Experimentรกlnรญ vรฝvoj 3D tisku cementovรฝch kompozitลฏ

Zaลรญzenรญ pro 3D tisk na Kloknerovฤ รบstavu
V rรกmci projektu 3D-STAR probรญhรก vรฝvoj zaลรญzenรญ 3D tisku cementovรฝch kompozitลฏ, tisk tenkostฤnnรฝch konstrukฤnรญch prvkลฏ a jejich testovรกnรญ. Pohonem projektu je vize vyuลพitรญ technologie jak pro nosnรฉ stฤnovรฉ konstrukce patrovรฝch staveb, tak pro stropnรญ konstrukce tฤchto budov. Technologie 3D tisku cementovรฝch smฤsi mรก oproti klasickรฝm betonovรฝm konstrukcรญm ลadu odliลกnostรญ. Mezi vรฝhody tรฉto technologie patลรญ moลพnost tisknout tvarovฤ sloลพitรฉ prvky, jejichลพ realizace je jinak extrรฉmnฤ komplikovanรก, systemizovat stavbu patrovรฝch staveb a optimalizovat celkovรฉ materiรกlovรฉ a ฤasovรฉ nรกklady stavby.
V rรกmci aktuรกlnฤ bฤลพรญcรญho grantovรฉho projektu 3D-STAR, iniciovanรฉho pracovnรญky Fakulty umฤnรญ a architektury TUL pod vedenรญm profesora Ing. arch. akad. arch. Jiลรญho Suchomela ve spojenรญ s Kloknerovรฝm รบstavem, ฤVUT v Praze, probรญhรก komplexnรญ vรฝvoj technologie 3D tisku.
3D tisk cementovรฝch kompozitลฏ otevรญrรก moลพnost optimalizace tvaru prvku z hlediska minimalizace spotลeby materiรกlu pลi dosaลพenรญ maximรกlnรญ pevnosti nebo tuhosti prvku. Takovรก optimalizace je dnes bฤลพnรก napล. ve strojรญrenskรฉm prลฏmyslu. Tvarovรก optimalizace z hlediska spotลeby materiรกlu pลirozenฤ vede k navrhovรกnรญ tenkostฤnnรฝch prvkลฏ, u kterรฝch je jejich pevnost a tuhost zajiลกtฤna nikoliv tlouลกลฅkou materiรกlu, ale jeho vhodnรฝm tvarovรกnรญm do tenkostฤnnรฝch รบtvarลฏ, jako jsou skoลepiny a lomenice a jejich odlehฤenรญm vhodnฤ umรญstฤnรฝmi otvory. Proto je aktuรกlnฤ bฤลพรญcรญ grant zamฤลen i na vรฝzkum moลพnostรญ vyuลพitรญ tohoto potenciรกlu v investiฤnรญ vรฝstavbฤ.
Snaha o รบspory materiรกlu dobลe zapadรก do dneลกnรญch poลพadavkลฏ na รบspory neobnovitelnรฝch zdrojลฏ surovin, รบspory energiรญ, minimalizaci odpadลฏ pลi odstraลovรกnรญ budov a udrลพitelnou vรฝstavbu.
Ze zลejmรฝch dลฏvodลฏ se nabรญzรญ tisk svislรฝch konstrukcรญ, a to jak obvodovรฉho plรกลกtฤ stavby i vnitลnรญch dฤlรญcรญch stฤn. Vyuลพitรญ 3D tisku pro vodorovnรฉ stavebnรญ konstrukce je omezeno na tisk prefabrikovanรฝch prvkลฏ, kterรฉ ale musรญ konkurovat jinรฝm bฤลพnฤ uลพรญvanรฝm typลฏm konstrukcรญ, jako jsou silnฤ odlehฤenรฉ dutinovรฉ pลedpjatรฉ panely a dalลกรญ bฤลพnฤ znรกmรฉ systรฉmy.
Ve vฤtลกinฤ dosud znรกmรฝch realizacรญ 3D tiลกtenรฝch budov je vytiลกtฤnรก skoลepina vyuลพita pro obvodovรฝ plรกลกลฅ stavby a pro vnitลnรญ nenosnรฉ dฤlรญcรญ stฤny. Funkci svislรฝch nosnรฝch konstrukcรญ vฤtลกinou zajiลกลฅujรญ obvyklรฉ typy konstrukcรญ – ocelovรฉ sloupy, popลรญpadฤ ลพelezobetonovรฉ sloupy, betonovanรฉ do ztracenรฉho bednฤnรญ, vytvoลenรฉho 3D tiskem.
Vyuลพitรญ tenkostฤnnรฝch svislรฝch nosnรฝch prvkลฏ, jako skoลepin a lomenic pro svislรฉ nosnรฉ stฤny, znamenรก vรฝzvu pro betonovรฉ stavitelstvรญ. Je pravdฤpodobnรฉ, ลพe dalลกรญ rozvoj 3D tisku pลinese podobnou revoluci do betonovรฉho stavitelstvรญ, jakou pลineslo rozลกรญลenรญ tenkostฤnnรฝch, za studena tvรกลenรฝch prvkลฏ do ocelovรฉho stavitelstvรญ ve druhรฉ polovinฤ minulรฉho stoletรญ. Tato revoluce v ocelovรฉm stavitelstvรญ si v minulosti vyลพรกdala rozvoj novรฝch nรกvrhovรฝch teoriรญ a vznik novรฝch nรกvrhovรฝch norem. Pลi jejich vรฝvoji hrรกl vรฝznamnou roli i profesor Ing. Miroslav ล kaloud, DrSc. Tenkostฤnnรฉ prvky jsou obecnฤ nรกchylnรฉ k rลฏznรฝm ztrรกtรกm stability, jako je prostorovรก ztrรกta stability (vyboฤenรญ, zkroucenรญ) tlaฤenรฝch prutลฏ, klopenรญ ohรฝbanรฝch prลฏลezลฏ a boulenรญ stฤn namรกhanรฝch kombinacรญ tlaku a smyku.
