slinutรก a mรฉnฤ reaktivnรญ. Niลพลกรญ reaktivita zpลฏsobila nรกrลฏst pevnostรญ, protoลพe mฤl vzorek vhodnฤjลกรญ pomฤr oxidu kลemiฤitรฉho a hydroxidu vรกpenatรฉho vstupujรญcรญch do reakce.
Mineralogickรฉ sloลพenรญ
Mineralogickรฉ sloลพenรญ vzorkลฏ je zkoumรกno prostลednictvรญm RTG difrakฤnรญ analรฝzy (viz Tab. 4).
| Vzorek | Intenzita difraktovanรฉho zรกลenรญ nejintenzivnฤjลกรญ linie minerรกlu tobermoritu [–] | ||
|---|---|---|---|
| REF | 9 700 | ||
| Fluidnรญ รบletovรฝ popรญlek | 10 % | 9 900 | 10 100 |
| 30 % | 8 150 | 8 500 | |
| 50 % | 6 400 | 8 500 | |
| Fluidnรญ loลพovรฝ popel | 10 % | 9 700 | 10 000 |
| 30 % | 8 000 | 8 800 | |
| 50 % | 7 150 | 8 100 | |
| ล kvรกra | 10 % | 8 150 | 8 500 |
| 30 % | 8 000 | 8 300 | |
| 50 % | 7 600 | 8 200 | |
Ve vzorcรญch byla sledovรกna intenzita difraktovanรฉho zรกลenรญ nejintenzivnฤjลกรญ linie minerรกlu tobermoritu. Vyลกลกรญ intenzita svฤdฤรญ o lepลกรญ krystalickรฉ struktuลe minerรกlu. U vzorku s 10% pลรญmฤsรญ fluidnรญho รบletovรฉho popรญlku dosahuje nejintenzivnฤjลกรญ linie tobermoritu vyลกลกรญ intenzity neลพ u referenฤnรญho vzorku. S vyลกลกรญ dรกvkou fluidnรญho รบletovรฉho popรญlku naopak intenzita klesรก.
Vzorek s 10% podรญlem pลรญmฤsi fluidnรญho loลพovรฉho popele dosรกhl takรฉ vyลกลกรญ intenzity nejintenzivnฤjลกรญ linie tobermoritu neลพ referenฤnรญ vzorek. Stejnฤ jako u fluidnรญho รบletovรฉho popรญlku s vyลกลกรญ pลรญmฤsรญ fluidnรญho loลพovรฉho popele intenzita pรญku tobermoritu vรฝraznฤ klesรก.
Z toho vyplรฝvรก, ลพe pouลพitรญ fluidnรญch รบletovรฝch a loลพovรฝch popelovin je vรฝhodnรฉ v mnoลพstvรญ 10 %. Toto mnoลพstvรญ fluidnรญho รบletovรฉho a loลพovรฉho popele mรก pozitivnรญ vliv na vznik tobermoritu. Fluidnรญ รบletovรฉ a loลพovรฉ popeloviny jsou tvoลeny hlinitokลemiฤitรฝmi porรฉznรญmi zrny, kterรก jsou amorfnรญ. Dรญky tomu tyto popรญlky velmi dobลe reagujรญ s hydroxidem vรกpenatรฝm pลi hydrotermรกlnรญm oลกetลenรญ za vzniku tobermoritu. Ve fluidnรญch popรญlcรญch se takรฉ vyskytuje vฤtลกรญ mnoลพstvรญ oxidu hlinitรฉho, kterรฝ takรฉ vznik tobermoritu podporuje.
Vzorek s pลรญmฤsรญ ลกkvรกry dosรกhl niลพลกรญ intenzity difraktovanรฉho zรกลenรญ na nejintenzivnฤjลกรญ linii minerรกlu tobermoritu neลพ referenฤnรญ vzorek. Na rozdรญl od fluidnรญch popรญlkลฏ ale intenzita nejintenzivnฤjลกรญ linie tobermoritu s vyลกลกรญ pลรญmฤsรญ ลกkvรกry klesรก nepatrnฤ. Jak jiลพ bylo ลeฤeno, zrna popรญlku jsou mรฉnฤ reaktivnรญ a proto pลi vyลกลกรญ pลรญmฤsi vzorek nevykazuje razantnรญ zhorลกenรญ krystalizace tobermoritu, ale ani ji vรฝraznฤ nezvyลกuje.
4. Zรกvฤr
Vรฝzkum prokรกzal, ลพe pลi vรฝrobฤ pรณrobetonu je moลพnรฉ vyuลพitรญ fluidnรญch popelovin a ลกkvรกry z vysokoteplotnรญho spalovรกnรญ. Nejvyลกลกรญ pevnosti dosรกhl vzorek s 10% pลรญmฤsรญ ลกkvรกry. Vzorky s pลรญmฤsรญ ลกkvรกry dosรกhly vyลกลกรญch pevnostรญ neลพ referenฤnรญ vzorek pลi zachovรกnรญ objemovรฝch hmotnostรญ. Vzorky s 10% pลรญmฤsรญ fluidnรญch รบletovรฝch a loลพovรฝch popelovin dosรกhly srovnatelnรฝch pevnostรญ s referenฤnรญm vzorkem. Mรญra krystalizace tobermoritu je u vzorku s 10% pลรญmฤsรญ fluidnรญch popelovin takรฉ srovnatelnรก s referenฤnรญm vzorkem.
