Nařízení č. 210/2001 Sb. kterým se stanoví technické požadavky na tlakové nádoby na přepravu plynů
PŘEDPIS BYL ZRUŠEN 01.05.2003
| uveřejněno v: | č. 80/2001 Sbírky zákonů na straně 4659 |
| schváleno: | 21.05.2001 |
| účinnost od: | 01.01.2002 |
| zrušeno: | 01.05.2003 |
| [Textová verze] [PDF verze (4106 kB)] |
210/2001 Sb.
NAŘÍZENÍ VLÁDY
ze dne 21. května 2001,
kterým se stanoví technické požadavky
na tlakové nádoby na přepravu plynů
Vláda nařizuje podle § 22 zákona č. 22/1997 Sb.,
o technických požadavcích na výrobky a o změně a doplnění
některých zákonů, ve znění zákona č. 71/2000 Sb., (dále jen
"zákon") k provedení § 12 odst. 1 a 4, § 11 odst. 2 a § 13 odst.
2 a 4 zákona:
§ 1
(1) Tímto nařízením se stanoví technické požadavky na tlakové
nádoby na přepravu plynů (dále jen "tlakové nádoby").
(2) Za tlakové nádoby se pro účely tohoto nařízení považují
přenosné tlakové nádoby na přepravu plynů, v nichž může být
dosažen nebo vyvinut přetlak větší než 0,05 MPa (0,5 bar).
(3) Stanovenými výrobky podle § 12 odst. 1 zákona jsou
tlakové nádoby.
(4) Tlakové nádoby se rozlišují na
a) svařované lahve na plyny z nelegované oceli, vyráběné
z několika částí, o efektivní tloušťce stěny 5 mm nebo menší,
schopné opakovaného plnění, o objemu od 0,5 l do 150 l včetně,
určené k plnění stlačenými, zkapalněnými nebo rozpuštěnými
plyny, s výjimkou zkapalněných plynů o velmi nízké teplotě
a acetylenu, a k jejich přepravě; výpočtový přetlak (Ph) těchto
lahví nesmí překročit 6 MPa,
b) bezešvé ocelové lahve na plyny, vyráběné z jednoho kusu,
schopné opakovaného plnění a přepravy, o objemu od 0,5 l do
150 l včetně, určené k plnění stlačenými, zkapalněnými nebo
rozpuštěnými plyny, bez ohledu na počet hrdel,
c) bezešvé lahve na plyny z nelegovaného hliníku a hliníkových
slitin, vyráběné z jednoho kusu, schopné opakovaného plnění
a přepravy, o objemu od 0,5 l do 150 l včetně, určené k plnění
stlačenými zkapalněnými nebo rozpuštěnými plyny.
(5) Toto nařízení se nevztahuje na
a) bezešvé ocelové lahve vyrobené z austenitické oceli,
b) bezešvé lahve ze slitiny hliníku se zaručenou nejnižší pevností
v tahu větší než 500 MPa,
c) bezešvé lahve, u nichž se při uzavírání dna přidává kov,
d) tlaková zařízení, jednoduché tlakové nádoby a aerosolové
rozprašovače podle zvláštních právních předpisů,1)
e) nádoby speciálně navržené pro jaderné účely, jejichž porucha
může způsobit únik radioaktivity,
f) nádoby speciálně určené pro umístění na lodích a v letadlech
nebo pro jejich pohon,
g) potrubí a potrubní rozvody.
------------------------------------------------------------------
1) Nařízení vlády č. 182/1999 Sb., kterým se stanoví technické
požadavky na tlaková zařízení, ve znění nařízení vlády č.
290/2000 Sb.
Nařízení vlády č. 175/1997 Sb., kterým se stanoví technické
požadavky na jednoduché tlakové nádoby, ve znění nařízení vlády
č. 80/1999 Sb. a nařízení vlády č. 285/2000 Sb.
Nařízení vlády č. 194/2001 Sb., kterým se stanoví technické
požadavky na aerosolové rozprašovače.
§ 2
(1) Technické požadavky na tlakové nádoby (dále jen "základní
požadavky")
a) podle § 1 odst. 4 písm. a) jsou uvedeny v části I. přílohy č.
1,
b) podle § 1 odst. 4 písm. b) jsou uvedeny v části I. přílohy č.
2,
c) podle § 1 odst. 4 písm. c) jsou uvedeny v části I. přílohy č.
3.
(2) Technické parametry a propočty uvedené v přílohách
k tomuto nařízení nejsou překážkou k použití příslušných českých
technických norem.2)
------------------------------------------------------------------
2) § 4 zákona č. 22/1997 Sb., o technických požadavcích na výrobky
a o změně a doplnění některých zákonů, ve znění zákona č.
71/2000 Sb.
§ 3
(1) Před uvedením tlakových nádob na trh výrobce nebo dovozce
zajistí posouzení shody [§ 12 odst. 4 písm. b) zákona] vzorku
(prototypu) tlakové nádoby autorizovanou osobou (dále jen "EHS
schválení vzoru") podle § 5.
(2) Výrobce nebo dovozce kromě EHS schválení vzoru
u tlakových nádob zajistí ověření shody [§ 12 odst. 4 písm. f)
zákona] výrobku s certifikovaným typem výrobku (dále jen "EHS
ověření") podle § 6 s výjimkou
a) svařovaných lahví na plyny z nelegované oceli o objemu do 1
litru,
b) bezešvých ocelových lahví na plyny se zkušebním přetlakem při
hydraulické zkoušce do 12 MPa a o objemu do 1 litru,
c) bezešvých lahví na plyny z nelegovaného hliníku a hliníkových
slitin se zkušebním přetlakem při hydraulické zkoušce do 12 MPa
a o objemu do 1 litru.
(3) Prohlášení o shodě se vypracovává v českém jazyce
a obsahuje tyto náležitosti:
a) identifikační údaje o výrobci nebo dovozci, který prohlášení
o shodě vydává, (jméno a příjmení, trvalý pobyt, místo
podnikání a identifikační číslo u fyzické osoby nebo obchodní
firmu, sídlo a identifikační číslo u právnické osoby),
b) identifikační údaje o tlakových nádobách (například název, typ,
značka, provedení), u dovážených výrobků též údaje o výrobci,
c) popis a funkce tlakových nádob a výrobcem, popřípadě dovozcem
určený účel jejich použití,
d) údaje o použitém způsobu posouzení shody,
e) seznam technických předpisů použitých při posouzení shody,
f) údaje o autorizované osobě (obchodní firmu, sídlo,
identifikační číslo) a evidenční číslo a datum vydání jejího
nálezu,
g) potvrzení výrobce nebo dovozce o tom, že tlakové nádoby splňují
základní požadavky a jsou bezpečné za podmínek obvyklého,
popřípadě výrobcem nebo dovozcem určeného použití,
h) datum a místo vydání prohlášení o shodě, jméno a funkce
odpovědné osoby výrobce nebo dovozce a její podpis.
§ 4
(1) Činnosti výrobce, pokud je tak dále stanoveno tímto
nařízením, může zajistit jím zplnomocněná osoba se sídlem, místem
podnikání nebo trvalým pobytem v členských státech Evropského
společenství (dále jen "zplnomocněný zástupce").
(2) Před uvedením tlakových nádob na trh výrobce nebo
zplnomocněný zástupce zajišťuje EHS schválení vzoru podle § 5;
u tlakových nádob, které podléhají i EHS ověření, výrobce na
každou tlakovou nádobu, která vyhovuje schválenému vzoru, umisťuje
značku EHS schválení vzoru
a) podle bodu 2 části III. přílohy č. 1 u tlakových nádob podle
§ 1 odst. 4 písm. a),
b) podle bodu 2 části III. přílohy č. 2 u tlakových nádob podle
§ 1 odst. 4 písm. b),
c) podle bodu 2 části III. přílohy č. 3 u tlakových nádob podle
§ 1 odst. 4 písm. c).
(3) Výrobce nebo zplnomocněný zástupce kromě EHS schválení
vzoru u tlakových nádob zajistí EHS ověření podle § 6 s výjimkou
a) svařovaných lahví na plyny z nelegované oceli o objemu do 1
litru,
b) bezešvých ocelových lahví na plyny se zkušebním přetlakem při
hydraulické zkoušce do 12 MPa a o objemu do 1 litru,
c) bezešvých lahví na plyny z nelegovaného hliníku a hliníkových
slitin se zkušebním přetlakem při hydraulické zkoušce do 12 MPa
a o objemu do 1 litru.
(4) V případě, že tlaková nádoba splňuje požadavky tohoto
nařízení, umístí po provedení EHS ověření autorizovaná osoba na
tlakovou nádobu značku dílčího nebo konečného EHS ověření
a) podle bodu 3 části III. přílohy č. 1 u tlakových nádob podle
§ 1 odst. 4 písm. a),
b) podle bodu 3 části III. přílohy č. 2 u tlakových nádob podle
§ 1 odst. 4 písm. b),
c) podle bodu 3 části III. přílohy č. 3 u tlakových nádob podle
§ 1 odst. 4 písm. c).
(5) Jestliže tlaková nádoba EHS ověření nepodléhá a splňuje
požadavky tohoto nařízení nebo se shoduje se schváleným vzorem,
umístí výrobce na tlakovou nádobu zvláštní značku EHS schválení
vzoru
a) podle bodu 2.4.2 části III. přílohy č. 1 u tlakových nádob
podle § 1 odst. 4 písm. a),
b) podle bodu 2.4.2 části III. přílohy č. 2 u tlakových nádob
podle § 1 odst. 4 písm. b),
c) podle bodu 2.2 části III. přílohy č. 3 u tlakových nádob podle
§ 1 odst. 4 písm. c).
(6) Na každou nádobu a její příslušenství musí být viditelně,
čitelně a nesmazatelně umístěny značky EHS podle tohoto nařízení.
Značky nebo nápisy, které by bylo možné zaměnit se značkami EHS,
nesmí být na nádobě nebo jejím příslušenství použity.
§ 5
(1) EHS schvalování vzoru je postup, při kterém autorizovaná
osoba zkouškami
a) podle bodu 3 části II. přílohy č. 1 u tlakových nádob podle
§ 1 odst. 4 písm. a),
b) podle bodu 3 části II. přílohy č. 2 u tlakových nádob podle
§ 1 odst. 4 písm. b),
c) podle bodu 3 části II. přílohy č. 3 u tlakových nádob podle
§ 1 odst. 4 písm. c)
posuzuje shodu vzorku (prototypu) tlakové nádoby se základními
požadavky a potvrzuje, že vzorek tlakové nádoby těmto požadavkům
odpovídá.
(2) Pokud vzorek (prototyp) tlakové nádoby odpovídá základním
požadavkům, vystaví autorizovaná osoba certifikát EHS schválení
vzoru
a) podle bodu 4 části II. přílohy č. 1 u tlakových nádob podle
§ 1 odst. 4 písm. a),
b) podle bodu 4 části II. přílohy č. 2 u tlakových nádob podle
§ 1 odst. 4 písm. b),
c) podle bodu 4 části II. přílohy č. 3 u tlakových nádob podle
§ 1 odst. 4 písm. c).
(3) Jestliže autorizovaná osoba zjistí, že vyrobená dávka
tlakových nádob nevyhovuje schválenému vzoru, písemně oznámí
výrobci, aby provedl odpovídající změny ve výrobě; jestliže
výrobce tyto změny neprovede, autorizovaná osoba certifikát zruší
(§ 11a odst. 3 zákona).
§ 6
(1) EHS ověřování je postup, při kterém autorizovaná osoba na
stanoveném počtu vzorků tlakových nádob ověří, zda
a) tlaková nádoba vyhovuje požadavkům tohoto nařízení
1. podle bodu 6 části II. přílohy č. 1 u tlakových nádob podle
§ 1 odst. 4 písm. a),
2. podle bodu 6 části II. přílohy č. 2 u tlakových nádob podle
§ 1 odst. 4 písm. b),
3. podle bodu 6 části II. přílohy č. 3 u tlakových nádob podle
§ 1 odst. 4 písm. c),
b) tlaková nádoba přísluší do kategorie, u které se provádí EHS
schválení vzoru, a zda schválenému vzoru vyhovuje; při postupu
podle § 4 též zjišťuje, zda je označena značkou EHS schválení
vzoru podle § 4 odst. 2.
(2) V případě postupu podle § 4 autorizovaná osoba též ověří,
zda tlaková nádoba vyhovuje požadavkům na umístění značek podle
tohoto nařízení.
(3) Při splnění požadavků uvedených v odstavci 1 vydá
autorizovaná osoba certifikát EHS ověření
a) podle části V. přílohy č. 1 u tlakových nádob podle § 1 odst.
4 písm. a),
b) podle části VII. přílohy č. 2 u tlakových nádob podle § 1 odst.
4 písm. b),
c) podle části V. přílohy č. 3 u tlakových nádob podle § 1 odst.
4 písm. c).