V pลรญpadฤ betonovรฉho stavitelstvรญ jde o jeลกtฤ komplikovanฤjลกรญ รบlohu, neลพ tomu bylo v pลรญpadฤ stavitelstvรญ ocelovรฉho. Je to tรญm, ลพe jak prostรฝ, tak vyztuลพenรฝ beton jsou sloลพitฤjลกรญmi kompozity, u kterรฝch jsou stabilitnรญ problรฉmy komplikovรกny jevy, jako je smrลกลฅovรกnรญ a dotvarovรกnรญ betonu ฤi oslabenรญ taลพenรฝch oblastรญ konstrukce trhlinami. Vฤtลกรญ roli neลพ u ocelovรฝch konstrukcรญ hrajรญ i imperfekce prvkลฏ, vzniklรฉ pลi vรฝrobฤ. To vลกechno jsou jevy, ke kterรฝm u ocelovรฝch prvkลฏ v takovรฉm rozsahu nedochรกzรญ.
V rรกmci ลeลกenรฉho projektu 3D-STAR je รบkolem vlastnรญ vรฝvoj a vรฝroba komplexnรญho systรฉmu 3d tisku cementovรฝch kompozitลฏ a komplexnรญ ลeลกenรญ konstrukce od jejรญho nรกvrhu, optimalizace cementovรฉ smฤsi po jejรญ vytiลกtฤnรญ a aplikaci na stavbฤ.
Tiskovรฉ zaลรญzenรญ
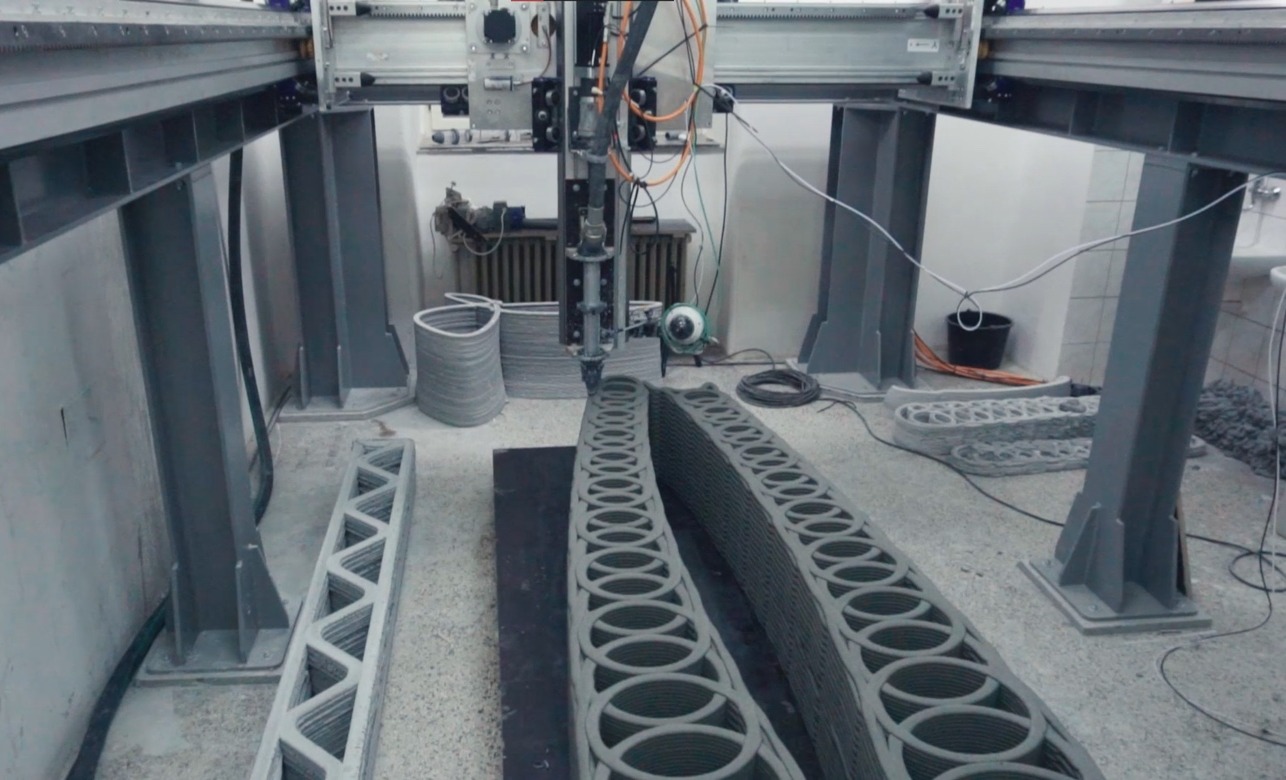
Obr. 1 Pracovnรญ prostor TestBedu
Fig. 1 TestBed working area
Prvnรญm krokem v realizaci ลeลกenรฉho projektu byl vรฝvoj a vรฝroba robotickรฉ pohybovรฉ soustavy – TestBed na Technickรฉ univerzitฤ v Liberci. Koncepฤnฤ se jednรก o masivnรญ portรกlovรฝ pohybovรฝ systรฉm dimenzovanรฝ tak, aby nebyl omezen hmotnostรญ nesenรฉho bลemena (obr. 1).
