Optimalizace plûÀné₤ preventivnûÙ û¤dréƒby na zûÀkladá hodnocenûÙ rizika
Tento álûÀnek se zabû§vûÀ problematikou optimalizace plûÀné₤ preventivnûÙ û¤dréƒby na zûÀkladá hodnocenûÙ rizika. CûÙlem je nûÀvrh jednotnûˋho systûˋmu, kterû§ pojme optimalizaci û¤dréƒby zaéûÙzenûÙ jako celek a docûÙlûÙ lepéÀûÙch vû§sledké₤ neéƒ péi aplikaci samostatnû§ch modernûÙch metod û¤dréƒby (RCM – Reliability Centered Maintenance, RBI – Risk Based Inspection, SIFpro – Safety Instrumented Function).
1. ûvod
V souáasnûˋ dobá se péevûÀéƒnûÀ vátéÀina spoleánostûÙ péi û¤dréƒbá svû§ch zaéûÙzenûÙ éûÙdûÙ tzv. programem (éûÀdem) preventivnûÙ û¤dréƒby. V tomto programu je péesná stanoveno, v jakû§ch intervalech a v jakûˋm rozsahu se u zaéûÙzenûÙ majûÙ provûÀdát jednotlivûˋ stupná û¤dréƒby (prohlûÙdka, báéƒnûÀ û¤dréƒba, revize, generûÀlnûÙ û¤dréƒba apod.). [11, 14] Tyto intervaly byly stanoveny péedevéÀûÙm podle doporuáenûÙ vû§robce, a to na zûÀkladá dlouhodobû§ch zkuéÀenostûÙ s provozem zaéûÙzenûÙ, péûÙpadná na zûÀkladá uráitû§ch optimalizaánûÙch vû§poáté₤ ái zkuéÀenostûÙ, kterûˋ respektovaly nejen samotnou poruchovost zaéûÙzenûÙ, ale takûˋ nûÀklady spojenûˋ s û¤dréƒbou a opravou zaéûÙzenûÙ. NedûÙlnou souáûÀstûÙ û¤dréƒby jsou takûˋ legislativnûÙ poéƒadavky na kontrolu (revizi), kterûˋ ovlivéujûÙ odstavenûÙ zaéûÙzenûÙ. [1]
CûÙlem û¤dréƒby je uchovûÀvat zaéûÙzenûÙ v takovûˋm stavu, aby jeho pohotovost byla co nejvyéÀéÀûÙ, aby nedochûÀzelo ke zbyteánû§m poruchûÀm, báhem nichéƒ zaéûÙzenûÙ nenûÙ schopno plnit svou funkci. Báéƒnûˋ systûˋmy û¤dréƒby péistupujûÙ ke kaéƒdûˋmu zaéûÙzenûÙ danûˋho druhu stejná, bez ohledu na to, kde v podniku je umûÙstáno, jakûˋ péenûÀéÀûÙ zatûÙéƒenûÙ, jakûˋ je napojenûÙ na daléÀûÙ vû§robu apod. NenûÙ respektovûÀna tzv. dé₤leéƒitost zaéûÙzenûÙ. [10] Dé₤leéƒitostûÙ zaéûÙzenûÙ se rozumûÙ vû§znamnost zaéûÙzenûÙ z hlediska dopadu jeho poruchy na provoz celûˋho podniku. Metody tuto skuteánost respektujûÙ a poskytujûÙ tedy mnohem efektivnájéÀûÙ programy û¤dréƒby, neéƒ doposud pouéƒûÙvanûˋ postupy.

Obr. 1 VátrûÀnûÙ, vytûÀpánûÙ a klimatizace rozsûÀhlû§ch prostor [15]
ûáinnûˋ a efektivnûÙ programy û¤dréƒby jsou nutnûˋ pro splnánûÙ poéƒadavké₤, napéûÙklad pro bezpeánost, kvalitu, nûÙzkûˋ provoznûÙ nûÀklady aj. S velkû§m poátem vû§robnûÙch jednotek v rûÀmci spoleánosti, mé₤éƒe bû§t obtûÙéƒnûˋ stanovenûÙ priorit áinnostûÙ û¤dréƒby. PouéƒitûÙ modernûÙch metod û¤dréƒby k hodnocenûÙ rizika péispûÙvûÀ k identifikaci zûÀvaéƒnû§ch rizik v rûÀmci spoleánosti, kterûˋ v kombinaci s ré₤znû§mi strategiemi û¤dréƒby usnadnûÙ stanovenûÙ priorit û¤kolé₤. Vû§stupy zûÙskanûˋ prostéednictvûÙm modernûÙch metod û¤dréƒby jsou pak vyuéƒûÙvûÀny k upravovûÀnûÙ nebo péedefinovûÀnûÙ existujûÙcûÙch programé₤ û¤dréƒby.