§ 7
(1) Toto nařízení nabývá účinnosti dnem 1. ledna 2002,
s výjimkou ustanovení § 4, bodu 5 části II. a části III. příloh
1 až 3 k tomuto nařízení, které nabývají účinnosti dnem vstupu
smlouvy o přistoupení České republiky k Evropské unii v platnost.
(2) Dnem vstupu smlouvy o přistoupení České republiky
k Evropské unii v platnost pozbývá platnosti § 3.
Předseda vlády:
v z. PhDr. Špidla v. r.
1. místopředseda vlády
a ministr práce a sociálních věcí
Ministr průmyslu a obchodu:
doc. Ing. Grégr v. r.
Příl.1
Technické požadavky na svařované lahve na plyny
z nelegované oceli
ČÁST I.: Symboly a pojmy
1. SYMBOLY A POJMY
1.1 Symboly mají následující význam:
Ph = zkušební přetlak při hydraulické zkoušce
(výpočtový přetlak) v 0,1 MPa;
Pr = přetlak při roztržení lahve změřený při zkoušce
na roztržení v 0,1 MPa;
Prt = výpočtový nejnižší teoretický přetlak při
roztržení v 0,1 MPa;
Re = nejmenší hodnota meze kluzu zaručená výrobcem
lahví pro zhotovenou lahev v MPa;
Rm = nejmenší hodnota pevnosti v tahu zaručená
materiálovou normou v MPa;
Rmt = skutečná pevnost v tahu v MPa;
a = výpočtová nejmenší tloušťka stěny válcového
pláště v mm;
b = výpočtová nejmenší tloušťka zaobleného dna v
mm;
D = jmenovitý vnější průměr lahve v mm;
R = vnitřní poloměr zaoblení konvexního dna v mm;
r = vnitřní poloměr zaoblení v přechodové oblasti
konvexního dna v mm;
H = vnější výška zaoblené části dna lahve v mm;
h = výška válcové části zaobleného dna lahve
v mm;
L = délka pláště lahve namáhaného přetlakem v mm;
A = tažnost základního materiálu v %;
Vo = počáteční objem lahve v okamžiku zvyšování
přetlaku při zkoušce na roztržení v l;
V = konečný objem lahve při roztržení v l;
Z = součinitel hodnoty svaru.
1.2 Pro účely této přílohy se "přetlakem při roztržení"
rozumí přetlak při dosažení plastické nestability,
to je nejvyšší přetlak dosažený při zkoušce na
roztržení.
1.3 Normalizační žíhání
Termín "normalizační žíhání" se v této příloze
používá ve smyslu definice podle odstavce 68 normy
EURONORM 52-83.
1.4 Odstranění vnitřního pnutí
Termín "odstranění vnitřního pnutí" se vztahuje k
tepelnému zpracování, kterému se podrobuje zhotovená
lahev a během kterého se lahev ohřívá na teplotu pod
nejnižším bodem přeměny oceli (Ac 1) za účelem
snížení zbytkových pnutí.
2. POŽADAVKY NA PROVEDENÍ LAHVÍ A PŘÍSLUŠENSTVÍ
2.1 Materiály
2.1.1 Materiálem použitým k výrobě plášťů namáhaných
přetlakem se rozumí ocel podle normy EURONORM
120-83.
2.1.2 Všechny části tělesa lahve a všechny části k němu
přivařené jsou vyrobeny ze vzájemně kompatibilních
materiálů.
2.1.3 Přídavné materiály pro svařování jsou voleny tak, že
vlastnosti vzniklých svárů jsou rovnocenné s
vlastnostmi stanovenými pro základní materiál.
2.1.4 K lahvím se předloží osvědčení o rozboru taveb ocelí
dodaných pro výrobu částí namáhaných přetlakem.
2.1.5 Mimo to lze provést nezávislé chemické rozbory. Tyto
rozbory se provedou na zkušebních vzorcích
odebraných buď z materiálů ve stavu dodaném výrobci
lahví nebo ze zhotovených lahví.
2.1.6 Výrobce předkládá autorizované osobě výsledky
metalurgických a mechanických zkoušek a rozborů
provedených na svarech, včetně popisu zavedených
svařovacích metod a postupů, které lze pokládat za
reprezentativní pro sváry zhotovené během výroby.
2.2 Tepelné zpracování
Lahve se dodávají buď ve stavu normalizačně žíhaném
nebo ve stavu po odstranění vnitřního pnutí s
potvrzením výrobce, že lahve byly po provedení všech
svarů podrobeny tepelnému zpracování a použitý
postup tepelného zpracování. Lokální tepelné
zpracování není povoleno.
2.3 Výpočty částí namáhaných přetlakem
2.3.1 Tloušťka stěny válcového pláště lahve v kterémkoli
bodě pláště namáhaného přetlakem nesmí být menší než
tloušťka vypočtená podle vzorce:
2.3.1.1 u lahví bez podélných svarů:
Ph . D
a = ---------------
Re
20 ----- + Ph
4/3
2.3.1.2 u lahví s podélnými svary:
Ph . D
a = ----------------
Re
20 ---- Z + Ph
4/3
Z se přitom rovná:
- 0,85, jestliže výrobce provádí rentgenografickou
kontrolu křížení svarů do vzdálenosti 100 mm od
křížení v případě podélného svaru a po délce 50 mm
(na každou stranu od křížení 25 mm) v případě
obvodových svarů. Rentgenograficky se od každého
stroje kontroluje po jedné lahvi vybrané na
začátku a konci každé pracovní směny.
- 1, jestliže výrobce provádí namátkovou
rentgenografickou kontrolu křížení svarů do
vzdálenosti 100 mm od křížení v případě podélného
svaru a po délce 50 mm (na každou stranu od
křížení 25 mm) v případě obvodových svarů.
Tato kontrola se provádí na náhodně vybraných 10 %
vyrobených lahví.
Pokud tyto rentgenografické kontroly odhalí
nepřípustné vady definované v bodu 7.4.1.4 části
II., musí být učiněny veškeré nezbytné kroky k
přezkoumání příslušné dávky a k odstranění vad.
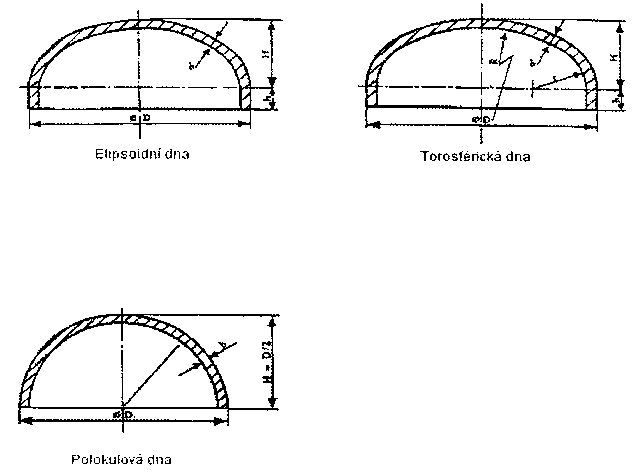
2.3.2 Rozměry a výpočet den lahví (viz obrázky v dodatku 1
této přílohy)
2.3.2.1 Dna lahví musí splňovat tyto podmínky:
- torosférická dna
současně platné meze: 0,003 D <= b <= 0,08 D
r >= 0,1 D
R <= D
H >= 0,18 D
r >= 2 b
h >= 4 b
- elipsoidní dna
současně platné meze: 0,003 D <= b <= 0,08 D
H >= 0,18 D
h >= 4 b
- polokulová dna
meze: 0,003 D <= b <= 0,16 D
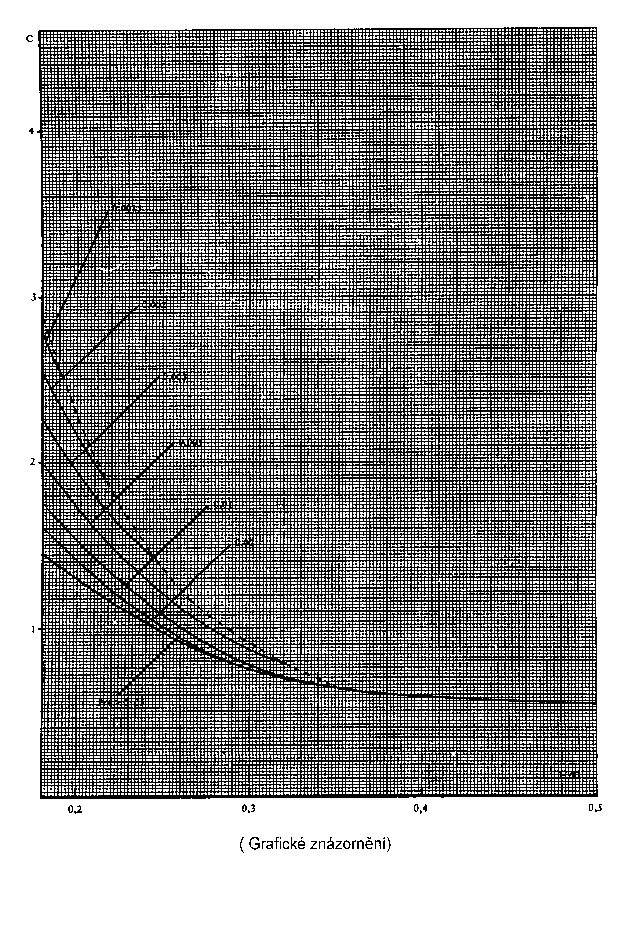
2.3.2.2 Tloušťka těchto zaoblených den nesmí být v žádném
bodě menší než hodnota vypočítaná podle vzorce:
Ph . D
b = ------------- C
Re
20 -----
4/3
Hodnoty tvarového součinitele C pro plná dna jsou
uvedeny v tabulce v dodatku 1 této přílohy.
Jmenovitá tloušťka válcového okraje dna však nesmí
být menší než jmenovitá tloušťka válcové části
určená dle vzorce v odstavci 2.3.1.2 pro Z=1.
2.3.3 Jmenovitá tloušťka stěny válcové části a zaobleného
dna nesmí být za žádných okolností menší než:
D
- ----- + 0,7 mm, jestliže Ph < 3 [MPa],
250
D
- ----- + 1 mm, jestliže Ph >= 3 [MPa],
250
přičemž v obou případech je nejmenší hodnota 1,5 mm.
2.3.4 Těleso lahve, s výjimkou návarku pro ventil, může
být zhotoveno ze dvou nebo tří částí. Dna musí být z
jednoho kusu a konvexní.
2.4 Konstrukce a jakost provedení
2.4.1 Všeobecné požadavky
2.4.1.1 Výrobce disponuje takovými výrobními prostředky a
technologii, které zabezpečují, aby vyrobené lahve
splňovaly požadavky této přílohy.
2.4.1.2 Výrobce provádí kontrolu vad výchozích plechů a
lisovaných částí používaných pro výrobu lahví. K
výrobě nemohou být použity části u kterých byly
zjištěny vady, které mohou nepříznivě ovlivnit
provozní bezpečnost lahve.
2.4.2 Části namáhané přetlakem
2.4.2.1 Výrobce popíše používané svařovací metody a postupy,
stejně tak i kontroly prováděné během výroby.
2.4.2.2 Technické požadavky na svařování
Tupé svary se musí provádět postupem automatického
svařování.
Tupé svary na plášti namáhaném přetlakem nesmí být
umístěny v místech, kde se mění tvar.
Koutové svary nesmějí překrývat tupé svary a musí
být od nich vzdáleny nejméně 10 mm.
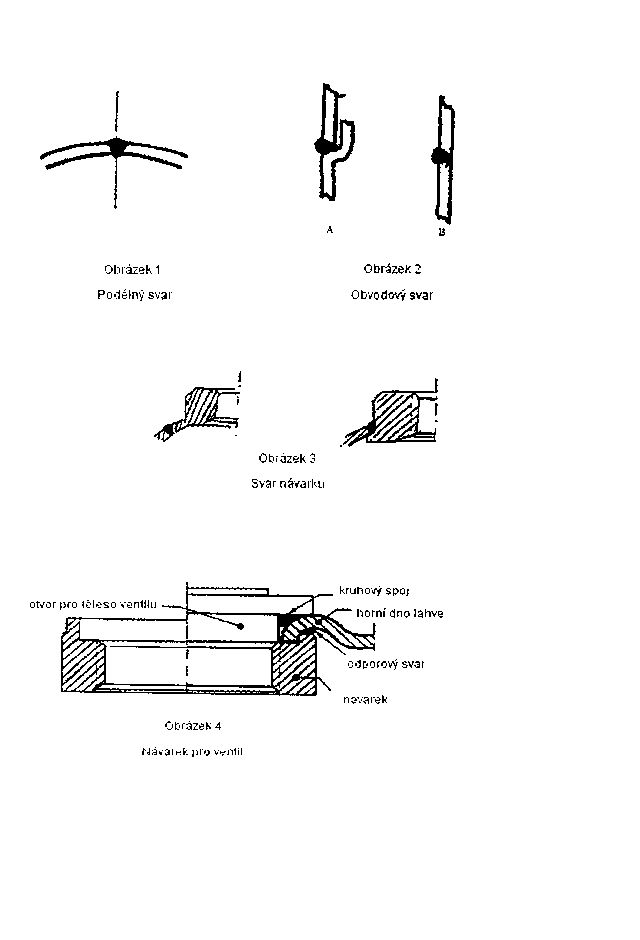
Svary spojující části, které vytvářejí plášť lahve,
se provádějí za podmínek (viz obrázky příkladů svarů
v dodatku 2):
- podélný svar: tento svar se provádí jako tupý svar
v plném průřezu stěny,
- obvodový svar s výjimkou svaru připevňujícího
návarek pro ventil k hornímu dnu lahve: tento svar
se provádí jako tupý svar v plném průřezu stěny.