Pracovnรญ prostor TestBedu je 3×1×1 m v osรกch x, y, z, coลพ umoลพลuje testovat tisk smฤsi na objektech mฤลรญtkem srovnatelnรฝm s reรกlnou stavbou. Velikost zaลรญzenรญ byla uzpลฏsobena prostorรกm Kloknerova รบstavu, kde je zaลรญzenรญ provozovรกno. Pลi tisku tรญmto laboratornรญm strojem lze bฤลพnฤ dosรกhnout rychlosti kolem 120 mm/s. Nicmรฉnฤ rychlost je omezenรก spรญลกe velikostรญ tisknutรฉho prvku a ovlivnฤna potลebnรฝm ฤasem na vytiลกtฤnรญ jednรฉ vrstvy. Pลi pลรญliลกnรฉ rychlosti mลฏลพe dochรกzet ke ztrรกtฤ stability tiลกtฤnรฉho prvku, pลi pomalejลกรญm tisku zase k nรกchylnosti na nedokonalรฉ spojenรญ aktuรกlnฤ tiลกtฤnรฉ vrstvy s pลฏvodnรญ a k riziku jejรญ nรกslednรฉ delaminace pลi namรกhรกnรญ prvku. Ukazuje se, ลพe samotnรฝ materiรกl nenรญ problรฉm tiskovou hlavou extrudovat i nรกsobnฤ rychleji – laboratornรญ tisk je omezen pลฏdorysnรฝm prostorem a rychlost je tedy umฤle upravovรกna pro optimรกlnรญ potลeby aktuรกlnรญho tisku. ฤerpรกnรญ cementovรฉ smฤsi do tiskovรฉ hlavy je ลeลกeno vลetenovรฝm ฤerpadlem s nรกdobou na ฤerstvou smฤs umรญstฤnรฝm pลed tiskovรฝm prostorem. Rychlost ฤerpรกnรญ je ลรญzena automaticky s ohledem na rychlost extruze.
Tiskovรก hlava
Prvnรญ verze tiskovรฉ hlavy se vydala cestou otevลenรฉ soustavy obsahujรญcรญ zรกsobnรญk smฤsi o objemu cca 20 litrลฏ. Do zรกsobnรญku tiskovรฉ hlavy byla smฤs dopravovรกna z ฤerpadla hadicรญ o vnitลnรญm prลฏmฤru 35 mm. Na zรกsobnรญk navazovalo ลกnekovรฉ ลรญzenรญ dรกvkovรกnรญ smฤsi do trysky. Prvnรญ verze tiskovรฉ hlavy umoลพnila po nฤkolika testovacรญch tiscรญch najรญt pลibliลพnรฉ rozmezรญ vรฝchozรญch hodnot nastavenรญ tiskovรฝch parametrลฏ a dรกle zpลesnila okrajovรฉ podmรญnky tรฝkajรญcรญ se konzistence tiskovรฉ smฤsi.
Jako nevรฝhoda se ukรกzalo, ลพe pro poลพadovanรฉ parametry extruze nenรญ otevลenรก soustava pลรญliลก vhodnรก, coลพ se projevilo pลedevลกรญm nespolehlivรฝm podรกvรกnรญm smฤsi ze zรกsobnรญku ke ลกneku a tรญm pรกdem nekonzistentnรญ tiskovou stopou.
S dลฏrazem na odstranฤnรญ problรฉmลฏ pozorovanรฝch u prvnรญ tiskovรฉ hlavy byla naprojektovรกna druhรก tiskovรก hlava ve verzi uzavลenรฉho systรฉmu bez zรกsobnรญku. Tato strategie tiskovรฉ hlavy je v nฤkolika ohledech jednoduลกรญ, zato vyลพaduje peฤlivฤjลกรญ naladฤnรญ celรฉ dรกvkovacรญ soustavy a pลesnou synchronizaci vลกech ลรญdรญcรญch komponent. Odpadรก nutnost pouลพitรญ rozmฤrnรฉho a tฤลพkรฉho zรกsobnรญku a celรก tiskovรฉ hlava je tak kompaktnฤjลกรญ a v zรกkladnรญ verzi mรก menลกรญ poฤet pohyblivรฝch mechanickรฝch komponent.
Po experimentรกlnรญm ovฤลenรญ nฤkolika druhลฏ vyvรญjenรฝch tiskovรฝch smฤsรญ a nastavenรญ bylo pลistoupeno k variantฤ pลidรกvรกnรญ tekutรฉho urychlovaฤe tuhnutรญ pลรญmo v tiskovรฉ hlavฤ. Urychlovaฤ tuhnutรญ je nutnรฉ co nejlรฉpe promรญsit s tiskovou smฤsรญ, a to pomฤrnฤ rychle a na velmi krรกtkรฉ vzdรกlenosti v tiskovรฉ hlavฤ tฤsnฤ pลed tryskou. Pro tento รบฤel byl vyvinut systรฉm speciรกlnฤ tvarovanรฝch pohyblivรฝch lopatek mechanicky spลaลพenรฝch s pohonem dรกvkovรกnรญ tiskovรฉ smฤsi a bylo testovรกno nฤkolik typลฏ tvarovรกnรญ samotnรฉho vtoku urychlovaฤe. Lopatky nejenลพe musรญ smฤs dokonale promรญchat s urychlovaฤem, ale zรกroveล by mฤly co nejmรฉnฤ omezovat prลฏtok materiรกlu tiskovou hlavou a nesmรญ bรฝt nรกchylnรฉ k zanรกลกenรญ komponenty tiskovรฉ smฤsi bฤhem tisku. Po experimentรกlnรญm ovฤลenรญ nฤkolika zรกkladnรญch tvarลฏ lopatek byla vybrรกna varianta, kterรก svรฝmi vlastnostmi nejlรฉpe splลovala vฤtลกinu poลพadavkลฏ. Tato varianta dรกle podstoupila vรฝvoj mechanickรฉho a materiรกlovรฉho ลeลกenรญ tak, aby lรฉpe odolรกvala abrazivnรญmu prostลedรญ v tiskovรฉ hlavฤ, a ani po prลฏtoku nฤkolika tisรญcลฏ litrลฏ cementovรฉ smฤsi nejevรญ ลพรกdnรฉ vรฝraznรฉ znรกmky opotลebenรญ.