V souáasnûˋ dobá lze spatéovat velkou podobnost mezi vû§robnûÙm zaéûÙzenûÙm menéÀûÙho pré₤myslovûˋho podniku a vátrûÀnûÙm, vytûÀpánûÙm a klimatizacûÙ rozsûÀhlû§m prostor jako jsou velkûˋ stavebnûÙ objekty nebo administrativnûÙ budovy, kde jsou rozsûÀhlûˋ a sloéƒitûˋ strojovny zajiéÀéËujûÙcûÙ patéiánûˋ klima pro odpovûÙdajûÙcûÙ prûÀci strojé₤ i pracovnûÙké₤. Na obrûÀzku áûÙslo 1 je péûÙklad systûˋmu vátrûÀnûÙ a odvátrûÀvûÀnûÙ haly o ploéÀe 5200 m2. V tûˋto hale je 8 teplovzduéÀnû§ch agregûÀté₤ (s vû§konem vûÙce jak 175 kW) a 48 vysoce vû§konnû§ch odsûÀvacûÙch stéeéÀnûÙch ventilûÀtoré₤. [15]
2. Metodika máéenûÙ
V kontextu û¤dréƒby, inspekce a máéicûÙch péûÙstrojé₤ mûÀ kaéƒdûÀ z modernûÙch metod û¤dréƒby své₤j specifickû§ û¤áel péi optimalizaci û¤dréƒbûÀéskû§ch áinnostûÙ, ale péesto jsou tyto metody uráitû§m zpé₤sobem propojeny:
RCM (Reliability Centered Maintenance – ûdréƒba zamáéenûÀ na bezporuchovost)
RCM péedstavuje strategii pro optimalizaci û¤dréƒbûÀéskû§ch pracûÙ, kterûÀ se snaéƒûÙ zabrûÀnit vyéÀéÀûÙ nûÀkladovosti nebo niéƒéÀûÙ pohotovosti zaéûÙzenûÙ. RCM se v zûÀsadá zabû§vûÀ véÀemi zpé₤soby poruch, kterûˋ nejsou pokryty metodami SIFpro a RBI. Metodu lze aplikovat na tvorbu û¤dréƒbûÀéskû§ch plûÀné₤ pro strojnûÙ objekty jako jsou zaéûÙzenûÙ strojnûÙ (zejmûˋna rotaánûÙ stroje), stavby, elektrickûÀ zaéûÙzenûÙ a máéicûÙ péûÙstroje. [6] Koneánû§m vû§sledkem je zûÀklad plûÀnu preventivnûÙ û¤dréƒby a seznam doporuáenû§ch zlepéÀenûÙ. RCM mé₤éƒe bû§t rovnáéƒ pouéƒita péi vypracovûÀvûÀnûÙ projektu jako pomoc péi vû§báru zaéûÙzenûÙ, co se tû§áe optimûÀlnûÙ spolehlivosti a nûÀkladé₤ na dobu éƒivotnosti, a rovnáéƒ mé₤éƒe bû§t pouéƒita péi vypracovûÀnûÙ zûÀkladu plûÀnu û¤dréƒby.
RBI (Risk Based Inspection – Inspekce na zûÀkladá rizika)
RBI péedstavuje strategii pro optimalizaci inspekánûÙch a û¤dréƒbûÀéskû§ch pracûÙ, kterûÀ se snaéƒûÙ péedejûÙt moéƒnûˋ ztrûÀtá û¤niku mûˋdia. [2, 3] Metoda RBI se pouéƒûÙvûÀ k éûÙzenûÙ integrity tlakovûˋ obûÀlky. Je to objektivnûÙ nûÀstroj pro uráenûÙ rozsahu inspekánûÙch pracûÙ pro plûÀnovanûˋ vû§robnûÙ zarûÀéƒky a uráenûÙ péesnû§ch áûÀstûÙ stacionûÀrnûÙho zaéûÙzenûÙ, kterûˋ majûÙ bû§t otevéeny kvé₤li inspekci. Metoda se rovnáéƒ pouéƒûÙvûÀ pro uráenûÙ inspekcûÙ za provozu mimo zarûÀéƒku. Podobnû§m zpé₤sobem jako RCM lze RBI rovnáéƒ pouéƒûÙt báhem vypracovûÀvûÀnûÙ projekté₤ jako pomoc péi volbá konstrukánûÙch materiûÀlé₤ – opát co se tû§áe optimûÀlnûÙ spolehlivosti a nûÀkladé₤ na dobu éƒivotnosti zaéûÙzenûÙ. V rûÀmci RBI jsou zvaéƒovûÀny véÀechny takovûˋ zpé₤soby poruch, kterûˋ ovlivéujûÙ tlakovou integritu zaéûÙzenûÙ a potrubnûÙch vedenûÙ. OstatnûÙ zpé₤soby poruch stacionûÀrnûÙch zaéûÙzenûÙ, jako û¤sady, by mály bû§t analyzovûÀny v rûÀmci RCM.
SIFpro (Safety Instrumented Function – BezpeánostnûÙ péûÙstrojovûˋ funkce)
SIFpro péedstavuje strategii pro optimalizaci plûÀnu testovacûÙch intervalé₤ jednotlivû§ch regulaánûÙch smyáek [5]. SIFpro pokrû§vûÀ nahodilûˋ bezpeánûˋ a nebezpeánûˋ poruchy jistûÙcûÙch péûÙstrojé₤, váetná alarmé₤. JednûÀ se o péesná vymezenou oblast v rûÀmci máéicûÙch péûÙstrojé₤. [4] MáéicûÙ péûÙstroje, kterûˋ jsou zahrnuty pod SIFpro patéûÙ i pod metodu RCM, ale z jinûˋho pohledu rizika a û¤dréƒby. Rovnáéƒ zpé₤soby poruch jistûÙcûÙch péûÙstrojé₤, kterûˋ jsou áasová zûÀvislûˋ, by mály bû§t analyzovûÀny s pomocûÙ RCM. CûÙlem je dospát k û¤dréƒbûÀéskû§m áinnostem, kterûˋ zabrûÀnûÙ vû§skytu poruch, kterûˋ by vyû¤stily do skuteánû§ch bezpeánû§ch nebo nebezpeánû§ch poruch.