Vylemovaný spoj se považuje za zvláštní druh
tupého svaru,
- obvodový svar připevňující návarek pro ventil k
hornímu dnu lahve: tento svar může být proveden
buď jako tupý svar nebo jako koutový svar. Pokud
je to tupý svar, musí být proveden v plném průřezu
stěny.
Vylemovaný spoj se považuje za zvláštní druh tupého
svaru. To se nevztahuje na případy, kdy na horním
dnu lahve je návarek pro ventil uvnitř lahve a kde
tento návarek je ke dnu přivařen svarem, který se
nepodílí na těsnosti (viz dodatek 2 této přílohy,
obrázek 4).
V případě tupých svarů nesmí být přesazení styčných
ploch větší než 1/5 tloušťky stěny (1/5 a).
2.4.2.3 Kontrola svarů
Svary musí být plně provařeny, nesmí vykazovat
jakékoli vychýlení svarového švu a být bez vad,
které by mohly ohrozit bezpečné používání lahve.
U lahví ze dvou částí, s výjimkou svarů podle
obrázku 2 A v dodatku 2, se obvodové tupé svary
rentgenograficky kontrolují po délce 100 mm, přičemž
se kontrole během plynulé výroby podrobuje jedna
lahev vybraná na začátku a jedna lahev vybraná na
konci každé směny a v případě přerušení výroby po
dobu delší než 12 hodin první svařená lahev.
2.4.2.4 Ovalita
Ovalita válcového pláště lahve musí být omezena tak,
aby rozdíl mezi největším a nejmenším vnějším
průměrem téhož průřezu nebyl větší než 1 % střední
hodnoty těchto průměrů.
2.4.3 Příslušenství
2.4.3.1 Rukojeti a ochranné kroužky musí být vyrobeny a k
tělesu lahve přivařeny tak, aby nezpůsobovaly
nebezpečnou koncentraci napětí ani neumožňovaly
hromadění vody.
2.4.3.2 Patky lahve musí být dostatečně pevné a musí být z
kovu, který je kompatibilní s ocelí lahve; tvar
patky musí lahvi poskytovat dostatečnou stabilitu.
Horní okraj patky musí být k lahvi přivařen tak, aby
mezi patkou a lahví nemohlo docházet ke hromadění či
pronikání vody.
2.4.3.3 Případné identifikační štítky musí být připevněny k
přetlakem namáhanému plášti lahve a nesmí být
odnímatelné; musí být učiněna veškerá nezbytná
opatření zabraňující korozi.
2.4.3.4 K výrobě patek, rukojetí a ochranných kroužků lze
použít jakýkoli jiný materiál, pokud je zajištěna
jejich pevnost a vyloučeno nebezpečí koroze dna
lahve.
2.4.3.5 Ochrana kohoutu nebo ventilu
Kohout nebo ventil lahve musí být účinně chráněn buď
svou konstrukcí nebo konstrukcí lahve (například
ochranným kroužkem) nebo pomocí ochranného kloboučku
či pevně namontovaného krytu.
ČÁST II.: Postupy při posuzování shody
1. EHS SCHVALOVÁNÍ VZORU
1.1 EHS schválení vzoru může být vydáno pro typy nebo
pro typové řady lahví.
"Typem lahve" se rozumějí lahve stejné konstrukce a
tloušťky, vybavené stejným příslušenstvím, vyráběné
ve stejných dílnách z plechu téže technické
specifikace, svařované stejným postupem a tepelně
zpracované za stejných podmínek.
"Typovou řadou lahví" se rozumějí lahve ze tří částí
vyrobené v téže továrně, které se liší pouze délkou
v těchto mezích:
- nejmenší délka nesmí být menší než trojnásobek
průměru lahve,
- největší délka nesmí být větší než 1,5-násobek
délky zkoušené lahve.
2. ŽÁDOST O EHS SCHVALOVÁNÍ VZORU
2.1 K žádosti o EHS schvalování vzoru se předloží pro
každý typ lahve nebo pro každou typovou řadu lahví
dokumentace potřebná pro níže předepsané ověření a
dávka 50 lahví, z nichž se odebere požadovaný počet
lahví pro níže uvedené zkoušky, jakož i veškeré
požadované doplňkové informace. Uvádí se druh,
teploty a doby výdrže tepelného zpracování a použitý
svařovací postup. Mimoto se předloží i osvědčení o
rozboru taveb oceli dodané pro výrobu lahví.
2.2 Žádost a příslušná korespondence se vyhotovuje v
českém jazyce. V českém jazyce se vyhotovují i
přiložené dokumenty.
2.3 Žádost musí obsahovat tyto informace:
- jméno a adresu výrobce nebo žadatele, jejich
zplnomocněného zástupce, jakož i místo nebo místa
výroby lahví,
- kategorii lahve,
- uvažovaný účel použití nebo zakázané způsoby
použití,
- technické údaje,
- obchodní název, jestliže existuje, nebo typ.
2.4 K žádosti se přikládají dvě vyhotovení požadovaných
dokumentů, zejména:
2.4.1 Popis obsahující:
- materiálové specifikace, konstrukční metody a
pevnostní výpočty lahve,
- namontovaná bezpečnostní zařízení,
- místa, kde mají být umístěny značky schválení a
ověření dle této přílohy, jakož i další značky
stanovené zvláštními předpisy.
2.4.2 Výkresy celkového uspořádání, a kde je to vhodné,
detailní výkresy důležitých konstrukčních dílů.
2.4.3 Další informace stanovené v této příloze.
2.4.4 Prohlášení, že pro tentýž vzor lahve nebyla podána
jiná žádost o EHS schvalování vzoru.
3. PŘEZKOUŠENÍ PRO EHS SCHVALOVÁNÍ VZORU
3.1 Přezkoušení pro EHS schvalování vzoru se provádí na
základě výkresů, a kde je to vhodné, na vzorku
lahve.
Přezkoušení musí obsahovat:
a) prověření konstrukčních výpočtů, výrobních metod,
jakosti provedení a materiálů;
b) kde je to vhodné, prověření bezpečnostních
zařízení a měřicích přístrojů a způsobů
instalace.
3.2 V průběhu postupu pro EHS schvalování vzoru se
ověří, zda:
- jsou správné výpočty předepsané v bodu 2.3, části
I
- jsou splněny podmínky stanovené v bodech 2.1, 2.2,
2.4 části I a 7.5 části II.
Na lahvích předložených jako prototyp se provedou
tyto zkoušky:
- zkouška podle bodu 7.1 části II. na jedné lahvi,
- zkouška podle bodu 7.2 části II. na jedné lahvi,
- zkouška podle bodu 7.4 části II. na jedné lahvi.
4. CERTIFIKÁT EHS SCHVÁLENÍ VZORU
4.1 Certifikát schválení vzoru obsahuje závěry
přezkoušení vzoru a uvádí všechny podmínky, jimiž
může být schválení vázáno. Doplňují jej popisy a
výkresy nutné pro identifikaci vzoru, popřípadě pro
vysvětlení jeho funkce. Vzor certifikátu je uveden v
části IV. této přílohy.
5. ZVEŘEJNĚNÍ EHS SCHVÁLENÍ VZORU
5.1 Současně s oznámením zainteresované straně se zasílá
kopie certifikátu EHS schválení vzoru Komisi a
ostatním státům, které mohou rovněž obdržet kopie
definitivní technické dokumentace lahve a protokoly
o provedených přezkoušeních a zkouškách.
5.2 Odejmutí EHS schválení vzoru se zveřejňuje v souladu
s postupem stanoveným v bodě 5.1.
5.3 O odmítnutí EHS schválení vzoru, se uvědomí ostatní
státy a Komisi.
6. EHS OVĚŘENÍ
6.1 Pro účely EHS ověření se předloží autorizované
osobě:
6.1.1 certifikát EHS schválení vzoru;
6.1.2 osvědčení o rozboru tavby oceli dodané pro výrobu
lahví;
6.1.3 prostředky k identifikaci tavby oceli, z níž je
kterákoli lahev vyrobena;
6.1.4 dokumentaci jím dodaných lahví - zvláště dokumenty
týkající se tepelného zpracování - s uvedením
postupu použitého podle bodu 2.2 části I;
6.1.5 seznam lahví s uvedením čísel a nápisů předepsaných
v části III;
6.1.6 výsledky nedestruktivních zkoušek provedených během
výroby a svařovací metody použité k zajištění dobré
reprodukovatelnosti vyráběných lahví. Výrobce je
rovněž předloží prohlášení, kterým se zavazuje
používat při sériové výrobě stejné svařovací metody,
jaké použil při svařování lahví předložených pro EHS
schválení vzoru;
6.1.7 EHS ověření se může provádět v jedné nebo více
etapách.
6.1.8 Podle požadavků uvedených v této příloze se:
6.1.8.1 EHS ověření provádí pouze v jedné etapě u lahví,
které při výstupu z výrobního závodu tvoří jeden
celek, to jsou lahve, které mohou být dopraveny na
místo instalace bez rozebrání,
6.1.8.2 lahve, které nejsou odesílány jako jeden kus,
ověřují ve dvou nebo více etapách,
6.1.8.3 ověřováním musí zejména zabezpečit, aby lahev
vyhovovala schválenému vzoru, nebo, v případě lahví
vyjmutých z EHS schvalování vzoru, aby vyhovovala
požadavkům uvedeným v této příloze.
6.2 Podstata EHS ověření
6.2.1 ověření obsahuje:
- přezkoušení jakosti materiálů,
- prověření konstrukčních výpočtů, výrobních metod,
jakosti provedení a použitých materiálů,
- vnitřní prohlídku skládající se z kontroly
vnitřních částí a svarů,
- tlakovou zkoušku,
- kontrolu všech bezpečnostních zařízení a
namontovaných měřicích přístrojů,
- vnější prohlídku různých částí lahve,
- provozní zkoušku, je-li požadována.
6.3 Průběh EHS ověření
6.3.1 Autorizovaná osoba:
- zjišťuje, zda byl dodán certifikát EHS schválení
vzoru a zda lahve jsou s ním ve shodě;
- kontroluje dokumenty obsahující údaje o
materiálech a výrobních postupech, zejména ty,
které jsou uvedeny v bodě 2.1.6 části I;
- kontroluje, zda byly splněny technické požadavky
uvedené v bodě 2 části I. a provede vnější a
vnitřní vizuální prohlídku každé lahve z namátkově
vybraného vzorku;
- je přítomna u zkoušek předepsaných v bodech 7.1 a
7.2 části II. a kontroluje jejich průběh;
- kontroluje, zda informace dodané výrobcem podle
bodu 6.1.6 části II. jsou správné a zda ověření,
která výrobce provedl, jsou dostatečná;
- vydává certifikát EHS ověření podle předlohy v
části V. této přílohy.
6.3.2 Za účelem provedení zkoušek se z každé dávky
namátkově vybere vzorek lahví v níže uvedeném počtu.
Dávka se skládá maximálně ze 3000 lahví stejného
typu odpovídajícího definici uvedené ve druhém
odstavci bodu 2.1 části II., které byly vyrobeny ve
stejný den nebo ve dnech po sobě následujících.
V závislosti na velikosti dávky se lahve ze vzorku
podrobí mechanickým zkouškám podle bodu 7.1 části
II. a hydraulické tlakové zkoušce na roztržení podle
bodu 7.2 části II. podle rozdělení uvedeného v
tabulce 1.
Tabulka 1
---------------------------------------------------------------------------
Počet lahví N Lahve odebrané Lahve podrobené
v dávce jako vzorky mechanickým zkouškám na
zkouškám roztržení
---------------------------------------------------------------------------
N <= 500 3 1 2
500 < N <= 1500 9 2 7
1500 < N <= 3000 18 3 15
---------------------------------------------------------------------------
Jestliže dvě nebo více lahví při těchto zkouškách
nevyhoví, nevyhovuje celá dávka.
Pokud pouze jedna z lahví nevyhoví buď při
mechanické zkoušce nebo při zkoušce na roztržení,
vyberou se z téže dávky namátkově lahve v počtu
uvedeném v tabulce 2 a provedou se zkoušky podle
rozdělení uvedeného v tabulce 1.