Tiskovรฝ materiรกl
Pro รบฤely 3D tisku byl vyvinut vlastnรญ jemnozrnnรฝ materiรกl s pojivem na bรกzi cementu. V nynฤjลกรญ dobฤ existuje ลada komerฤnฤ vyrรกbฤnรฝch smฤsรญ. Smyslem vรฝvoje vlastnรญ smฤsi bylo mรญt moลพnost volnรฉ modifikace smฤsi na zรกkladฤ poลพadavkลฏ na samotnรฝ tisk, a to z hlediska finรกlnรญch materiรกlovรฝch vlastnostรญ, zrnitosti, a hlavnฤ konzistence smฤsi. Vรฝvojem smฤsi jsou zรญskรกny dลฏleลพitรฉ poznatky vyuลพitelnรฉ zejmรฉna pro nรกvrh smฤsi z lokรกlnรญch surovin v mรญstฤ plรกnovanรฉho tisku. Parametry aktuรกlnฤ pouลพรญvanรฉ smฤsi jsou pevnost v tlaku na รบrovni 40–50 MPa. Pro laboratornรญ tisk je pouลพรญvรกna pytlovanรก smฤs s maximรกlnรญm zrnem kameniva do 1 mm. Vรฝznamnรฝm prvkem smฤsi je cement a dalลกรญ jemnรฉ podรญly zajiลกลฅujรญcรญ optimรกlnรญ zrnitost. Tixotropie smฤsi je zajiลกลฅovรกna WMA pลรญsadami, smrลกtฤnรญ eliminovรกno dรกvkovรกnรญm PP vlรกken do smฤsi a konzistence ลรญzena kombinacรญ mnoลพstvรญ plastifikรกtoru a urychlovaฤe tuhnutรญ dรกvkovanรฉho v zรกvฤru tiskovรฉho procesu. Laboratornฤ se jednรก o jemnozrnnou cementovou maltu. Pro dalลกรญ vรฝvoj byly zahรกjeny prรกce na vรฝvoji smฤsi betonu obsahujรญcรญ kamenivo zrnitosti od 4 mm, vhodnรฉ na tisk zejmรฉna in-situ. Tato varianta vลกak vyลพaduje komplexnรญ nรกvrh celรฉho systรฉmu tisku od skladovรกnรญ jednotlivรฝch komponent, mรญchacรญho zaลรญzenรญ, ฤerpadla, hadic a v neposlednรญ ลadฤ robustnรญ tiskovรฉ hlavy.
Systรฉm dรกvkovรกnรญ urychlovaฤe
Varianta dรกvkovรกnรญ urychlovaฤe tuhnutรญ v prรกลกkovรฉ podobฤ pลed ฤerpรกnรญm smฤsi byla pro plรกnovanรฉ รบฤely projektu ovฤลovรกna pouze zรกkladnฤ a opuลกtฤna vzhledem k nฤkterรฝm limitujรญcรญm faktorลฏm popsanรฝch dรกle. Postupnรฝm definovรกnรญm poลพadavkลฏ na betonovou tiskovou smฤs a tiลกtฤnรฉ konstrukฤnรญ prvky bylo rozhodnuto vyvรญjet variantu vstลikovรกnรญ kapalnรฉho urychlovaฤe v poslednรญ fรกzi tisku. Jednou z hlavnรญch vรฝhod tohoto ลeลกenรญ je rychlรก reakce na zmฤny okolnรญch klimatickรฝch podmรญnek, kterรก je velmi obtรญลพnรก pลi variantฤ tisku smฤsi s prรกลกkovรฝm urychlovaฤem v sypkรฉ smฤsi. Dalลกรญ vรฝhodou je i jistota, ลพe pลi zastavenรญ tisku nebude urychlenรก smฤs tuhnout v dopravnรญm hadicovรฉm systรฉmu. V laboratornรญch podmรญnkรกch dosahuje systรฉm dรฉlky cca 10 metrลฏ, ale v pลรญpadฤ tisku na staveniลกti mลฏลพe dosahovat vรฝznamnฤ vyลกลกรญch hodnot. K urychlenรญ tuhnutรญ smฤsi, dochรกzรญ aktuรกlnฤ v rรกmci 3 aลพ 5 minut po extruzi coลพ umoลพลuje rychlรฝ tisk. Rychlost tuhnutรญ je vรฝznamnรฝm faktorem pro tisk sloupovรฝch prvkลฏ, kterรฉ majรญ v jednรฉ vrstvฤ pomฤrnฤ krรกtkou stopu a tรญm i nutnost co nejkratลกรญ doby tuhnutรญ. Zรกroveล je potลebnรฉ naladit rychlost tisku a mnoลพstvรญ vstลikovanรฉho urychlovaฤe tuhnutรญ tak, aby nedochรกzelo k pลรญliลกnฤ rychlรฉmu zatuhnutรญ, kterรฉ by ovlivลovalo vzรกjemnou soudrลพnost po sobฤ tiลกtฤnรฝch vrstev. Zkouลกenรญm rลฏznรฝch variant urychlovaฤลฏ byl zvolen jako nejvhodnฤjลกรญ roztok sรญranu hlinitรฉho v rลฏznรฝch pomฤrech s vodou, podle teplotnรญch podmรญnek v mรญstฤ tisku a v zรกvislosti na poลพadovanรฉ konzistenci smฤsi. V jednรฉ z variant tiskovรฉ hlavy bylo ลeลกeno, pod jakรฝm tlakem bude nutno urychlovaฤ do hmoty vstลikovat, a jak regulovat pลesnรฉ mnoลพstvรญ kapaliny. Pro ฤerpรกnรญ a vstลikovรกnรญ urychlovaฤe bylo pouลพito zubovรฉ ฤerpadlo se senzorem prลฏtoku, aby bylo moลพno regulovat prลฏtok a souฤasnฤ vyrovnรกvat protitlak v hadiฤkรกch dopravujรญcรญch kapalnรฝ urychlovaฤ. Tato varianta systรฉmu ฤerpรกnรญ, vstลikovรกnรญ urychlovaฤe a extruze cementovรฉ smฤs se prozatรญm ukรกzala jako nejvhodnฤjลกรญ z hlediska moลพnosti okamลพitรฉ kontroly tisku a optimalizace procesu obsluhou. Urychlenรญ tuhnutรญ smฤsi otevรญrรก moลพnost tisku napลรญklad profilovanรฝch a pลevislรฝch stฤn (obr. 2 a 3).