3. NûÀvrh systûˋmu „éûÙzenûÙ rizika a spolehlivosti“ (éRS) pro implementaci metody RCM, RBI a SIFpro
Metody na optimalizaci preventivnûÙ û¤dréƒby uéƒ existujûÙ éadu let a jejich aplikacûÙ se zabû§vûÀ éada spoleánostûÙ. Péesto zatûÙm nenûÙ moc nûÀznaké₤, éƒe by byla snaha implementovat tyto metody jako celek a byla pojata optimalizace preventivnûÙ û¤dréƒby na véÀechna zaéûÙzenûÙ, kterûÀ se na vû§robá podûÙlejûÙ. KaéƒdûÀ ze téûÙ zûÀkladnûÙch metod mé₤éƒe bû§t aplikovûÀna samostatná a v jakûˋmkoliv preferovanûˋm poéadûÙ. Co se tû§áe poéadûÙ metod, je téeba je péizpé₤sobit konkrûˋtnûÙmu péûÙpadu. NapéûÙklad lze provûˋst RCM aéƒ potûˋ, co se aplikovalo RBI, aby péed studiûÙ RCM byl jiéƒ definovûÀn nejdeléÀûÙ moéƒnû§ cyklus zarûÀéƒek, kterû§ vychûÀzûÙ z hodnocenûÙ integrity zaéûÙzenûÙ. Nicmûˋná je téeba péiznat, éƒe implementace véÀech téûÙ metod (nebo alespoé dvou z nich) poskytne vátéÀûÙ péûÙnosy, neéƒ aplikace jednûˋ.
KaéƒdûÀ metoda (RCM, RBI a SIFpro) se soustéedûÙ na specifickou oblast, áûÙméƒ poskytne û¤áinnû§ nûÀstroj péi generovûÀnûÙ û¤kolé₤/pracûÙ û¤dréƒby. HlavnûÙm péûÙnosem tohoto nûÀvrhu je sladánû§ a strukturovanû§ péûÙstup spoáûÙvajûÙcûÙ v táchto vû§stupech:
- Metody poskytujûÙ konzistentnûÙ a uniformnûÙ zpé₤sob hodnocenûÙ rizika. Toto napomé₤éƒe vyjasnánûÙ struktury organizace a rovnáéƒ usnadnûÙ napéûÙklad jednûÀnûÙ s û¤éady.
- Sniéƒuje se pracovnûÙ zatûÙéƒenûÙ jednotlivû§ch odbornostûÙ, jelikoéƒ data a informace z jednûˋ metody mohou bû§t pouéƒity v druhûˋ metodá.
- ZlepéÀuje se synergie jednotlivû§ch zûÀkladnûÙch metod, vû§sledkem jsou péûÙnosy kompletnûÙ studie éRS, kterûˋ budou vátéÀûÙ neéƒ souáet péûÙnosé₤ jednotlivû§ch metod.
- VytvoéûÙ se lepéÀûÙ porozumánûÙ a schopnosti aplikovat áinnosti vychûÀzejûÙcûÙ z hodnocenûÙ rizika v rûÀmci personûÀlu z ré₤znû§ch oblastûÙ jednûˋ provoznûÙ jednotky. [7, 8, 9]
Rozsah aplikace jednotlivû§ch metod na vû§robnûÙ zaéûÙzenûÙ
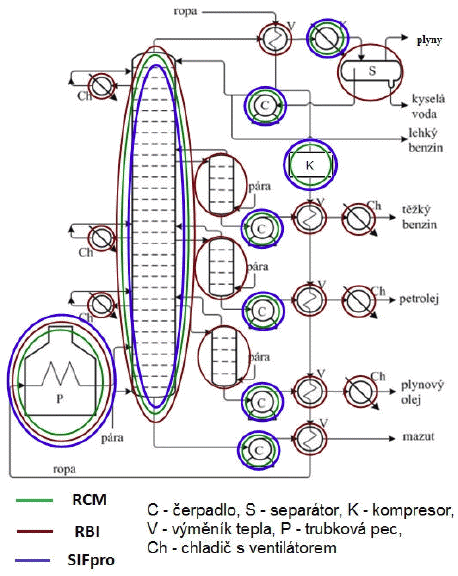
Obr. 2 Rozsah pé₤sobnosti jednotlivû§ch metod na vû§robnûÙ jednotku (schûˋma atmosfûˋrickûˋ destilace ropy)
Vû§robnûÙ jednotky, v sekci vû§roby, jsou áasto oznaáovûÀny jako podniky, zûÀvody ái tovûÀrny, kterûˋ pomocûÙ vû§robnûÙho zaéûÙzenûÙ mánûÙ materiûÀly nebo substance na novûˋ produkty. VéÀechny téi metody jsou zamáéeny na vû§robnûÙ zaéûÙzenûÙ, kterûˋ se podûÙlûÙ na vû§robá (jednotlivûˋ stroje, souáûÀsti, potrubûÙ, máéicûÙ péûÙstroje ái aparûÀty se vzûÀjemnû§m vztahem). [6]
Jestliéƒe by se porovnûÀval rozsah jednotlivû§ch metod, nelze véƒdy jednoznaáná éûÙci, kterûÀ metoda je nejrozsûÀhlejéÀûÙ, a tudûÙéƒ si zasluhuje nejvátéÀûÙ pozornost, véƒdy zûÀleéƒûÙ na struktuée zaéûÙzenûÙ kaéƒdûˋ vû§robnûÙ spoleánosti.