Tabulka 2
---------------------------------------------------------------------------
Počet lahví N Lahve Nevyhovující Lahve podrobené
v dávce odebrané zkoušky mechanickým zkoušce na
jako vzorky zkouškám roztržení
---------------------------------------------------------------------------
250 < N <= 500 3 mechanické 2 1
-------------------------------------
na roztržení 1 2
---------------------------------------------------------------------------
500 < N <= 1500 9 mechanické 5 4
-------------------------------------
na roztržení 2 7
---------------------------------------------------------------------------
1500 < N <= 3000 18 mechanické 9 9
-------------------------------------
na roztržení 3 15
---------------------------------------------------------------------------
Jestliže jedna nebo více z těchto lahví nevyhoví,
nevyhovuje celá dávka.
6.3.3 Výběr vzorků a všechny zkoušky se provádějí za
přítomnosti zástupce autorizované osoby.
6.3.4 Všechny lahve v dávce se musí podrobit hydraulické
zkoušce podle bodu 7.3 za přítomnosti a pod dozorem
zástupce autorizované osoby.
7. ZKOUŠKY
7.1 Mechanické zkoušky
7.1.1 Všeobecné požadavky
7.1.1.1 Pokud není v této příloze stanoveno jinak, provádějí
se mechanické zkoušky podle těchto norem:
(a) zkouška tahem: EURONORM 2-80, je-li tloušťka
zkušebních tyčí 3 mm a více, nebo EURONORM
11-80, je-li tloušťka zkušebních tyčí menší než
3 mm;
(b) zkouška ohybem: EURONORM 6-66, je-li tloušťka
zkušebních tyčí 3 mm a více, nebo EURONORM
12-55, je-li tloušťka zkušebních tyčí menší než
3 mm.
7.1.1.2 Všechny mechanické zkoušky pro ověření jakosti
základního materiálu a svarů přetlakem namáhaných
plášťů lahví na plyny se provádějí na zkušebních
tyčích odebraných ze zhotovených lahví.
7.1.2 Druhy zkoušek a vyhodnocení výsledků zkoušek
7.1.2.1 Každá lahev odebraná jako vzorek se podrobí těmto
zkouškám:
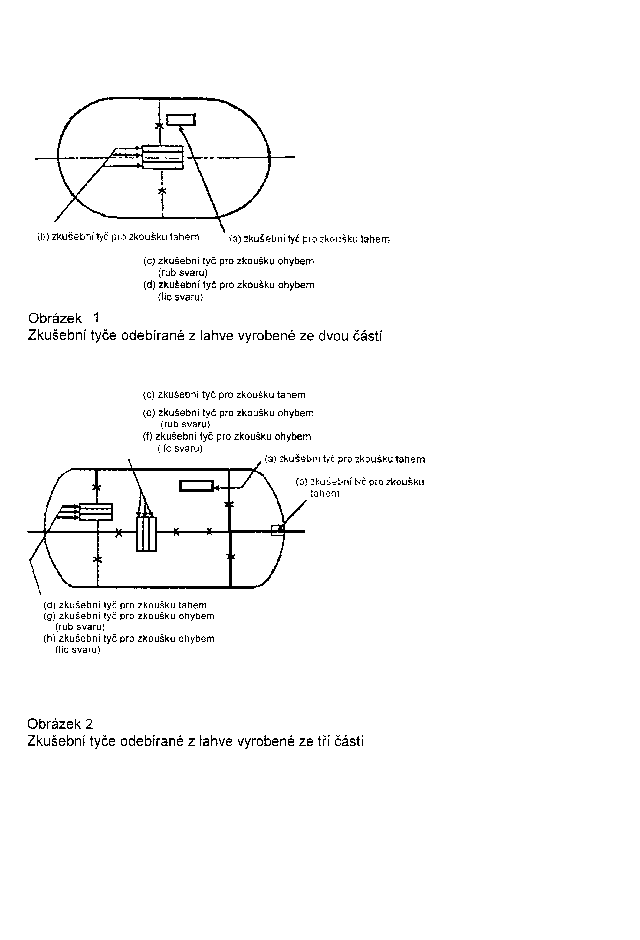
(A) V případě lahví, které mají pouze obvodové svary
(lahve ze dvou částí), na zkušebních tyčích
odebraných z míst podle obrázku 1 dodatku 3 této
přílohy:
1 zkouška tahem základní materiál v
podélném směru lahve (a);
nebo, pokud to není možné,
v obvodovém směru;
1 zkouška tahem kolmo k obvodovému svaru
(b);
1 zkouška ohybem na rubu obvodového svaru
(c);
1 zkouška ohybem na líci obvodového svaru
(d);
1 makrostrukturní zkouška na řezu svarem.
(B) V případě lahví s podélnými a obvodovými svary
(lahve ze tří částí) na zkušebních tyčích
odebraných z míst podle obrázku 2 dodatku 3 této
přílohy:
1 zkouška tahem základní materiál válcové
části v podélném směru (a);
nebo, pokud to není možné,
v obvodovém směru;
1 zkouška tahem základní materiál ze dna
(b);
1 zkouška tahem kolmo k podélnému svaru
(c);
1 zkouška tahem kolmo k obvodovému svaru
(d);
1 zkouška ohybem na rubu podélného svaru
(e);
1 zkouška ohybem na líci podélného svaru
(f);
1 zkouška ohybem na rubu obvodového svaru
(g);
1 zkouška ohybem na líci obvodového svaru
(h);
1 makrostrukturní zkouška na řezu svarem.
7.1.2.1.1 Zkušební tyče, které nejsou dostatečně rovné, musí
být narovnány lisováním za studena.
7.1.2.1.2 Na všech zkušebních tyčích, které obsahují svar,
musí být svar zarovnán k odstranění jeho převýšení.
7.1.2.2 Zkouška tahem
7.1.2.2.1 Zkouška tahem na základním materiálu
7.1.2.2.1.1 Postup provedení zkoušky tahem je určen příslušnou
normou podle bodu 7.1.1.1.
Obě strany zkušební tyče, které odpovídají vnitřnímu
a vnějšímu povrchu stěny lahve, nesmějí být
obrobeny.
7.1.2.2.1.2 Zjištěné hodnoty meze kluzu se musí přinejmenším
rovnat nejmenším hodnotám zaručeným výrobcem lahví.
Zjištěné hodnoty pevnosti v tahu a tažnosti
základního materiálu musí být v souladu s normou
EURONORM 120-83 (tabulka III).
7.1.2.2.2 Zkoušky tahem na svarech
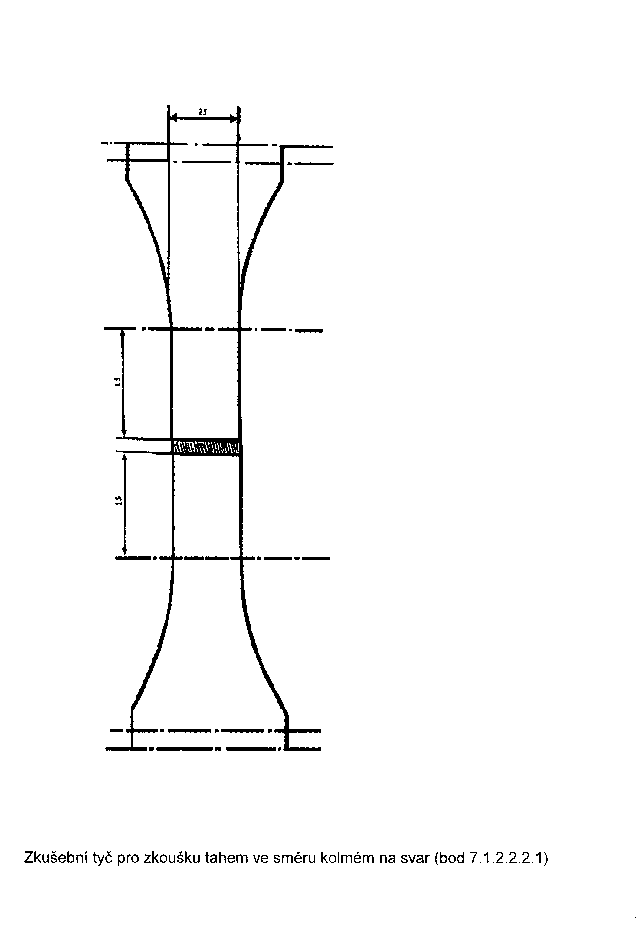
7.1.2.2.2.1 Zkouška tahem ve směru kolmém na svar se musí
provádět na zkušební tyči se zúženým průřezem šířky
25 mm a délky sahající 15 mm za okraje svaru, jak je
znázorněno na obrázku v dodatku 4. Za touto
středovou částí se šířka zkušební tyče musí postupně
zvětšovat.
7.1.2.2.2.2 Zjištěná hodnota pevnosti v tahu se musí
přinejmenším rovnat hodnotě zaručené pro základní
materiál, bez ohledu na to, ve kterém místě středové
části se zkušební tyč přetrhne.
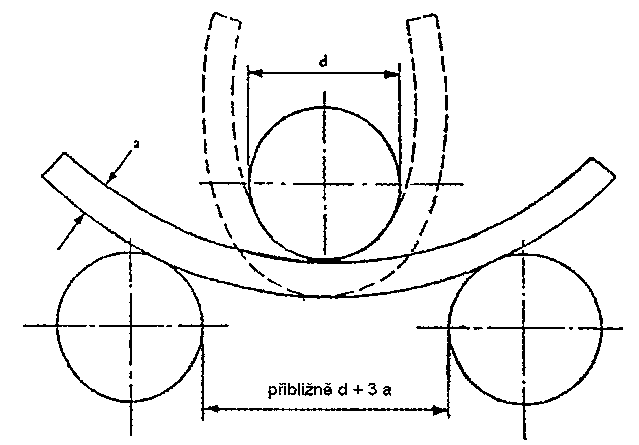
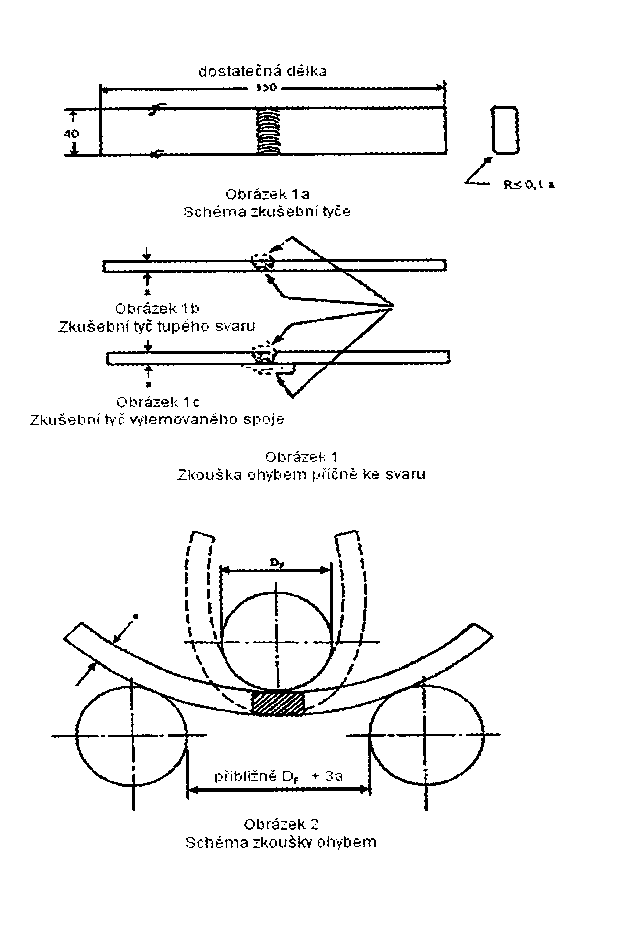
7.1.2.3 Zkouška ohybem
7.1.2.3.1 Postup provedení zkoušky ohybem je určen příslušnou
normou EURONORM podle bodu 7.1.1.1. Zkouška ohybem
se však musí provádět na zkušební tyči šířky 25 mm
orientované ve směru kolmém na svar. Při zkoušce
musí být trn umístěn v ose svaru.
7.1.2.3.2 Na zkušební tyči se nesmějí objevit praskliny, je-li
ohnuta okolo trnu tak, že vnitřní okraje nejsou od
sebe vzdáleny více než činí průměr trnu (viz obrázek
2 dodatku 5).
7.1.2.3.3 Poměr (n) mezi průměrem trnu a tloušťkou zkušební
tyče nesmí překročit hodnoty uvedené v tabulce 3.
Tabulka 3
------------------------------------------------------------------
skutečná pevnost v tahu hodnota n
Rmt v MPa
------------------------------------------------------------------
do 440 včetně 2
nad 440 do 520 včetně 3
nad 520 4
------------------------------------------------------------------
7.2 Hydraulická zkouška na roztržení
7.2.1 Zkušební podmínky
Lahve podrobované této zkoušce musí být opatřeny
nápisy, jejichž umístění se předpokládá na přetlakem
namáhaném plášti lahve.