Obr. 2 Zkuลกebnรญ prvek s pลevisem
Fig. 2 Test element with overhang

Obr. 3 Zkuลกebnรญ prvek s tvarovฤ profilovanou stฤnou
Fig. 3 Test element with profiled wall
Geometrie tiลกtฤnรฝch prvkลฏ


Obr. 4 Pลรญklady struktur tiลกtฤnรฉho stฤnovรฉho prvku: vlevo rovnรก stฤna, vpravo profilovanรก stฤna
Fig. 4 Examples of structure of the printed wall element: on the left plain wall, on the right profiled wall
Samotnou a nedรญlnou disciplรญnou 3D tisku je pลรญprava dat pro tisk. Od tvarovรกnรญ samotnรฝch tiskovรฝch objektลฏ aลพ po volbu vhodnรฉ tiskovรฉ strategie a parametrลฏ. Tvarovรกnรญ objektลฏ bylo ze zaฤรกtku podลizovalo pลedevลกรญm nutnosti zkalibrovat tiskovรฉ nastavenรญ a vytisknout vzorky pro stanovenรญ zรกkladnรญch mechanickรฝch vlastnostรญ vytiลกtฤnรฉho materiรกlu. V momentฤ zvlรกdnutรญ jednoduchรฝch tiskovรฝch รบloh se tฤลพiลกtฤ experimentลฏ pลesunulo k tvarovรกnรญ objektลฏ za รบฤelem odzkouลกenรญ hranic tiskovรฉho systรฉmu a takรฉ k hledรกnรญ optimรกlnรญho tvaru pro 3D tisk konstrukcรญ. Obecnฤ ze zkouลกek vychรกzรญ pro vรฝrobu 3D tiskem tvarovat tiลกtฤnรฉ prvky do prohnutรฝch tvarลฏ a co nejvรญce omezit ostrรฉ rohy. S dobrรฝmi vรฝsledky probฤhly napลรญklad experimenty s kลรญลพenรญm tiskovรฉ drรกhy v jednรฉ vrstvฤ. Takto tiลกtฤnรฝ prลฏnik zaruฤuje dobrรฉ propojenรญ tiskovรฉ hmoty a nedochรกzรญ k obฤasnรฉ pลฏdorysnรฉ delaminaci tiskovรฝch stop, jako bylo pozorovรกno u bodovฤ nebo teฤnฤ napojenรฝch tiskovรฝch stop.
Pลedmฤtem dalลกรญho zkouลกenรญ bylo mimo jinรฉ takรฉ architektonicko-estetickรฉ pojednรกnรญ tiลกtฤnรฉho povrchu, kterรฉ zรกroveล respektuje vรฝลกe zmรญnฤnรฉ poznatky. Prรกce s geometriรญ tiskovรฉ stopy v rรกmci linky povrchu umoลพลuje libovolnรฉ vzorkovรกnรญ povrchu. Napลรญklad kombinacรญ prลฏnikลฏ vrstev posunutรฝch o polovinu vรฝลกky tiskovรฉ vrstvy vznikl dekorativnรญ povrch bez prasklin a defektลฏ, kterรฉ by mohly vznikat pลi tuhnutรญ vรฝtisku (obr. 4). Dlouhodobรฉ รบฤinky objemovรฝch zmฤn a odolnosti povrchu jsou pลedmฤtem dalลกรญ ฤรกsti vรฝzkumu.