V chemickûˋm pré₤myslu (obr. 2) mûÀ nejvátéÀûÙ rozsah metoda RCM, kterûÀ obsûÀhne vátéÀinu vû§robnûÙch zaéûÙzenûÙ. Je to dûÀno tûÙm, éƒe metoda se zabû§vûÀ péevûÀéƒná strojnûÙmi zaéûÙzenûÙmi (zejmûˋna rotaánûÙ stroje), kterûˋ jsou hojná zastoupeny ve zpracovatelskûˋm pré₤myslu. DûÀle lze tûˋto metody vyuéƒûÙt pro stavebnûÙ, elektrickûÀ zaéûÙzenûÙ, filtry a máéicûÙ péûÙstroje. [12, 13]
Metoda RBI obsûÀhne veéÀkerûÀ tlakovûÀ a potrubnûÙ zaéûÙzenûÙ. Konkrûˋtná do metody patéûÙ kolony, reaktory, vû§mánûÙky, chladiáe, potrubûÙ aj. Do metody patéûÙ mnoho zaéûÙzenûÙ, kterûÀ podlûˋhajûÙ tzv. mandatornûÙ û¤dréƒbá. [2, 8]
Metoda SIFpro pokrû§vûÀ poruchy jistûÙcûÙch péûÙstrojé₤, váetná alarmé₤. [4]
Pokud by metody byly aplikovûÀny separûÀtná, tak nepojmou veéÀkerûÀ zaéûÙzenûÙ, kterûÀ se na vû§robá podûÙlûÙ. TûÙm, éƒe se metody navzûÀjem prolûÙnajûÙ, neznamenûÀ, éƒe se provûÀdûÙ stejnûÀ analû§za – kaéƒdûÀ z metod mûÀ své₤j postup na hodnocenûÙ preventivnûÙ û¤dréƒby na zûÀkladá rizika.
Struktura navrhovanûˋho procesu implementace
Organizovanû§ a spoleánû§ péûÙstup ke zlepéÀenûÙ preventivnûÙ û¤dréƒby by mál bû§t cûÙlem kaéƒdûˋ vû§robnûÙ spoleánosti. áasto ale mohou vznikat problûˋmy se zavûÀdánûÙm táchto metod, protoéƒe to péedstavuje vû§znamnou zmánu pro organizaci, a to nejenom v oblasti û¤dréƒby, ale i v ovlivnánûÙ vû§roby ái zaálenánûÙ managementu do procesu. Nákterûˋ z dé₤vodé₤, proá se metody nedaéûÙ zavûˋst, jsou technickûˋ povahy, ale vátéÀina problûˋmé₤ je manaéƒerskû§ch a organizaánûÙch.
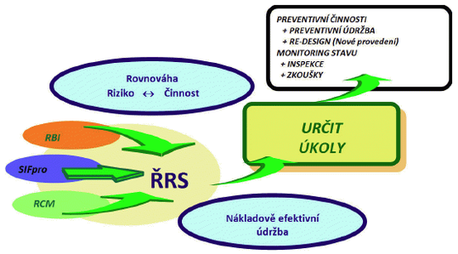
Obr. 3 Proces systûˋmu éRS (éûÙzenûÙ rizika a spolehlivosti)
RozhodovacûÙ procesy vychûÀzejûÙcûÙ z hodnocenûÙ rizika se stûÀvajûÙ stûÀle vûÙce dé₤leéƒitû§mi nûÀstroji pro éûÙzenûÙ áinnostûÙ, procesé₤, produkté₤ a sluéƒeb spoleánostûÙ. Navrhovanû§ systûˋm éRS (obr. 3) je jednûÙm z rizik vychûÀzejûÙcûÙch nûÀstrojé₤ pro uráovûÀnûÙ û¤kolé₤/pracûÙ preventivnûÙ û¤dréƒby, inspekce a monitoringu, kterûˋ jsou nutnûˋ k dosaéƒenûÙ nezbytnûˋ pohotovosti zaéûÙzenûÙ, a to péi vynaloéƒenûÙ optimûÀlnûÙho û¤silûÙ.
KaéƒdûÀ metoda se soustéedûÙ na specifickou oblast, áûÙméƒ se poskytne maximûÀlnûÙ efektivnost péi generovûÀnûÙ û¤dréƒbûÀéskû§ch áinnostûÙ. HlavnûÙ péûÙnos péi zavedenûÙ tohoto systûˋmu je sladánû§ a strukturovanû§ proces. Celû§ proces éRS je kombinacûÙ analû§zy a provûÀdánûÙ preventivnûÙch pracûÙ. Analû§za éRS péedstavuje tû§movou prûÀci provûÀdánou skupinou péûÙsluéÀnû§ch odbornûÙké₤ z provozu, û¤dréƒby, procesnûÙ technologie, oblasti materiûÀlé₤ a koroze, inspekce, bezpeánosti, elektro a instrumentace.