7.2.1.1 Hydraulická zkouška na roztržení musí být provedena
na zařízení, které umožňuje rovnoměrně zvětšovat
přetlak v lahvi až do jejího roztržení a
zaznamenávat změnu přetlaku v závislosti na čase.
7.2.2 Vyhodnocení zkoušky
7.2.2.1 Zkouška na roztržení se vyhodnocuje podle těchto
přijatých kritérií:
7.2.2.1.1 Vzrůst objemu lahve, který se rovná:
- u lahví o objemu od 6,5 l objemu vody spotřebované
od počátku zvyšování přetlaku do okamžiku
roztržení lahve,
- u lahví o objemu do 6,5 l rozdílu mezi objemem
lahve na začátku a na konci zkoušky.
7.2.2.1.2 Vyhodnocení trhliny a tvaru jejích okrajů.
7.2.3 Minimální zkušební požadavky
7.2.3.1 Naměřený přetlak při roztržení (Pr) nesmí být za
žádných okolností menší než 9/4 zkušebního přetlaku
(Ph).
7.2.3.2 Poměr vzrůstu objemu lahve k původnímu objemu:
- 20 %, je-li délka lahve větší než její průměr,
- 17 %, je-li délka lahve rovná jejímu průměru nebo
menší.
7.2.3.3 Zkouška na roztržení nesmí způsobit rozpad lahve na
zlomky.
7.2.3.3.1 Hlavní trhlina nesmí mít charakter křehkého lomu, to
znamená, že okrajové hrany lomu nesmí být radiální,
ale musí být pod určitým úhlem skloněny vůči rovině
průměru a po celé své tloušťce musí vykazovat
kontrakci.
7.2.3.3.2 Trhlina nesmí odhalit zřetelnou vadu materiálu.
7.3 Hydraulická zkouška
7.3.1 Přetlak vody v lahvi se musí zvětšovat rovnoměrnou
rychlostí až do dosažení zkušebního přetlaku.
7.3.2 Lahev musí zůstat pod zkušebním přetlakem dostatečně
dlouho, aby se prokázalo, že přetlak neklesá a že
lze zaručit těsnost lahve.
7.3.3 Po zkoušce nesmí lahev vykazovat známky trvalé
deformace.
7.3.4 Lahve, které při zkoušce nevyhoví, musí být
vyřazeny.
7.4 Nedestruktivní kontrola
7.4.1 Kontrola prozářením (rentgenovými paprsky)
7.4.1.1 Svary se podrobují rentgenografické kontrole podle
specifikace ISO R 1106-1969, třída B.
7.4.1.2 Při použití drátkového indikátoru nesmí být nejmenší
průměr viditelného drátku větší než 0,10 mm.
Při použití stupňovitého a dírkového indikátoru
nesmí být průměr nejmenšího viditelného otvoru větší
než 0,25 mm.
7.4.1.3 Vyhodnocování rentgenogramů svarů se musí provádět
na originálních filmech postupem doporučeným v normě
ISO 2504-1973, odstavci 6.
7.4.1.4 Nejsou přípustné tyto vady:
- trhliny, vadné svary nebo nedostatečně provařené
svary.
Za nepřípustné se považují tyto vměstky:
- podlouhlý vměstek nebo skupina okrouhlých vměstků
v řadě, je-li jejich délka (po délce svaru rovné
12.a) větší než 6 mm,
- plynový vměstek o rozměru větším než a/3 mm, který
je od kteréhokoli jiného plynového vměstku
vzdálený více než 25 mm,
- kterýkoli jiný plynový vměstek o rozměru větším
než a/4 mm,
- plynové vměstky ležící po délce svaru 100 mm,
je-li jejich celková plocha na všech snímcích
větší než 2.a mm2.
7.4.2 Makrostrukturní kontrola
Makrostrukturní kontrola celého příčného řezu svaru
provedená na kysele leptaném výbrusu musí vykázat
úplné protavení a nesmí odhalit jakékoli chyby ve
spojení nebo podstatné vměstky či jiné vady.
V případě pochybností se podezřelá oblast podrobí
mikrostrukturní kontrole.
7.5 Kontrola vnějšího povrchu svaru
7.5.1 Tato kontrola se provádí po dokončení svaru.
Kontrolovaný povrch svaru musí být dobře osvětlen a
musí být očištěn od mastnoty, prachu, zbytku okují a
jakýchkoli ochranných povlaků.
7.5.2 Přechod svarového kovu do základního materiálu musí
být hladký, bez vrubů. Na povrchu svaru a na
sousedních površích materiálu nesmí být trhliny,
vruby nebo porézní místa. Povrch svaru musí být
pravidelný a hladký. V případě tupého svaru nesmí
být převýšení větší než 1/4 šířky svaru.
ČÁST III.: Značky a nápisy
1. OBECNĚ
1.1 Jestliže autorizovaná osoba provedla všechny
předepsané kontroly a jsou-li jejich výsledky
vyhovující, vydá certifikát potvrzující provedené
zkoušky.
1.2 V případě lahví o objemu do 6,5 l lze značky a
(nápisy) umístit na patku lahve; u ostatních lahví
se umísťují na horní zaoblenou část nebo na
zesílenou část lahve nebo na identifikační štítek.
Některé nápisy však mohou být provedeny na zaobleném
dně během tváření, pokud to neoslabí celistvost
lahve.
2. ZNAČKA EHS SCHVÁLENÍ VZORU
Značka EHS schválení vzoru se vyrazí v tomto pořadí:
- stylizované písmeno epsilon,
- pořadové číslo 3 označující skupinu svařovaných
lahví z nelegované oceli,
- velké písmeno (nebo písmena) označující stát,
který udělil EHS schválení vzoru, a poslední dvě
číslice roku, kdy bylo schválení vzoru uděleno,
- číslo EHS schválení vzoru (příklad: epsilon 3 D 79
45).
2.1 Příklad této značky pro ČR je uveden v bodě 2.4.1.
2.2 Pro případy kdy není vyžadováno pro určitou
kategorii lahví EHS ověření pak po ověření, že každá
lahev vyhovuje požadavkům na tuto kategorii, připojí
výrobce na lahev na vlastní odpovědnost stejnou
značku jako je značka EHS schválení vzoru, ale
umístěnou v šestiúhelníku.
2.3 Příklad této značky pro ČR je uveden v bodě 2.4.2.
2.4 Značky týkající se EHS schválení vzoru
2.4.1 Značka EHS schválení vzoru (viz bod 2.1)
Příklad:
 2.4.2 Značka EHS schválení vzoru a vyjmutí z EHS ověření
(viz bod 2.3)
Příklad:
2.4.2 Značka EHS schválení vzoru a vyjmutí z EHS ověření
(viz bod 2.3)
Příklad:
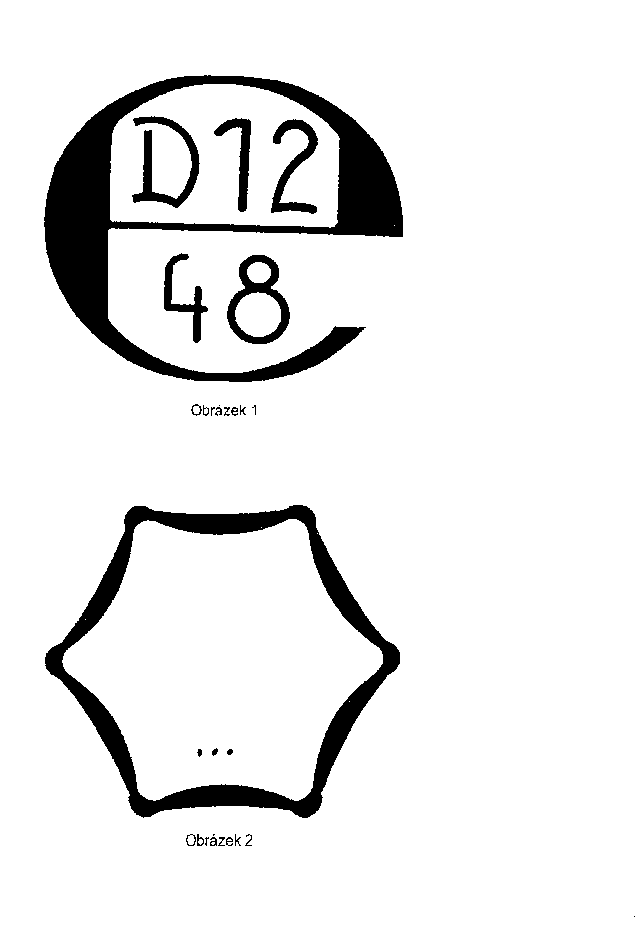
 3. ZNAČKA EHS OVĚŘENÍ
3.1 Značka EHS ověření se vyrazí v tomto uspořádání:
- malé písmeno "e",
- velké písmeno (nebo písmena) označující stát, ve
kterém bylo ověření provedeno, popřípadě jedno
nebo dvě čísla označující územní oblast,
- značku autorizované osoby připojenou ověřovacím
zaměstnancem, popřípadě spolu se značkou tohoto
zaměstnance,
- šestiúhelník,
- datum ověření: rok, měsíc (například e D 12 48
80/01).
3.2 Popis značek EHS ověření
3.2.1 Značky EHS ověření, které se připojují k lahvi podle
bodu 3.4 jsou tyto:
3.2.1.1 Značka konečného EHS ověření se skládá ze dvou
značek:, kdy:
3.2.1.1.1 první značku tvoří písmeno "e", které obsahuje:
- v horní polovině velké písmeno (velká písmena)
označující stát, kde se ověření provádělo, pokud
je to nutné, spolu s jedním nebo dvěma čísly
označujícími územní členění,
- v dolní polovině značku autorizované osoby orgánu
připojenou ověřujícím technikem, popřípadě spolu s
jeho značkou;
3.2.1.1.2 druhá značka se skládá z data ověření umístěného
uvnitř šestiúhelníku.
3.2.1.2 Značku dílčího EHS ověření tvoří pouze první značka.
Jestliže nádoba nemůže být smontována v místě výroby
nebo pokud by její doprava mohla ovlivnit její
vlastnosti, je nutno provádět EHS ověření tímto
způsobem:
- ověření nádoby v místě výroby autorizovanou osobou
země původu, která za předpokladu, že nádoba
vyhovuje požadavkům EHS, připojí značku "e"
popsanou v bodě 3.2.1.1.1. a představující značku
dílčího EHS ověření,
- konečné ověření nádoby v místě instalace
autorizovanou osobou země určení, která za
předpokladu, že nádoba vyhovuje požadavkům EHS,
připojí značku popsanou v bodě 3.2.1.2, jež spolu
se značkou dílčího EHS ověření tvoří značku
konečného EHS ověření.
3.3 Tvar a rozměry značek
3.3.1 Příklad značek popsaných v bodech 3.2.1.1.1 a
3.2.1.1.2 je znázorněn na níže uvedených obrázcích 1
a 2.
Pokud se nestanoví jinak, musí být písmena a číslice
každé značky vysoké nejméně 5 mm.
3.3.2 Autorizovaná osoba informuje příslušné notifikované
osoby ostatních států o svém ustavení a předá jim
kopie vyobrazení značek EHS ověření, které bude
používat.
3.4 Připojování značek
3.4.1 Značka konečného EHS ověření se připojí na
požadované místo na lahev po jejím konečném ověření
a uznání za vyhovující požadavkům EHS.
3.4.2 Jestliže se ověřování provádí ve více etapách, musí
být v místě výroby připojena na lahev nebo na její
část značka dílčího EHS ověření, která ji označuje
za vyhovující požadavkům EHS v dané etapě
ověřovacího postupu, a to na místo zvláště určené
pro připojení značek nebo na jiné místo stanovené
jestliže je touto přílohou stanoveno.
3. ZNAČKA EHS OVĚŘENÍ
3.1 Značka EHS ověření se vyrazí v tomto uspořádání:
- malé písmeno "e",
- velké písmeno (nebo písmena) označující stát, ve
kterém bylo ověření provedeno, popřípadě jedno
nebo dvě čísla označující územní oblast,
- značku autorizované osoby připojenou ověřovacím
zaměstnancem, popřípadě spolu se značkou tohoto
zaměstnance,
- šestiúhelník,
- datum ověření: rok, měsíc (například e D 12 48
80/01).
3.2 Popis značek EHS ověření
3.2.1 Značky EHS ověření, které se připojují k lahvi podle
bodu 3.4 jsou tyto:
3.2.1.1 Značka konečného EHS ověření se skládá ze dvou
značek:, kdy:
3.2.1.1.1 první značku tvoří písmeno "e", které obsahuje:
- v horní polovině velké písmeno (velká písmena)
označující stát, kde se ověření provádělo, pokud
je to nutné, spolu s jedním nebo dvěma čísly
označujícími územní členění,
- v dolní polovině značku autorizované osoby orgánu
připojenou ověřujícím technikem, popřípadě spolu s
jeho značkou;
3.2.1.1.2 druhá značka se skládá z data ověření umístěného
uvnitř šestiúhelníku.