Tvorba modelลฏ a ลรญzenรญ
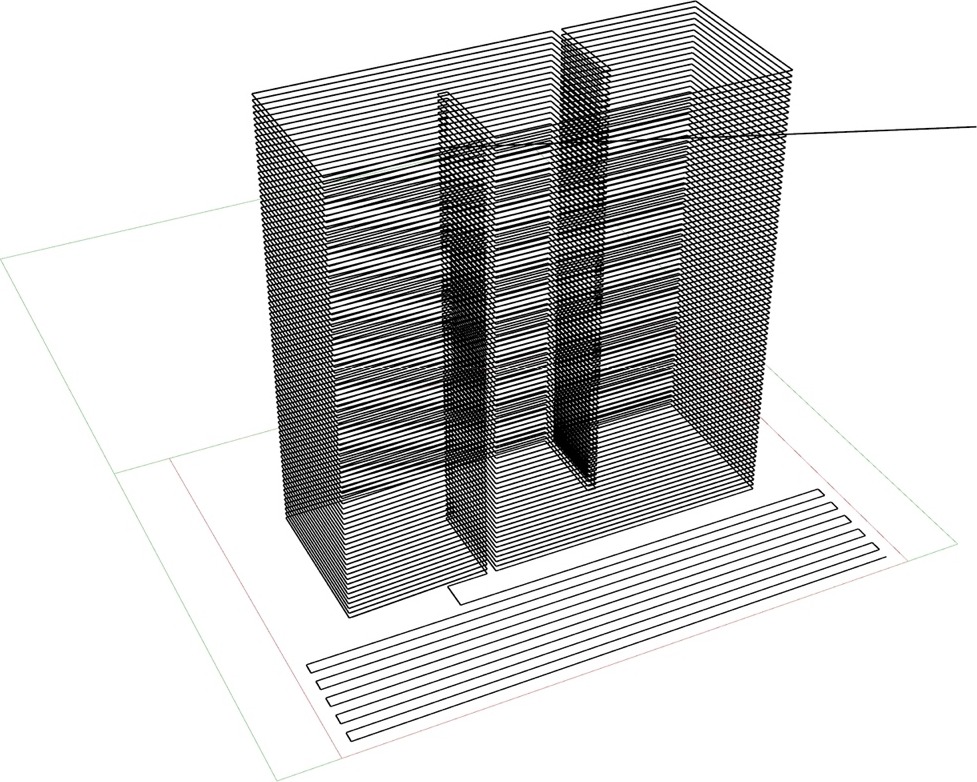
Obr. 5 Tiskovรฝ model stฤnovรฉho prvku
Fig. 5 Printing model of wall element
Pro prvnรญ pokusy ลรญzenรญ Testbedu byl pouลพit ruฤnฤ psanรฝ G-kรณd – v zรกsadฤ pro tisk jednoduchรฝch tvarลฏ jako ฤtverce a kruhy. Pro dalลกรญ pokusy a moลพnost jednoduลกลกรญho zadรกvรกnรญ sloลพitฤjลกรญch tvarลฏ a prลฏnikลฏ tiskovรฝch drah byl pลipraven skript v grafickรฉm programovacรญm prostลedรญ Grasshopper pro Rhinoceros3D. V รบvodu ลกlo pouze o pลevod kลivek na G-kรณd v potลebnรฉm formรกtu, pozdฤji pลibyla moลพnost zadat pลรญmo 3D objekt a parametricky nastavit roztiskรกvรกcรญ drรกhu (pro ustรกlenรญ pomฤrลฏ v tiskovรฉ hlavฤ) pลed samotnรฝm tiskem objektu (obr. 5). Postupnฤ byly pลidรกvรกny dalลกรญ moลพnosti parametrizace nฤkterรฝch nastavenรญ. Tento slicer takรฉ umoลพnuje zadat tiskovou drรกhu s promฤnnou zetovou souลadnicรญ – jednotlivรฉ tiskovรฉ vrstvy tak nemusรญ bรฝt pouze vodorovnรฉ – tzv. non-planar printing. Bฤhem testovรกnรญ takto vyvstaly nฤkterรฉ praktickรฉ problรฉmy a stabilizovaly se postupy pลรญpravy materiรกlu i zaลรญzenรญ a nฤkterรฉ z tฤchto postupลฏ bylo moลพnรฉ automatizovat. V rรกmci ลeลกenรญ projektu byl na Technickรฉ univerzitฤ v Liberci vyvinut program Starslicer, kterรฝ je komplexnฤjลกรญm ลeลกenรญm, optimalizovanรฝm pro tisk cementovรฝch smฤsรญ. V zรกkladu obsahuje moลพnost nastavenรญ mnoha parametrลฏ, jako napลรญklad pลizpลฏsobenรญ rychlosti tisku poลพadovanรฉmu tiskovรฉmu ฤasu na jednu vrstvu nebo moลพnost spirรกlovรฉ drรกhy tisku a plnฤ vyuลพรญvรก moลพnostรญ testovacรญ platformy. Vรฝhodou danรฉho softwaru je prรกvฤ jeho vรฝvoj na mรญru poลพadovanรฉho tiskovรฉho zaลรญzenรญ a tiลกtฤnรฝch prvkลฏ, a tedy moลพnost jeho stรกlรฉ optimalizace na zรกkladฤ zรญskanรฝch zkuลกenostรญ.
Experimentรกlnรญ zkouลกky

Obr. 6 Stฤnovรฝ prvek po tisku a vyplnฤnรฝ izolacรญ
Fig. 6 Printed wall element after the print and filled by the inslulation
Zรกkladnรญm stavebnรญm kamenem 3D tisku jsou fyzikรกlnฤ mechanickรฉ parametry vytiลกtฤnรฝch objektลฏ, pลรญpadnฤ jejich dรญlฤรญch ฤรกstรญ. V รบvodnรญ fรกzi projektu byly zkouลกeny vzorky pลipravovanรฉ ลezรกnรญm z vytiลกtฤnรฝch prvkลฏ tak, by byly ovฤลeny vlastnosti smฤsi po tisku a zpฤtnฤ mohla bรฝt smฤs optimalizovรกna. V dalลกรญ fรกzi se jiลพ tisk vฤnoval nรกvrhu a tisku tenkostฤnnรฝch prvkลฏ a zatฤลพovacรญm zkouลกkรกm takto vytiลกtฤnรฝch struktur. Pลรญkladem tiลกtฤnรฉho tenkostฤnnรฉho stฤnovรฉho prvku je napลรญklad segment stฤny na nรกsledujรญcรญm obrรกzku (obr. 6). Prvek mรก tlouลกลฅku stฤny (ลกรญลku tiskovรฉ stopy) 20 mm. ล รญลka tiskovรฉ stopy mลฏลพe obecnฤ u danรฉ tiskovรฉ hlavy s vรฝmฤnnรฝmi tryskami variovat v rozmezรญ 20–50 mm. V pลรญpadฤ tisku in-situ lze modifikovat jak smฤs, tak i ลกรญลku tiskovรฉ stopy – pro laboratornรญ pomฤry je toto zvolenรฉ rozmezรญ dostateฤnรฉ. U obvodovรฝch stฤn u tohoto stฤnovรฉho prvku nabรญzรญ moลพnost vyplnฤnรญ dutiny prvku sypanou nebo litou tepelnou izolacรญ. Tiลกtฤnรฉ objekty dosahujรญ vรฝลกky 80–90 cm kterรฝ je aktuรกlnฤ limitem pro laboratornรญ tiskovรฉ zaลรญzenรญ. Rychlost tisku a parametry smฤsi jsou ale nastaveny tak, aby mohl tisk kontinuรกlnฤ probรญhat nejen do 80 cm ale vรฝลกe. I z tohoto dลฏvodu je snaha o tisk velmi tenkรฝch prvkลฏ, umoลพลujรญcรญ podchytit pลรญpadnรฝ stabilitnรญ problรฉm ve fรกzi tisku i u nejnepลรญznivฤjลกรญ varianty velmi subtilnรญho prvku.