FûÀze éRS
Navréƒenû§ systûˋm je kvé₤li vátéÀûÙ péehlednosti a jednoduéÀéÀûÙmu pochopenûÙ rozdálen do páti fûÀzûÙ (obr. 4), kterûˋ jsou dûÀle rozdáleny do jednotlivû§ch dûÙláûÙch bloké₤. KaéƒdûÀ fûÀze je chûÀpûÀna jako proces, kterû§ se sklûÀdûÀ z dûÙláûÙch áinnostûÙ, kterûˋ na sebe navzûÀjem navazujûÙ ái se prolûÙnajûÙ. Vstupy a vû§stupy jednotlivû§ch fûÀzûÙ tvoéûÙ data, informace, formulûÀée, postupy, doporuáenûÙ aj., kterûˋ jsou nedûÙlnou souáûÀstûÙ procesu.
PrvnûÙ fûÀze pojednûÀvûÀ péevûÀéƒná o moéƒnostech implementace metod do procesu û¤dréƒby ve spoleánosti. Zabû§vûÀ se shromaéƒáovûÀnûÙm dat a informacûÙ formou auditu, dûÀle éÀkolenûÙm zamástnancé₤ i managementu. Tyto áinnosti nûÀsledná pomohou sprûÀvná nastavit proces implementace, aby mohl bû§t û¤spáéÀnû§.
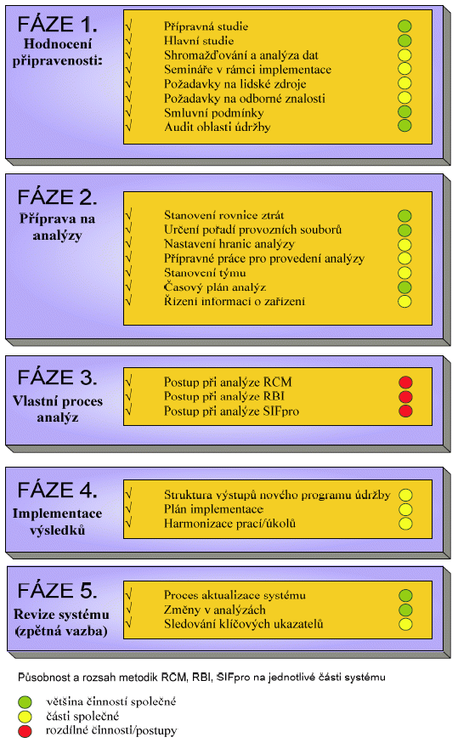
Obr. 4 Diagram nûÀvrhu procesu éRS (éûÙzenûÙ rizika a spolehlivosti)
Ve druhûˋ fûÀzi se péipravujûÙ konkrûˋtná véÀechna potéebnûÀ data k tomu, aby analû§zy metod mohly probûÙhat ve schvûÀlenûˋm plûÀnu. PéûÙprava zahrnuje nejenom sbár a tvorbu samotnû§ch dat, ale i koordinaci specialisté₤, zamástnancé₤, kteéûÙ se na analû§zûÀch podûÙlejûÙ.
TéetûÙ fûÀze je vlastnûÙ proces analû§z, kterû§ probûÙhûÀ podle stanovenûˋho postupu, aby byl zachovûÀn ucelenû§ pohled na analyzovanûˋ provoznûÙ jednotky a vû§sledky byly v jednotnûˋ podobá.
átvrtûÀ fûÀze se zaobûÙrûÀ implementacûÙ a sestavenûÙm jednotlivû§ch vû§stupé₤ z analû§z, kterûˋ je potéeba skloubit do jednotnûˋho balûÙku dat pro péesun do informaánûÙho systûˋmu û¤dréƒby. DûÀle je dé₤leéƒitûˋ zkombinovat novûˋ intervaly û¤dréƒby ái inspekce do plûÀné₤ tak, aby zohlednily plûÀnovanûˋ odstûÀvky provozé₤, legislativnûÙ poéƒadavky ái generûÀlnûÙ opravy.
PoslednûÙ pûÀtûÀ fûÀze éeéÀûÙ aktualizaci implementovanûˋho systûˋmu v péûÙpadá zmán, kterûˋ se báhem provozu vyskytnou. Poukazuje na oblasti, ve kterû§ch péûÙpadnûˋ zmány mohou vûˋst k transformaci provedenû§ch analû§z a hodnocenûÙ.
NûÀvrh systûˋmu éRS byl aplikovûÀn na vû§robnûÙ jednotce – hydrogenaánûÙ rafinace plynovûˋho oleje. Tato jednotka slouéƒûÙ k rafinaci surovûˋho plynovûˋho oleje ve vodûÙkovûˋ atmosfûˋée cirkulaánûÙho plynu na péûÙsluéÀnûˋm hydrogenaánûÙm katalyzûÀtoru. ZaéûÙzenûÙ, na kterûˋ byly analû§zy aplikovûÀny, se sklûÀdûÀ péevûÀéƒná z kompresoré₤, áerpadel, vû§mánûÙké₤, chladiáé₤, ventilûÀtoré₤, reaktoré₤, kolon, potrubnûÙch systûˋmé₤, jistûÙcûÙch péûÙstrojé₤ aj.
PorovnûÀnûÙm s jinou vû§robnûÙ jednotkou (s podobnû§m rozsahem zaéûÙzenûÙm), kde byly implementovûÀny tyto metody péevûÀéƒná separûÀtná, doéÀlo k û¤spoée áasu implementace metod v éûÀdu 30 %. Zahrnuje to péevûÀéƒná áasy zamástnancé₤ provozu, specialisté₤ a techniké₤ û¤dréƒby, kteéûÙ se na procesu podûÙlejûÙ. NejvátéÀûÙ podûÙl na zefektivnánûÙ procesu mûÀ fûÀze á. 2, kde se nejvûÙce prolûÙnajûÙ jednotlivûˋ metody, a lze vyuéƒûÙvat informace z jednûˋ metody pro metodu druhou. DûÙky tomu dochûÀzûÙ k vû§raznájéÀûÙ û¤spoée áasu péûÙpravy.