3.2.1.2 Značku dílčího EHS ověření tvoří pouze první značka.
Jestliže nádoba nemůže být smontována v místě výroby
nebo pokud by její doprava mohla ovlivnit její
vlastnosti, je nutno provádět EHS ověření tímto
způsobem:
- ověření nádoby v místě výroby autorizovanou osobou
země původu, která za předpokladu, že nádoba
vyhovuje požadavkům EHS, připojí značku "e"
popsanou v bodě 3.2.1.1.1. a představující značku
dílčího EHS ověření,
- konečné ověření nádoby v místě instalace
autorizovanou osobou země určení, která za
předpokladu, že nádoba vyhovuje požadavkům EHS,
připojí značku popsanou v bodě 3.2.1.2, jež spolu
se značkou dílčího EHS ověření tvoří značku
konečného EHS ověření.
3.3 Tvar a rozměry značek
3.3.1 Příklad značek popsaných v bodech 3.2.1.1.1 a
3.2.1.1.2 je znázorněn na níže uvedených obrázcích 1
a 2.
Pokud se nestanoví jinak, musí být písmena a číslice
každé značky vysoké nejméně 5 mm.
3.3.2 Autorizovaná osoba informuje příslušné notifikované
osoby ostatních států o svém ustavení a předá jim
kopie vyobrazení značek EHS ověření, které bude
používat.
3.4 Připojování značek
3.4.1 Značka konečného EHS ověření se připojí na
požadované místo na lahev po jejím konečném ověření
a uznání za vyhovující požadavkům EHS.
3.4.2 Jestliže se ověřování provádí ve více etapách, musí
být v místě výroby připojena na lahev nebo na její
část značka dílčího EHS ověření, která ji označuje
za vyhovující požadavkům EHS v dané etapě
ověřovacího postupu, a to na místo zvláště určené
pro připojení značek nebo na jiné místo stanovené
jestliže je touto přílohou stanoveno.
 4. NÁPISY TÝKAJÍCÍ SE PROVEDENÍ
4.1 Nápisy týkající se oceli
- číslo označující hodnotu Re v MPa, která byla
použita jako základ výpočtu,
- symbol N (lahev ve stavu normalizačně žíhaném)
nebo symbol S (lahev ve stavu po odstranění
vnitřního pnutí).
4.2 Nápisy týkající se hydraulické zkoušky
Hodnota zkušebního přetlaku v 0,1 MPa.
4.3 Nápisy týkající se typu lahve
Nejmenší objem lahve v litrech zaručený výrobcem
lahve.
Objem lahve se udává na jedno desetinné místo a
zaokrouhluje dolů.
4.4 Nápisy týkající se místa původu lahve
Velké písmeno (písmena) označující zemi původu, dále
pak značka výrobce a výrobní číslo.
5. JINÉ NÁPISY
Jsou-li podle národních předpisů požadovány další
nápisy, které nemají vztah ke konstrukci ani ke
kontrole, musí být na lahvích provedeny podle bodu
1.2.
ČÁST IV.
CERTIFIKÁT EHS SCHVÁLENÍ VZORU
Vydal ................................................. na základě
Nařízení vlády č. 210/2001 Sb., kterým se stanoví technické
požadavky na tlakové nádoby na přepravu plynů, v souladu se
směrnicí Rady 84/527/EHS ze 17. září 1984, vztahující se na:
SVAŘOVANÉ LAHVE NA PLYNY Z NELEGOVANÉ OCELI
------------------------------------------------------------------
EHS schválení vzoru č. ................ ze dne ...................
Typ lahve ........................................................
(popis typové řady lahví, která obdržela EHS schválení)
Ph .................... D ................. a ....................
Lmin ......... Lmax .............. Vmin .......... Vmax ..........
Výrobce nebo zástupce.............................................
(jméno a adresa výrobce nebo jeho zástupce)
.................................................................
.................................................................
.................................................................
Značka EHS schválení vzoru epsilon............epsilon.............
Podrobné údaje o výsledcích zkoušek pro EHS schválení vzoru a o
hlavních vlastnostech vzoru jsou přiloženy.
Veškeré informace podá ...........................................
(jméno a adresa autorizované osoby)
.................................................................
.................................................................
Vystaveno v .................. dne........................
(podpis)
TECHNICKÁ PŘÍLOHA K CERTIFIKÁTU EHS SCHVÁLENÍ VZORU
1. Výsledky EHS přezkoušení vzoru s ohledem na EHS
schválení vzoru.
2. Informace o hlavních vlastnostech vzoru, zejména:
- podélný řez lahví typu, pro nějž bylo uděleno
schválení vzoru, obsahující tyto údaje:
- jmenovitý vnější průměr, D,
- nejmenší tloušťku stěny, a,
- nejmenší tloušťku horního a spodního dna,
- nejmenší a největší délku (nebo délky), Lmin,
Lmax,
- vnější výšku zaoblené části dna lahve, H, v mm;
- objem nebo objemy, Vmin, Vmax;
- přetlak, Ph;
- jméno výrobce/číslo výkresu a datum;
- název typu lahve;
- údaje týkající se oceli podle bodu 2.1 části I.
ČÁST V.
VZOR
CERTIFIKÁT EHS OVĚŘENÍ
Podle nařízení vlády č. 210/2001 Sb., kterým se stanoví technické
požadavky na tlakové nádoby na přepravu plynů
Autorizovaná osoba ...............................................
.................................................................
Datum ............................................................
EHS schválení vzoru č. ...........................................
Popis lahví ......................................................
.................................................................
EHS ověření č. ...................................................
Výrobní dávka č. ..................... až ........................
Výrobce ..........................................................
(jméno a adresa)
Země ................................. Značka ....................
Vlastník .........................................................
(jméno a adresa)
.................................................................
.................................................................
Zákazník .........................................................
(jméno a adresa)
.................................................................
.................................................................
OVĚŘOVACÍ ZKOUŠKY
1. MĚŘENÍ NA VZORKU LAHVÍ
------------------------------------------------------------------------------------------
Zkouška Dávka Vodní objem Hmotnost Nejmenší změřená tloušťka
č. obsahující prázdné lahve
------------------------------------------------------------------------------------------
od č. ..... (1) (kg) stěny (mm) dna (mm)
do č. .....
------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------------
2. MECHANICKÉ ZKOUŠKY PROVEDENÉ NA VZORKU LAHVÍ
-----------------------------------------------------------------------------------------------
Tahová zkouška
---------------------------------------------
Zkouška Tepelné Zkušební tyč Mez Pevnost Tažnost Zkouška Hydraulická
č. zpracování podle normy kluzu v tahu A ohybem zkouška na
č. EURONORM Re Rmt (%) o 180 st. roztržení
a) 2-80 [MPa] [MPa] bez [0,1 MPa]
b) 11-80 prasknutí
-----------------------------------------------------------------------------------------------
-----------------------------------------------------------------------------------------------
Minimální stanovené hodnoty
-----------------------------------------------------------------------------------------------
Níže podepsaný tímto potvrzuje úspěšné provedení ověřovacích
postupů, zkoušek a kontrol, které jsou předepsány v bodě 6.3,
části II. přílohy 1 k nařízení vlády č. 210/2001 Sb., kterým se
stanoví technické požadavky na tlakové nádoby na přepravu plynů
Zvláštní poznámky ...............................................
................................................................
Obecné poznámky .................................................
................................................................
Vystaveno dne .................... v ............................
(místo)
..............................
(podpis zástupce autorizované
osoby)
v zastoupení ..........................................
(Autorizovaná osoba)
Dodatek 1
4. NÁPISY TÝKAJÍCÍ SE PROVEDENÍ
4.1 Nápisy týkající se oceli
- číslo označující hodnotu Re v MPa, která byla
použita jako základ výpočtu,
- symbol N (lahev ve stavu normalizačně žíhaném)
nebo symbol S (lahev ve stavu po odstranění
vnitřního pnutí).
4.2 Nápisy týkající se hydraulické zkoušky
Hodnota zkušebního přetlaku v 0,1 MPa.
4.3 Nápisy týkající se typu lahve
Nejmenší objem lahve v litrech zaručený výrobcem
lahve.
Objem lahve se udává na jedno desetinné místo a
zaokrouhluje dolů.
4.4 Nápisy týkající se místa původu lahve
Velké písmeno (písmena) označující zemi původu, dále
pak značka výrobce a výrobní číslo.
5. JINÉ NÁPISY
Jsou-li podle národních předpisů požadovány další
nápisy, které nemají vztah ke konstrukci ani ke
kontrole, musí být na lahvích provedeny podle bodu
1.2.
ČÁST IV.
CERTIFIKÁT EHS SCHVÁLENÍ VZORU
Vydal ................................................. na základě
Nařízení vlády č. 210/2001 Sb., kterým se stanoví technické
požadavky na tlakové nádoby na přepravu plynů, v souladu se
směrnicí Rady 84/527/EHS ze 17. září 1984, vztahující se na:
SVAŘOVANÉ LAHVE NA PLYNY Z NELEGOVANÉ OCELI
------------------------------------------------------------------
EHS schválení vzoru č. ................ ze dne ...................
Typ lahve ........................................................
(popis typové řady lahví, která obdržela EHS schválení)
Ph .................... D ................. a ....................
Lmin ......... Lmax .............. Vmin .......... Vmax ..........
Výrobce nebo zástupce.............................................
(jméno a adresa výrobce nebo jeho zástupce)
.................................................................
.................................................................
.................................................................
Značka EHS schválení vzoru epsilon............epsilon.............
Podrobné údaje o výsledcích zkoušek pro EHS schválení vzoru a o
hlavních vlastnostech vzoru jsou přiloženy.
Veškeré informace podá ...........................................
(jméno a adresa autorizované osoby)
.................................................................
.................................................................
Vystaveno v .................. dne........................
(podpis)
TECHNICKÁ PŘÍLOHA K CERTIFIKÁTU EHS SCHVÁLENÍ VZORU
1. Výsledky EHS přezkoušení vzoru s ohledem na EHS
schválení vzoru.
2. Informace o hlavních vlastnostech vzoru, zejména:
- podélný řez lahví typu, pro nějž bylo uděleno
schválení vzoru, obsahující tyto údaje:
- jmenovitý vnější průměr, D,
- nejmenší tloušťku stěny, a,
- nejmenší tloušťku horního a spodního dna,
- nejmenší a největší délku (nebo délky), Lmin,
Lmax,
- vnější výšku zaoblené části dna lahve, H, v mm;
- objem nebo objemy, Vmin, Vmax;
- přetlak, Ph;
- jméno výrobce/číslo výkresu a datum;
- název typu lahve;
- údaje týkající se oceli podle bodu 2.1 části I.
ČÁST V.
VZOR
CERTIFIKÁT EHS OVĚŘENÍ
Podle nařízení vlády č. 210/2001 Sb., kterým se stanoví technické
požadavky na tlakové nádoby na přepravu plynů
Autorizovaná osoba ...............................................
.................................................................
Datum ............................................................
EHS schválení vzoru č. ...........................................
Popis lahví ......................................................
.................................................................
EHS ověření č. ...................................................
Výrobní dávka č. ..................... až ........................
Výrobce ..........................................................
(jméno a adresa)
Země ................................. Značka ....................
Vlastník .........................................................
(jméno a adresa)
.................................................................
.................................................................
Zákazník .........................................................
(jméno a adresa)
.................................................................
.................................................................
OVĚŘOVACÍ ZKOUŠKY
1. MĚŘENÍ NA VZORKU LAHVÍ
------------------------------------------------------------------------------------------
Zkouška Dávka Vodní objem Hmotnost Nejmenší změřená tloušťka
č. obsahující prázdné lahve
------------------------------------------------------------------------------------------
od č. ..... (1) (kg) stěny (mm) dna (mm)
do č. .....
------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------------
2. MECHANICKÉ ZKOUŠKY PROVEDENÉ NA VZORKU LAHVÍ
-----------------------------------------------------------------------------------------------
Tahová zkouška
---------------------------------------------
Zkouška Tepelné Zkušební tyč Mez Pevnost Tažnost Zkouška Hydraulická
č. zpracování podle normy kluzu v tahu A ohybem zkouška na
č. EURONORM Re Rmt (%) o 180 st. roztržení
a) 2-80 [MPa] [MPa] bez [0,1 MPa]
b) 11-80 prasknutí
-----------------------------------------------------------------------------------------------
-----------------------------------------------------------------------------------------------
Minimální stanovené hodnoty
-----------------------------------------------------------------------------------------------
Níže podepsaný tímto potvrzuje úspěšné provedení ověřovacích
postupů, zkoušek a kontrol, které jsou předepsány v bodě 6.3,
části II. přílohy 1 k nařízení vlády č. 210/2001 Sb., kterým se
stanoví technické požadavky na tlakové nádoby na přepravu plynů
Zvláštní poznámky ...............................................