Vizรญ projektu je tisk nejen vertikรกlnรญch konstrukcรญ ale komplexnรญho tisku celรฉho systรฉmu, tedy i tisku horizontรกlnรญ konstrukce. Vyuลพitรญ technologie 3D tisku pro vodorovnรฉ konstrukce mรก svรก omezenรญ, plynoucรญ jednak z nemoลพnosti „tisku do vzduchu“ a dรกle z nutnosti vyztuลพovรกnรญ ohรฝbanรฝch prvkลฏ v taลพenรฝch oblastech. Z toho plyne, ลพe 3D tisk vodorovnรฝch nosnรฝch prvkลฏ bude pravdฤpodobnฤ omezen na prefabrikรกty, tiลกtฤnรฉ na tuhรฉ podloลพce. Pro vyztuลพovรกnรญ ohรฝbanรฉho tiลกtฤnรฉho prvku jsou ve svฤtฤ vyvรญjeny jednak systรฉmy, kdy je ohebnรก vรฝztuลพ uklรกdรกna prลฏbฤลพnฤ pลi tisku pลรญmo upravenou tiskovou hlavou a dรกle systรฉmy, kdy je tiskovรก hmota vyztuลพena pouze rozptรฝlenou vรฝztuลพรญ vlรกkny rลฏznรฝch typลฏ a vlastnostรญ. Obฤ tyto moลพnosti jsou hloubฤji zkoumรกny. Na nรกsledujรญcรญm obrรกzku je pลรญhradovรฝ nosnรญk stropu, vytiลกtฤnรฝ tiskovou stopou ลกรญลky 40 mm. Nosnรญk je vyztuลพenรฝ betonรกลskou vรฝztuลพรญ profilu 6 mm, vloลพenou mezi tiskovรฉ vrstvy ruฤnฤ v prลฏbฤhu tisku. Nosnรก vรฝztuลพ je uloลพena pouze do spodnรญho pasu a do taลพenรฝch diagonรกl. Hornรญ tlaฤenรฝ pas je konstruktivnฤ vyztuลพen dvฤma profily betonรกลskรฉ vรฝztuลพe o prลฏmฤru 6 mm s ohledem na manipulaci s prvkem pลi dopravฤ a montรกลพi. Jde o prvnรญ prototyp nosnรญku, vyrobenรฝ a testovanรฝ pลedevลกรญm za รบฤelem ovฤลenรญ vzรกjemnรฉ soudrลพnosti tiskovรฝch vrstev a soudrลพnosti tiskovรฉ smฤsi s vรฝztuลพรญ. Nosnรญk na obrรกzku mรก dรฉlku 2970 mm s ohledem na prostorovรฉ moลพnosti tiskovรฉho a zkuลกebnรญho zaลรญzenรญ v laboratoลi. Je ale navrลพen tak, aby vyhovฤl pro bytovou stavbu na rozpฤtรญ 6,0 m. Pลรญhradovรฉ nosnรญky na rozpฤtรญ 6 m lze navrhnout tak, aby srovnanรก tlouลกลฅka materiรกlu byla kolem 100 mm. ล รญลka tiskovรฉ stopy byla v tomto pลรญpadฤ 40 mm. Na nรกsledujรญcรญm obrรกzku je vytiลกtฤnรฝ vaznรญk.
Prvnรญ testy vaznรญku zatฤลพovanรฉho ฤtyลbodovรฝm ohybem ukazujรญ velmi dobrรฉ chovรกnรญ prvku, u kterรฉho se neprojevily ลพรกdnรฉ znรกmky delaminace tiskovรฝch vrstev a zpลฏsob poruลกenรญ, kdy doลกlo k pลetrลพenรญ vรฝztuลพe dolnรญho pasu, byl v dobrรฉ shodฤ s pลedpokladem statickรฉho vรฝpoฤtu. Aktuรกlnฤ jsou zkoumรกny moลพnosti 3D tisku cementovรฉ smฤsi s rozptรฝlenou vรฝztuลพรญ.
Vytiลกtฤnรฉ prvky jsou podrobovรกny zatฤลพovacรญm zkouลกkรกm jak v tlaku (svislรฉ konstrukce) tak v ohybu (vodorovnรฉ konstrukce). Na obrรกzku 7 a 8 jsou testy รบnosnosti tlaฤenรฉho a ohรฝbanรฉho prvku v laboratoลi Kloknerova รบstavu ฤVUT. Souฤรกstรญ projektu jsou prรกce na tvorbฤ a optimalizaci vรฝpoฤtovรฉho modelu tak, aby bylo moลพno konfrontovat vรฝsledky testu v laboratoลi s vรฝsledky vรฝpoฤtu a ve finรกle kontrolovat รบnosnost prvkลฏ pouze dostateฤnฤ spolehlivรฝm statickรฝm vรฝpoฤtem. Vรฝpoฤty s vyuลพitรญm pokroฤilรฝch geometricky i fyzikรกlnฤ nelineรกrnรญch modelลฏ jsou provรกdฤny ve spoluprรกci s firmou ฤervenka Consulting s.r.o.