Po zavedenûÙ systûˋmu û¤dréƒby, kterû§ je éûÙzen a optimalizovûÀn na zûÀkladá rizika se oáekûÀvûÀ zlepéÀenûÙ v nákolika oblastech û¤dréƒby, a to zejmûˋna v procesu plûÀnovûÀnûÙ preventivnûÙ û¤dréƒby a inspekce. ZefektivnánûÙ tohoto procesu sebou péinûÀéÀûÙ nejenom snûÙéƒenûÙ nûÀkladé₤, ale i daléÀûÙ nehmotnûˋ vû§hody:
- snûÙéƒenûÙ pracovnûÙho zatûÙéƒenûÙ, jelikoéƒ informace a data z jednûˋ metody mohou bû§t pouéƒity ve druhûˋ,
- stanovenûÙ strategie û¤dréƒby zaéûÙzenûÙ zaloéƒenûˋ na hodnocenûÙ rizika,
- optimûÀlnûÙ spolehlivost a pohotovost zaéûÙzenûÙ,
- zajiéÀtánûÙ technickûˋ integrity zaéûÙzenûÙ,
- snûÙéƒenûÙ nûÀkladé₤ na û¤dréƒbu a zachovûÀnûÙ poéƒadovanûˋ pohotovosti a spolehlivost zaéûÙzenûÙ,
- splnánûÙ mánûÙcûÙch se poéƒadavké₤ HSE (zdravotná bezpeánostnûÙ a environmentûÀlnûÙ oblasti) a legislativnûÙm poéƒadavké₤m,
- jednotnûÀ databûÀze pro registraci û¤dajé₤ o û¤dréƒbá, inspekci a jiéÀtánûÙ,
- usnadnánûÙ procesu zpátnûˋ vazby pro trvalûˋ zlepéÀovûÀnûÙ,
- aktualizovanû§ registr majetku,
- jeden zdroj pro plûÀny a rozhodnutûÙ v oblasti û¤dréƒby inspekce a jiéÀtánûÙ,
- zlepéÀenûÙ procesu naklûÀdûÀnûÙ s nûÀhradnûÙmi dûÙly,
- postupnûˋ vytvoéenûÙ databûÀze spolehlivosti,
- éûÀdnûˋ zdokumentovûÀnûÙ majetku, obnovenûÙ dokumentace,
- centralizace pracovnûÙch postupé₤ û¤dréƒby zaéûÙzenûÙ,
- éÀiréÀûÙ zapojenûÙ provoznûÙch pracovnûÙké₤ do oblasti preventivnûÙ û¤dréƒby,
- prostéedûÙ multidisciplinûÀrnûÙch tû§mé₤ navozuje atmosfûˋru uéƒéÀûÙ spoluprûÀce mezi oddálenûÙmi û¤dréƒby, technologie a provozu.
4. ZûÀvár
Péi nûÀvrhu systûˋmu, kterû§ jde napéûÙá organizaánûÙmi strukturami, liniemi pravomocûÙ a zasahuje do mnoha zavedenû§ch procesé₤ ve spoleánosti, nenûÙ ho jednoduchûˋ zaálenit do procesu bez péekûÀéƒek. PotûÙéƒe, se kterû§mi se implementace systûˋmu éRS do provoznûÙ praxe mé₤éƒe setkat, jsou dûÀny mnoha faktory, kterûˋ lze rozdálit do nákolika zûÀkladnûÙch oblastûÙ:
- vysokûˋ nûÀroky na datovûˋ vstupy,
- nûÀroky na informaánûÙ vstupy,
- kvalita analytickûˋ áinnosti,
- organizace û¤dréƒby,
- vytvoéenûÙ podmûÙnek a podpora managementu.
Bez dostupnosti nezbytnû§ch datovû§ch vstupé₤ (kde „nezbytnû§ch“ je áasto synonymem pro „rozsûÀhlû§ch a detailnûÙch“) nelze péistoupit k analytickûˋ áinnosti. JednûÀ se o tyto téûÙdy dat u seznamu majetku aéƒ na û¤roveé komponenté₤, ke kterû§m jsou nûÀsledná vztahovûÀny ekonomickûˋ a provoznûÙ û¤daje, vstupy do rovnic vû§robnûÙch ztrûÀt, dokumentace (technologickûÀ schûˋmata, vû§kresovûÀ dokumentace), nûÀklady na û¤dréƒbu (ceny komponent a nûÀhradnûÙch dûÙlé₤, nûÀklady na jednotlivûˋ typy û¤dréƒby apod.), pamáéË û¤dréƒby (zûÀznamy o provozu, û¤dréƒbá a evidenci poruch zaéûÙzenûÙ).
NûÀroky na informaánûÙ vstupy jsou stejná dé₤leéƒitûˋ jako datovûˋ vstupy, kvalita analytickûˋ prûÀce péi jejich nedostatku je zûÀsadná negativná ovlivnána. PéevûÀéƒná se jednûÀ se o popisy funkcûÙ zaéûÙzenûÙ a postupé₤ procesu (vû§roby), zpé₤sob provozovûÀnûÙ zaéûÙzenûÙ za normûÀlnûÙch a mimoéûÀdnû§ch situacûÙ ái nûÀvaznosti a vzûÀjemnûˋ funkánûÙ zûÀvislosti technickû§ch zaéûÙzenûÙ.