Lze tedy ลรญct, ลพe je moลพnรฉ vyuลพitรญ pลรญdavku nรกsledujรญcรญch druhotnรฝch surovin, aniลพ by doลกlo ke zmฤnฤ fyzikรกlnรญch parametrลฏ ve srovnรกnรญ s referenฤnรญm vzorkem:
- 10% pลรญmฤs fluidnรญho รบletovรฉho popรญlku,
- 10% pลรญmฤs fluidnรญho loลพovรฉho popele,
- 10% pลรญmฤs ลกkvรกry.
Dalลกรญ experimentรกlnรญ vรฝvoj bude smฤลovat ke zkouลกenรญ dalลกรญch novรฝch druhลฏ druhotnรฝch surovin a jejich kombinace pro dosaลพenรญ maximรกlnรญ nรกhrady primรกrnรญch surovin. Jedno z dalลกรญch zamฤลenรญ budoucรญho vรฝzkumu bude spoฤรญvat ve sledovรกnรญ vlivu reologickรฝch vlastnostรญ na makrostrukturu vzorkลฏ.
5. Podฤkovรกnรญ
ฤlรกnek byl vytvoลen v rรกmci ลeลกenรญ projektu ฤ. LO1408 „AdMaS UP – Pokroฤilรฉ stavebnรญ materiรกly, konstrukce a technologie“ podporovanรฉho Ministerstvem ลกkolstvรญ, mlรกdeลพe a tฤlovรฝchovy v rรกmci รบฤelovรฉ podpory programu „Nรกrodnรญ program udrลพitelnosti I“ a souฤasnฤ byl podpoลen z finanฤnรญch prostลedkลฏ stรกtnรญho rozpoฤtu prostลednictvรญm Ministerstva prลฏmyslu a obchodu ฤR v rรกmci projektu FV10284 s nรกzvem „Pokroฤilรก technologie pรญskovรฉho pรณrobetonu s podรญlem druhotnรฝch surovin a efektivnฤjลกรญm vyuลพitรญm pลรญrodnรญch zdrojลฏ“.
6. Literatura
- DROCHYTKA, R. Pรณrobeton, VUTIUM Brno, 1999.
- FEฤKO, P. Popรญlky, Vysokรก ลกkola bรกลskรก Technickรก univerzita Ostrava, 2003.
- BENSCHEIDT, N.; HELA, R. Pลรญruฤka Popรญlek v betonu: zรกklady vรฝroby a pouลพitรญ, ฤEZ Energetickรฉ produkty vydรกvรก pro ASVEP Hostivice, 2013.
- KURAMA, H. & kol. Properties of the autoclaved aerated concrete produced from coal bottom ash, Journal of Materials Processing Technology, 2009, DOI: 10.1016/j.jmatprotec.2008.02.044.
- MOSTAFA, N. Y. Influence of air-cooled slag on physicochemical properties of autoclaved aerated concrete, Cement and Concrete Research, 2005, DOI: 10.1016/j.cemconres.2004.10.011.
- KNฤZEK, J. Ekologickรฉ a ekonomickรฉ zpracovรกnรญ prลฏmyslovรฝch odpadnรญch materiรกlลฏ, Vรฝzkumnรฝ รบstav stavebnรญch hmot Brno, 2012.
- SONG, Y. & kol. Effect of autoclave curing on hydration of anhydrite in CFBC fly ash, Magazine of concrete research, 2015, DOI: 10.1680/macr.14.00117.
- SONG, Y. & kol. Effect of the Ca-to-Si ratio on the properties of autoclaved aerated concrete containing coal fly ash from circulating fluidized bed combustion boiler, Construction and Building Materials, 2015, DOI: 10.1016/j.conbuildmat.2015.02.077.
Using the appropriate secondary raw materials, it is possible to reduce the bulk density of AAC while preservation the physical-mechanical properties, e.g. strength. This reduces the total weight of the construction and allows for wider use, for example, in the application of material to reduce the load on non-load-bearing walls or to increase floor levels. Research is focused on the use of 10%, 30% and 50% admixture of fluidized bed combustion ashes and slag in the AAC. AAC was developed in the hydrothermal conditions of the autoclave at 7 hours of isothermal soak at 190 ยฐC. The results showed the dependence of the rheological properties on the amount of admixture of fluidized bed combustion fly and bottom ash, slag. Research has shown that the use of 10% admixture of secondary raw materials will not significantly affect the physical properties of the samples.