Obr. 7 Zkouลกka stฤnovรฉho prvku v tlaku
Fig. 7 Load-bearing test of wall element in compression

Obr. 8 Zkouลกka pลรญhradovรฉho vaznรญku v ohybu
Fig. 8 Load-bearing test of beam element in flexion
Zรกvฤr
Aktuรกlnรญ pลรญspฤvek mรก za รบkol popsat obecnฤ stav poznรกnรญ TUL s KU zรญskanรฉho v rรกmci ลeลกenรญ projektu 3D STAR a pokud moลพno dรกle rozลกรญลit povฤdomรญ o 3D tisku cementovรฝch kompozitลฏ napลรญฤ stavebnictvรญm. Ukazuje se, ลพe moลพnosti 3D tisku mohou uspokojit poลพadavky jak na optimalizaci z hlediska ฤasu a nรกkladลฏ ale i doposud velmi pracnou snahu o tvarovou odliลกnost a netradiฤnรญ design ale i tvarovou optimalizaci z hlediska namรกhรกnรญ. Vรฝsledkem aktuรกlnรญho projektu je komplexnรญ systรฉm 3D tiskovรฉho zaลรญzenรญ, pomocรญ kterรฉho mรกme nynรญ moลพnost laboratornฤ testovat jak zaลรญzenรญ jako takovรฉ, tak ladit cementovou smฤs z hlediska nejrลฏznฤjลกรญch poลพadavkลฏ ฤi ovฤลovat meze tiลกtฤnรฝch struktur v nรกvaznosti na jejich statickรฉ pลฏsobenรญ. Technologicky se tento pลรญstup aktuรกlnฤ jevรญ nejvhodnฤjลกรญ z hlediska pลipravovanรฉho pลesunu 3D tisku na pลรญmo na staveniลกtฤ a tisku pomocรญ robotickรฉho ramena. To je vyvรญjeno na TUL v rรกmci ลeลกenรฉho projektu a bude vyuลพรญvat vลกechny poznatky zรญskanรฉ z pลedchozรญch zkuลกenostรญ z 3D tisku.
Posuzovanรฝ pลรญspฤvek popisuje vรฝvoj zaลรญzenรญ pro 3D tisk cementovรฝch kompozitลฏ a zabรฝvรก se ambiciรณznรญm cรญlem, tedy vyuลพitรญm technologie jak pro nosnรฉ stฤnovรฉ konstrukce patrovรฝch staveb, tak pro stropnรญ konstrukce tฤchto budov. Dosud se technologie 3D tisku u nรกs i v zahraniฤรญ soustลeฤuje zejmรฉna na vytvรกลenรญ specifickรฝch, tvarovฤ sloลพitรฝch konstrukฤnรญch prvkลฏ, plnรญcรญch spรญลกe vลกak roli tzv. „zahradnรญ architektury“. Realizace experimentรกlnรญch staveb vychรกzรญ pak pลevรกลพnฤ z vytvรกลenรญ svislรฝch nosnรฝch stฤn, pลรญpadnฤ skoลepin.
Pลรญspฤvek velice podrobnฤ, pลehlednฤ a systematicky popisuje vรฝvoj vhodnรฉ „tiskovรฉ hlavy“, tak i celou strukturu experimentลฏ a v rรกmci nฤj vytvoลenรฝch prvkลฏ. Relativnฤ pionรฝrskรฝm poฤinem je vytvoลenรญ „pลรญhradovรฉho vaznรญku“ tak, jak je na jednom z obrรกzkลฏ v publikaci zachycen. Publikace bude velmi cennรก jak pro nepouฤenรฉho, tak i ฤรกsteฤnฤ pouฤenรฉho ฤtenรกลe vzhledem k tomu, ลพe k oblasti 3D tisku se vรกลพe ลada ฤasto pลehnanฤ optimistickรฝch oฤekรกvรกnรญ. Pลednostรญ ฤlรกnku je, ลพe vyzdvihuje pลednosti, ale nezastรญrรก i komplikace, kterรฉ jsou s 3D tiskem ลพelezobetonovรฝch konstrukcรญ spojeny.
3D tisk je nepochybnฤ v iniciaฤnรญ fรกzi vรฝvoje, a to jak po strรกnce technickรฉ, tak i ekonomickรฉ. Soupeลit co do efektivnosti s tradiฤnรญmi ลพelezobetonovรฝmi konstrukcemi aktuรกlnฤ pravdฤpodobnฤ nemลฏลพe. Podobnฤ vลกak zaฤรญnala v technickรฉ oblasti ลada technologiรญ, kterรฉ se projevily jako velmi futuristickรฉ a po nฤkolika letech (desรญtkรกch let) se staly standardnรญ souฤรกstรญ prลฏmyslovรฉ vรฝroby. Nechci pลedbรญhat, co se tรฝkรก budoucรญch รบvah, ale realizace trvale obydlenรฝch zรกkladen na Mฤsรญci ฤi na Marsu se bez 3D tisku rozhodnฤ neobejde.
Within the 3D-STAR project, the equipment for 3D printing of cement composites, printing of thin-walled structural elements and their testing is underway. The project is driven by the vision of using the technology both for the load-bearing wall structures of multi-storey buildings and for the ceiling structures of these buildings. The technology of 3D printing of cement mixtures has a number of differences compared to conventional concrete structures. The advantages of this technology include the ability to print complex elements, the implementation of which is otherwise extremely complicated, to systematize the construction of multi-storey buildings and to optimize the total material and time costs of construction.