................................................................
Obecné poznámky .................................................
................................................................
Vystaveno dne .................... v ............................
(místo)
..............................
(podpis zástupce autorizované
osoby)
v zastoupení ..........................................
(Autorizovaná osoba)
Dodatek 1
 TVAROVÝ SOUČINITEL C PRO ZAOBLENÁ DNA
-------------------------------------------------------------------------------------------------------------
H/D Ph/10f = 0,001 Ph/10f = 0,0012 Ph/10f = 0,0015 Ph/10f = 0,002
a/D C a/D C a/D C a/D C
0,180 0,00211 2,81 0,00255 2,55
0,200 0,00218 2,18
-------------------------------------------------------------------------------------------------------------
Ph/10f = 0,003 Ph/10f = 0,004 Ph/10f = 0,005 Ph/10f = 0,01
H/D a/D C a/D C a/D C a/D C
0,180 0,00340 2,27 0,00423 2,12 0,00500 2,00 0,0088 1,76
0,190 0,00316 2,11 0,00395 1,98
0,200 0,00290 1,93 0,00364 1,82 0,00433 1,73 0,0077 1,54
0,210 0,00273 1,82 0,00342 1,71
0,220 0,00256 1,71 0,00320 1,60 0,00382 1,53 0,0068 1,38
0,230 0,00236 1,57 0,00295 1,48
0,240 0,00220 1,47 0,00276 1,38
0,250 0,00307 1,23 0,0055 1,10
0,300 0,00220 0,88 0,00395 0,79
0,350 0,00325 0,65
0,400 0,0030 0,60
0,450 0,0028 0,56
0,500 0,0027 0,54
-------------------------------------------------------------------------------------------------------------
Ph/10f = 0,02 Ph/10f = 0,05 Ph/10f = 0,1 Ph/10f = 0,2
H/D a/D C a/D C a/D C a/D C
0,180 0,0160 1,60 0,0366 1,46 0,0730 1,46 0,147 1,47
0,200 0,0141 1,41 0,0330 1,32 0,0650 1,30 0,130 1,30
0,220 0,0125 1,25 0,0292 1,17 0,0585 1,17 0,118 1,18
0,250 0,0102 1,02 0,0250 1,00 0,0500 1,00 0,101 1,01
0,300 0,0077 0,77 0,0193 0,77 0,0385 0,77 0,077 0,77
0,350 0,0065 0,65 0,0162 0,65 0,0325 0,65 0,065 0,65
0,400 0,0059 0,59 0,0149 0,60 0,0295 0,59 0,059 0,59
0,450 0,0056 0,56 0,0140 0,56 0,0280 0,56 0,056 0,56
0,500 0,0054 0,54 0,0136 0,54 0,0270 0,54 0,054 0,54
-------------------------------------------------------------------------------------------------------------
Ph/10f = 0,5
H/D a/D C
0,350 0,163 0,65
0,400 0,150 0,60
0,450 0,140 0,56
0,500 0,136 0,54
-------------------------------------------------------------------------------------------------------------
Re
f = ------- v [MPa]
4/3
-------------------------------------------------------------------------------------------------------------
TVAROVÝ SOUČINITEL C PRO ZAOBLENÁ DNA
-------------------------------------------------------------------------------------------------------------
H/D Ph/10f = 0,001 Ph/10f = 0,0012 Ph/10f = 0,0015 Ph/10f = 0,002
a/D C a/D C a/D C a/D C
0,180 0,00211 2,81 0,00255 2,55
0,200 0,00218 2,18
-------------------------------------------------------------------------------------------------------------
Ph/10f = 0,003 Ph/10f = 0,004 Ph/10f = 0,005 Ph/10f = 0,01
H/D a/D C a/D C a/D C a/D C
0,180 0,00340 2,27 0,00423 2,12 0,00500 2,00 0,0088 1,76
0,190 0,00316 2,11 0,00395 1,98
0,200 0,00290 1,93 0,00364 1,82 0,00433 1,73 0,0077 1,54
0,210 0,00273 1,82 0,00342 1,71
0,220 0,00256 1,71 0,00320 1,60 0,00382 1,53 0,0068 1,38
0,230 0,00236 1,57 0,00295 1,48
0,240 0,00220 1,47 0,00276 1,38
0,250 0,00307 1,23 0,0055 1,10
0,300 0,00220 0,88 0,00395 0,79
0,350 0,00325 0,65
0,400 0,0030 0,60
0,450 0,0028 0,56
0,500 0,0027 0,54
-------------------------------------------------------------------------------------------------------------
Ph/10f = 0,02 Ph/10f = 0,05 Ph/10f = 0,1 Ph/10f = 0,2
H/D a/D C a/D C a/D C a/D C
0,180 0,0160 1,60 0,0366 1,46 0,0730 1,46 0,147 1,47
0,200 0,0141 1,41 0,0330 1,32 0,0650 1,30 0,130 1,30
0,220 0,0125 1,25 0,0292 1,17 0,0585 1,17 0,118 1,18
0,250 0,0102 1,02 0,0250 1,00 0,0500 1,00 0,101 1,01
0,300 0,0077 0,77 0,0193 0,77 0,0385 0,77 0,077 0,77
0,350 0,0065 0,65 0,0162 0,65 0,0325 0,65 0,065 0,65
0,400 0,0059 0,59 0,0149 0,60 0,0295 0,59 0,059 0,59
0,450 0,0056 0,56 0,0140 0,56 0,0280 0,56 0,056 0,56
0,500 0,0054 0,54 0,0136 0,54 0,0270 0,54 0,054 0,54
-------------------------------------------------------------------------------------------------------------
Ph/10f = 0,5
H/D a/D C
0,350 0,163 0,65
0,400 0,150 0,60
0,450 0,140 0,56
0,500 0,136 0,54
-------------------------------------------------------------------------------------------------------------
Re
f = ------- v [MPa]
4/3
-------------------------------------------------------------------------------------------------------------
 Dodatek 2
Dodatek 2
 Dodatek 3
Dodatek 3
 Dodatek 4
Dodatek 4
 Dodatek 5
Dodatek 5
 Příl.2
Technické požadavky na bezešvé ocelové lahve na plyny
ČÁST I. Technické požadavky
1. SYMBOLY A POJMY
1.1 SYMBOLY
Symboly použité v této příloze mají tento význam:
Ph = zkušební přetlak při hydraulické zkoušce
v 0,1 MPa;
Pr = přetlak při roztržení lahve změřený při
zkoušce na roztržení v 0,1 MPa;
Prt = výpočtový nejnižší teoretický přetlak při
roztržení v 0,1 MPa;
Re = hodnota meze kluzu použitá podle bodu 1.1
k určení hodnoty R pro účely výpočtu částí
namáhaných přetlakem v MPa;
Rel = nejmenší hodnota dolní meze kluzu zaručená
výrobcem lahví v MPa;
ReH = nejmenší hodnota horní meze kluzu zaručená
výrobcem lahví v MPa;
Rp0,2 = smluvní mez kluzu při 0,2 % zaručená výrobcem
lahví v MPa;
Smluvní mez kluzu je hodnota napětí, při
kterém trvalá deformace dosáhne 0,2 % původní
měřené délky zkušební tyče.
Rm = nejmenší hodnota pevnosti v tahu zaručená
výrobcem lahví v MPa;
a = výpočtová nejmenší tloušťka stěny válcového
pláště v mm;
D = jmenovitý vnější průměr lahve v mm;
d = průměr trnu pro zkoušku ohybem v mm;
Rmt = skutečná pevnost v tahu v MPa.
1.2 MEZ KLUZU
Pro účely této přílohy se při výpočtu částí
namáhaných přetlakem použijí tyto hodnoty meze
kluzu:
- pokud ocel nevykazuje dolní a horní mez kluzu,
použije se nejmenší hodnota smluvní meze kluzu Rp
0,2;
- pokud ocel vykazuje dolní a horní mez kluzu,
použije se hodnota:
- ReL,
- ReH x 0,92, nebo
- Rp 0,2.
1.3 PŘETLAK PŘI ROZTRŽENÍ
Pro účely této přílohy se "přetlakem při roztržení"
rozumí přetlak při dosažení plastické nestability,
to je nejvyšší přetlak dosažený při tlakové zkoušce
na roztržení.
1.4 NORMALIZAČNÍ ŽÍHÁNÍ
Termín "normalizační žíhání" se v této příloze
používá ve smyslu definice podle odstavce 68 normy
EURONORM 52-83.
Normalizační žíhání může být následováno popouštěním
při rovnoměrné teplotě pod nejnižším bodem přeměny
oceli (Ac1).
1.5 KALENÍ A POPOUŠTĚNÍ
Pod pojmem "kalení a popouštění" se rozumí tepelné
zpracování, kterému se podrobuje zhotovená lahev
a při kterém se lahev ohřeje na rovnoměrnou teplotu
nad horním bodem přeměny oceli (Ac3). Lahev se pak
ochladí rychlostí, která nepřevyšuje 80 % rychlosti
dosahované při ochlazování ve vodě o teplotě 20
st.C, načež se popouští při rovnoměrné teplotě pod
nejnižším bodem přeměny oceli (Ac1).
Tepelné zpracování musí být provedeno tak, aby
nezpůsobilo na lahvi trhliny. Lahve nesmějí být
kaleny do vody, která neobsahuje přísady.
2. TECHNICKÉ POŽADAVKY
2.1 POUŽITÉ OCELI
2.1.1 Ocel je definována způsobem své výroby, svým
chemickým složením, tepelným zpracováním, kterému se
podrobuje zhotovená lahev, a svými mechanickými
vlastnostmi. K níže uvedeným požadavkům se poskytují
odpovídající informace. Jakákoli změna v těchto
informacích bude považována za změnu v typu oceli
pro účely EHS schválení vzoru.
(a) Způsob výroby
Způsob výroby je definován odkazem na použitý
postup (například siemens-martinská pec,
kyslíkový konvertor, elektrická pec) a na metodu
uklidnění oceli.
(b) Chemické složení
U chemického složení musí být přinejmenším udán:
- ve všech případech maximální obsah síry a
fosforu,
- ve všech případech obsah uhlíku, manganu a
křemíku,
- obsah niklu, chromu, molybdenu a vanadu, pokud
jsou tyto prvky záměrně přidány jako slitinové
přísady.
Obsah uhlíku, manganu, křemíku, a popřípadě niklu,
chromu, molybdenu a vanadu musí být udán s
dostatečnou přesností, přičemž rozdíl mezi
maximálními a minimálními hodnotami pro každou tavbu
nesmí překročit:
- u uhlíku:
- 0,06 %, jestliže maximální obsah je menší než
0,30 %,
- 0,07 %, jestliže maximální obsah je 0,30 % nebo
více;
- u manganu a křemíku:
- 0,30 %;
- u chromu:
- 0,30 %, jestliže maximální obsah je menší než
1,5 %,
- 0,50 %, jestliže maximální obsah je 1,5 % nebo
více;
- u niklu:
- 0,40 %;
- u molybdenu:
- 0,15 %;
- u vanadu:
- 0,10 %.
(c) Tepelné zpracování
Tepelné zpracování je definováno teplotou, dobou
výdrže na teplotě a druhem chladicí tekutiny
použitými v jednotlivých stadiích tepelného
zpracování (normalizační žíhání, popřípadě
následované popouštěním, nebo kalení a
popouštění). Austenitizační teplota před kalením
nebo normalizačním žíháním musí být stanovena s
přesností 35 K.
Totéž platí pro teplotu popouštění.
2.1.2 Podmínky, které musí být splněny
Použitá ocel musí být uklidněná a odolná vůči
stárnutí. Celá zhotovená lahev musí být podrobena
tepelnému zpracování, kterým může být buď
normalizační žíhání, popřípadě následované
popouštěním, nebo kalení a popouštění. Obsahy síry a
fosforu zjištěné ve vzorku tavby nesmějí být větší
než 0,035 % a v součtu nesmějí překročit 0,06 %.
Obsahy síry a fosforu zjištěné na výrobku nesmějí
být větší než 0,04 % a v součtu nesmějí překročit
0,07 %.
2.1.3 Pro výrobu bezešvých lahví je možné ve smyslu bodu
2.1.1 použít pouze ocel, která je pro výrobu těchto
lahví povolena.
2.1.4 Nezávislé chemické rozbory, zejména kontrola, zda
obsah síry a fosforu odpovídá požadavkům bodu 2.1.2
se provedou na zkušebních vzorcích odebraných buď z
polotovaru dodaného výrobci lahví výrobcem oceli
nebo ze zhotovené lahve.
Pokud je rozhodnuto odebrat zkušební vzorek z lahve,
je přípustné jej odebrat z jedné z lahví, které byly
již předtím vybrány pro mechanické zkoušky podle
bodu 7.1 části II. nebo pro tlakovou zkoušku na
roztržení podle bodu 7.2 části II.