Kvalita analytickûˋ áinnosti péedstavuje jûÀdro procesu éRS. S vyuéƒitûÙm metod a technik oboru spolehlivosti, diagnostiky a hodnocenûÙ rizik jsou datovûˋ a informaánûÙ vstupy transformovûÀny do nûÀkladová efektivnûÙch strategiûÙ û¤dréƒby. Pro tyto analytickûˋ áinnosti je zapotéebûÙ vytvoéit multiprofesnûÙ tû§m (vûÙce tû§mé₤) provoznûÙch a û¤dréƒbûÀéskû§ch pracovnûÙké₤ doplnánû§ch specialisty na spolehlivost, korozi ái bezpeánostnûÙ systûˋmy a podobná.
Vû§sledky analytickûˋ áinnosti musûÙ bû§t uspoéûÀdûÀny do programé₤ û¤dréƒby, coéƒ vyéƒaduje schopnost nasazenûÙ efektivnûÙch postupé₤ a jejich dokonalou organizaci v programu û¤dréƒby. ProsazenûÙ objektivná pozitivnûÙch zmán indikovanû§ch vû§sledky analû§z mé₤éƒe bû§t v praxi nejobtûÙéƒnájéÀûÙm álûÀnkem postupu.
VytvoéenûÙ podmûÙnek a podpora managementu souvisûÙ s organizacûÙ û¤dréƒby a je zcela klûÙáovûÀ, protoéƒe implementace systûˋmu éRS je sloéƒitû§ a nûÀroánû§ proces, jehoéƒ rozbáh se ani péi optimûÀlnûÙch podmûÙnkûÀch nevyhne komplikacûÙm, kterûˋ mohou vyû¤stit ve zpoéƒdánûÙ proti plûÀnovanûˋmu harmonogramu. Véƒdy vyéƒaduje koncentraci finanánûÙch a lidskû§ch zdrojé₤. Po implementaci se tyto procesy musûÙ stûÀt trvalou souáûÀstûÙ provoznûÙ praxe (se véÀemi klady), jinak se nepodaéûÙ zûÙskat véÀechny pozitivnûÙ vû§sledky, kterûˋ systûˋm nabûÙzûÙ.
I kdyéƒ jsou tyto faktory obecná platnûˋ, majûÙ nestejnou vûÀhu, kterûÀ je zpravidla zûÀvislûÀ na organizaánûÙ a odbornûˋ û¤rovni managementu, kde se systûˋm éRS zavûÀdûÙ. Pro û¤spáéÀnou implementaci metod éûÙzenûÙ rizika a spolehlivosti je naprosto zûÀsadnûÙ vytvoéenûÙ potéebnû§ch podmûÙnek a vysokûÀ podpora vrcholovûˋho managementu támto postupé₤m. Tato podpora je nutnûÀ, protoéƒe péi zavûÀdánûÙ éRS jdou implementaánûÙ procesy napéûÙá celou spoleánostûÙ. NedostateánûÀ û¤roveé vstupnûÙch dat ái speciûÀlnûÙch znalostûÙ z oboru spolehlivosti, diagnostiky ái koroznûÙ problematiky, nenûÙ v jednotlivû§ch fûÀzûÙch a okaméƒicûÙch realizace tak rozhodujûÙcûÙ, protoéƒe postupná lze data shromûÀéƒdit a znalosti péedat.
HlavnûÙm smyslem aplikovûÀnûÙ systûˋmu éRS nejsou û¤spory (ty jsou vedlejéÀûÙm produktem), ale stanovenûÙ éûÀdnûˋ strategie û¤dréƒby zaéûÙzenûÙ provedenûˋ na zûÀkladá analytickûˋ metody s vyhodnocenûÙm rizika, a tûÙm i péesnájéÀûÙ smáéovûÀnûÙ finanánûÙch prostéedké₤, tam kde je to z pohledu rizikovosti nejdé₤leéƒitájéÀûÙ.
PodákovûÀnûÙ
PéûÙspávek byl vytvoéen za podpory grantovûˋho projektu á. áZU 31190/1312/3122 "Vliv biopaliva a provoznûÙch parametré₤ na kouéivost motoru.
Literatura
- [1] Anthony M. Smith and Glenn R. Hinchcliffe: RCM – Gateway to World Class Maintenance, Elsevier, 2003 ISBN: 0-7506-7461-X
- [2] API RP 580, Risk-Based Inspection, Second Edition, American Petroleum Institute / 01-Nov-2009 / 96 pages
- [3] API 510, Pressure Vessel Inspection Code: Maintenance Inspection, Rating, Repair, and Alteration – Includes Addenda 1, 2, 3 and 4 (1999, 2000, 2001, 2003), Edition: 8th Edition, American Petroleum Institute / 01-Jun-1997 / 54 pages
- [4] áSN EN 61511: 2005, FunkánûÙ bezpeánost – BezpeánostnûÙ péûÙstrojovûˋ systûˋmy pro sektor pré₤myslovû§ch procesé₤.
- [5] áSN EN 61508-2:2002, FunkánûÙ bezpeánost elektrickû§ch/elektronickû§ch/programovatelnû§ch elektronickû§ch systûˋmé₤ souvisejûÙcûÙch s bezpeánostûÙ.
- [6] áSN IEC 60300- 3-11. Management spolehlivosti – áûÀst 3–11: NûÀvod k pouéƒitûÙ – ûdréƒba zamáéenûÀ na bezporuchovost, 2010
- [7] InternûÙ dokument áeskûˋ Rafinûˋrie a.s: PracovnûÙ postup û¤dréƒby – ûdréƒba zamáéenûÀ na bezporuchovost (RCM), (3. û¤roveé dokumentace, prvnûÙ vydûÀnûÙ, 2010)
- [8] InternûÙ dokument áeskûˋ Rafinûˋrie a.s: PracovnûÙ postup û¤dréƒby – Inspekce na zûÀkladá ocenánûÙ rizika (RBI), (3. û¤roveé dokumentace, prvnûÙ vydûÀnûÙ, 2010)
- [9] InternûÙ dokument áeskûˋ Rafinûˋrie a.s: PracovnûÙ postup û¤dréƒby – BezpeánostnûÙ instrumentûÀlnûÙ funkce na zûÀkladá rizika (SIFpro) (3. û¤roveé dokumentace, prvnûÙ vydûÀnûÙ, 2010)
- [10] Moubray, J.: Reliability-centred Maintenance. Butterworth-Heinemann, 1997, ISBN 0-8311-3146-2
- [11] Mykiska, A.: Bezpeánost a spolehlivost technickû§ch systûˋmé₤. 1. vydûÀnûÙ. Praha: áeskûˋ vysokûˋ uáenûÙ technickûˋ v Praze, 2006, 206 s. UáebnûÙ texty áVUT v Praze. Fakulta strojnûÙ. ISBN 80-01-02868-2.
- [12] SAE JA1011: 2009, Evaluation Criteria for Reliability-Centered Maintenance (RCM) Processes, 12 pages
- [13] SAE JA1012: 2002, A Guide to the Reliability-Centered Maintenance (RCM) Standard, 57 pages
- [14] Mayer, K., Pexa, M., AleéÀ, Z., Weinfurtner, L.: Interval technickûˋ diagnostiky péi máéenûÙ áerpadel, áasopis – TZB-info, RoánûÙk 13, áûÙslo 48, Topinfo s.r.o., Praha, ISSN 1801-4399, 2011, s. 1–8.
- [15] Nunner, G.H.M., KubûÙk, J: RHEINLAND – vytûÀpácûÙ a vátracûÙ systûˋm velkû§ch prostor, áasopis – TZB-info, RoánûÙk 3, áûÙslo 43, Topinfo s.r.o., Praha, ISSN 1801-4399, 2001, s. 1–3.
ZamáéenûÙ péûÙspávku
Odbornû§ péûÙspávek se zamáéuje na problematiku û¤dréƒby zaéûÙzenûÙ, péedevéÀûÙm na vytvûÀéenûÙ samotnûˋho programu û¤dréƒby. V û¤vodnûÙ áûÀsti jsou péehledná péedstaveny metody éûÙzenûÙ ûdréƒby na zûÀkladá rizik plynoucûch ze zpé₤sobé₤ poruch technickû§ch systûˋmu a zûÀroveé je poukûÀzûÀno na slabûÀ mûÙsta péi izolovanûˋ aplikaci pouze jednûˋ z metod. PéûÙspávek se zamáéuje péedevéÀûÙm na metody RCM, RBI, SIFpro. Na zûÀkladá provedenûˋ reéÀeréÀe je navréƒen strukturovanû§ proces zohledéujûÙcûÙ véÀechny téi uvedenûˋ metody, nazvanû§ jako éRS – éûÙzenûÙ rizika a spolehlivosti, jehoéƒ péednostûÙ je (kromá jinû§ch benefité₤) finanánûÙ a áasovûÀ û¤spora dosaéƒenûÀ vhodnou organizacûÙ celûˋho optimalizaániho procesu.
ZûÀvár
Tûˋma û¤dréƒby je aktuûÀlnûÙ problematikou, coéƒ dokazuje zûÀjem pré₤myslovû§ch objekté₤ o optimalizaci plûÀné₤ û¤dréƒby a tûÙm snûÙéƒenûÙ celkovû§ch nûÀkladé₤ souvisejûÙcûÙch s provozovûÀnûÙm technickû§ch zaéûÙzenûÙ. PéûÙspávek „optimalizace plûÀné₤ preventivnûÙ ûdré§by na zûÀkladá hodnocenûÙ rizika“ navrhuje na zûÀkladá dostateáná provedenûˋ reéÀeréÀe inovativnûÙ zpé₤sob éûÙzenûÙ û¤dréƒby. PéûÙspávek hodnotûÙm po strûÀnce odbornûˋ i formûÀlnûÙ na velmi dobrûˋ û¤rovni a doporuáuji ho k publikovûÀnûÙ v odbornûˋm áasopise.
V Liberci dne 20. 6. 2012 Ing. Jaroslav ZajûÙáek, Ph.D.
This article is focused on plan optimization issues of preventive maintenance based on risk assessment. The aim is to propose a cohesive system layout which involves the maintenance optimisation as a whole and achieve better results compare to simple applying the individual methods. This system is divided into five fundamental phases which are consequently following one after another and guarantee the order and structure of the process. Every phase consist of individual sections which thoroughly describe particular execution and procedures. The proposed system should help readers to obtain sufficient information in order to understand the different parts of the system and enable them to make their own opinion on synergy of systematic methodology which deals with optimization of maintenance. All these aspects are very important in practice due to the complexity of most ventilation, heating and air conditioning systems.