2.2 VÝPOČTY ČÁSTÍ NAMÁHANÝCH PŘETLAKEM
2.2.1 Nejmenší tloušťka stěny nesmí být menší než největší
z hodnot určených těmito vzorci:
Ph . D
- a = -------------- mm
20 R
------ + Ph
4/3
kde R je nižší hodnota z těchto dvou hodnot:
(1) Re;
(2) 0,75 Rm pro lahve normalizačně žíhané nebo
normalizačně žíhané a popouštěné,
0,85 Rm pro lahve kalené a popouštěné.
D
- a = ----- + 1 mm
250
- a = 1,5 mm
2.2.2 Jestliže se konvexní dno zhotovuje kováním z trubky,
tloušťka stěny měřená uprostřed tvarovaného dna musí
být nejméně 1,5 a.
2.2.3 Tloušťka konkávního dna lahví nesmí být po celém
průměru okraje, na kterém lahev stojí, menší než
2 a.
2.2.4 Aby se dosáhlo vyhovujícího rozdělení napětí, musí
se tloušťka stěny lahve v oblasti přechodu mezi
válcovou částí a dnem zvětšovat postupně.
2.3 KONSTRUKCE A JAKOST PROVEDENÍ
2.3.1 Výrobce u každé lahve kontroluje a ověřuje zda:
- tloušťka stěny není nikde menší než udává
výkresová dokumentace,
- vnitřní a vnější povrch nevykazuje vady, které
mohou negativně ovlivnit provozní bezpečnost
lahve.
2.3.2 Ovalita válcového pláště musí být omezena tak, aby
rozdíl mezi největším a nejmenším vnějším průměrem v
tomtéž průřezu nebyl větší než 1,5 % střední
hodnoty těchto dvou průměrů. Maximální odchylka
válcové části pláště od přímky nesmí překročit 3 mm
na 1 m délky.
2.3.3 Patní kroužky, pokud jsou na lahvích provedeny, musí
být dostatečně pevné a musí být vyrobeny z
materiálu, který je s ohledem na korozi kompatibilní
s typem oceli, z níž je lahev vyrobena. Tvar patního
kroužku musí lahvi zajistit dostatečnou stabilitu.
Patní kroužky nesmějí umožňovat hromadění vody nebo
vnikání vody mezi kroužek a lahev.
ČÁST II. Postupy při posuzování shody
1. EHS SCHVALOVÁNÍ VZORU
1.1 EHS schválení vzoru podle této přílohy může být
rovněž vydáno pro typovou řadu lahví.
"Typovou řadou lahví" se rozumějí lahve stejného
výrobce, které se liší pouze délkou, avšak jen v
těchto mezích:
- nejmenší délka nesmí být menší než trojnásobek
vnějšího průměru lahve;
- největší délka nesmí být větší než 1,5-násobek
délky zkoušené lahve.
2. ŽÁDOST O EHS SCHVALOVÁNÍ VZORU
2.1 K žádosti o EHS schvalování vzoru se předkládá pro
každou typovou řadu lahví dokumentace potřebná pro
níže předepsané kontrole a poskytne dávka 50 lahví,
z nichž se odebere požadovaný počet lahví pro níže
uvedené zkoušky, jakož i veškeré požadované
doplňkové informace. Uvádí se druh, teploty a doby
výdrže tepelného zpracování a předloží se osvědčení
o rozboru taveb oceli dodané pro výrobu lahví.
2.2 Žádost a příslušná korespondence se vyhotovuje v
českém jazyce. V českém jazyce se vyhovují i
přiložené dokumenty.
2.3 Žádost musí obsahovat tyto informace:
- jméno a adresu výrobce nebo žadatele, jejich
zplnomocněného zástupce, jakož i místo nebo místa
výroby lahví,
- kategorii lahve,
- uvažovaný účel použití nebo zakázané způsoby
použití,
- technické údaje,
- obchodní název, jestliže existuje, nebo typ.
2.4 K žádosti se přikládají dvě vyhotovení požadovaných
dokumentů, zejména:
2.4.1 Popis obsahující:
- materiálové specifikace, konstrukční metody a
pevnostní výpočty lahví,
- namontovaná bezpečnostní zařízení,
- místa, kde mají být umístěny značky schválení a
ověření stanovené v této příloze, jakož i další
značky stanovené zvláštními předpisy.
2.4.2 Výkresy celkového uspořádání, a kde je to vhodné,
detailní výkresy důležitých konstrukčních dílů.
2.4.3 Další informace stanovené v této příloze.
2.4.4 Prohlášení, že pro tentýž vzor lahve nebyla podána
jiná žádost o EHS schvalování vzoru.
3. PŘEZKOUŠENÍ PRO EHS SCHVALOVÁNÍ VZORU
3.1 Přezkoušení pro EHS schvalování vzoru se provádí na
základě výkresů, a kde je to vhodné, na vzorku
lahví.
Přezkoušení musí obsahovat:
a) prověření konstrukčních výpočtů, výrobních metod,
jakosti provedení a materiálů;
b) kde je to vhodné, prověření bezpečnostních
zařízení a měřících přístrojů a způsobů
instalace.
3.2 V průběhu postupu pro EHS schvalování vzoru se
ověří, zda:
- jsou správné výpočty uvedené v bodě 2.2 části I.,
- tloušťka stěn na dvou lahvích vyhovuje požadavkům
bodu 2.2 části I., přičemž měření se provedou na
třech příčných řezech a po celém obvodu podélných
řezů dna a horní zaoblené části,
- jsou splněny podmínky uvedené v bodech 2.1 a 2.3.3
části I.,
- jsou u všech vybraných lahví splněny požadavky
bodu 2.3.2 části I.,
- vnitřní i vnější povrchy lahví jsou bez vad, které
by je činily nebezpečnými.
3.2.1 na vybraných lahvích se provedou tyto zkoušky:
- zkoušky podle bodu 7.1 části II. na dvou lahvích;
je-li však délka lahve 1500 mm či více, zkouška
tahem v podélném směru a ohybové zkoušky se
provedou na zkušebních tyčích odebraných z horní a
dolní části pláště,
- zkoušku podle bodu 7.2 části II. na dvou lahvích,
- zkoušku podle bodu 7.3 části II. na dvou lahvích,
- zkoušku podle bodu 7.5 části II. na jedné lahvi,
- zkoušku podle bodu 7.7 části II. na všech lahvích
vzorku.
4. CERTIFIKÁT EHS SCHVÁLENÍ VZORU
4.1 Certifikát schválení vzoru obsahuje závěry
přezkoušení vzoru a uvádí všechny podmínky, jimiž
může být schválení vázáno. Doplňují jej popisy a
výkresy nutné pro identifikaci vzoru, popřípadě pro
vysvětlení jeho funkce. Vzor certifikátu je uveden v
části VI. této přílohy.
5. ZVEŘEJNĚNÍ EHS SCHVÁLENÍ VZORU
5.1 Současně s oznámením zainteresované straně se zašle
kopie certifikátu EHS schválení vzoru Komisi a
ostatním státům, které mohou rovněž obdržet kopie
definitivní technické dokumentace lahve a protokoly
o provedených přezkoušeních a zkouškách.
5.2 Odejmutí EHS schválení vzoru se zveřejňuje v souladu
s postupem stanoveným v bodě 5.1.
5.3 O odmítnutí EHS schválení vzoru, se uvědomí ostatní
státy a Komisi.
6. EHS OVĚŘENÍ
6.1 Pro účely EHS ověření výrobce lahví:
6.1.1 předloží autorizované osobě certifikát EHS schválení
vzoru;
6.1.2 předloží autorizované osobě osvědčení o rozboru
taveb oceli dodané pro výrobu lahví;
6.1.3 musí být schopen identifikovat tavbu oceli, z níž je
kterákoli lahev vyrobena;
6.1.4 předloží autorizované osobě dokumentaci týkající se
tepelného zpracování, nutnou k osvědčení, že lahve
jím dodané jsou ve stavu buď normalizačně žíhaném
nebo kaleném a popouštěném, a uvede použité tepelné
zpracování;
6.1.5 předloží autorizované osobě seznam lahví s uvedením
čísel a nápisů požadovaných v části III.
6.1.6 EHS ověření se může provádět v jedné nebo více
etapách.
6.1.7 podle požadavků uvedených v této příloze:
6.1.7.1 se EHS ověření provádí pouze v jedné etapě u lahví,
které při výstupu z výrobního závodu tvoří jeden
celek, to znamená u lahví, které mohou být dopraveny
na místo instalace bez rozebrání;
6.1.7.2 se ověřováním musí zejména zabezpečit, aby lahev
vyhovovala schválenému vzoru, nebo, v případě lahví
vyjmutých z EHS schvalování vzoru vyhovovala
požadavkům uvedeným v této příloze.
6.2 Podstata EHS ověření
6.2.1 Ověření obsahuje:
- přezkoušení jakosti materiálů,
- prověření konstrukčních výpočtů, výrobních metod,
jakosti provedení a použitých materiálů,
- vnitřní prohlídku skládající se z kontroly
vnitřních částí a svarů,
- tlakovou zkoušku,
- kontrolu všech bezpečnostních zařízení a
namontovaných měřicích přístrojů,
- vnější prohlídku různých částí lahve,
- provozní zkoušku, je-li požadována.
6.3 V průběhu EHS ověření
6.3.1 Autorizovaná osoba:
- zjišťuje, zda byl dodán certifikát EHS schválení
vzoru a zda lahve jsou s ním ve shodě,
- zkontroluje dokumenty obsahující údaje o
materiálech,
- zkontroluje, zda byly splněny technické požadavky
uvedené v bodě 2 části I., a zejména na základě
vnější a v případě možnosti i vnitřní vizuální
prohlídky lahve prověří, zda provedení lahví a
kontroly uskutečněné výrobcem v souladu s bodem
2.3.1 části I. jsou vyhovující; vizuální prohlídce
se musí podrobit nejméně 10 % předložených lahví,
- provede zkoušky podle bodů 7.1 a 7.2 části II.,
- namátkově zkontroluje, zda informace předané
výrobcem v seznamu podle bodu 6.1.5 části II. jsou
správné,
- posoudí výsledky kontrol homogenity dávky
provedených výrobcem v souladu s bodem 7.6 části
II.
Jsou-li výsledky těchto kontrol vyhovující, vydá
autorizovaná osoba certifikát EHS ověření podle
předlohy v příloze V.
6.3.2 Pro oba druhy zkoušek předepsaných v bodech 7.1 a
7.2 části II. se z každé dávky 202 lahví nebo z její
části, která byla vyrobena z téže tavby a podrobila
se stanovenému tepelnému zpracování za stejných
podmínek, namátkově vyberou dvě lahve.
Jedna z lahví se podrobí zkouškám podle bodu 7.1
části II. (mechanickým zkouškám), druhá lahev
zkoušce podle bodu 7.2 části II. (zkoušce na
roztržení). Pokud se prokáže, že některá zkouška
byla provedena nesprávně, nebo že vznikla chyba při
měření, musí se zkouška opakovat.
Jsou-li výsledky jedné či několika zkoušek třeba jen
částečně nevyhovující, zjišťuje autorizovaná osoba
příčinu.
6.3.2.1 Pokud nebyly nevyhovující výsledky způsobeny
tepelným zpracováním, celá dávka nevyhovuje.
6.3.2.2 Jestliže byly nevyhovující výsledky způsobeny
tepelným zpracováním, může výrobce všechny lahve z
dávky znovu tepelně zpracovat.
Po tomto opakovaném tepelném zpracování:
- výrobce provádí kontrolu podle bodu 7.6 části II.,
- autorizovaná osoba provádí všechny zkoušky podle
prvního a druhého odstavce bodu 6.3.2.
Pokud se lahve nepodrobí opakovanému tepelnému
zpracování nebo pokud výsledky kontrol a zkoušek po
opakovaném tepelném zpracování nevyhovují požadavkům
této přílohy, celá dávka nevyhovuje.
6.3.3 Výběr zkušebních vzorků a všechny zkoušky se
provádějí za přítomnosti a pod dozorem zástupce
autorizované osoby.
6.3.4 Po provedení všech stanovených zkoušek se všechny
lahve v dávce podrobí hydraulické zkoušce podle bodu
7.4 části II. za přítomnosti a pod dozorem zástupce
autorizované osoby.
7. ZKOUŠKY
7.1 MECHANICKÉ ZKOUŠKY
7.1.1 Všeobecné požadavky
7.1.1.1 Pokud tato příloha nestanoví jinak, mechanické
zkoušky se provádějí podle těchto norem:
EURONORM 2-80: zkouška tahem pro ocel;
EURONORM 3-79: zkouška tvrdosti dle Brinella;
EURONORM 6-55: zkouška ohybem pro ocel;
EURONORM 11-80: zkouška tahem pro ocelové plechy a
pásy tloušťky do 3 mm;
EURONORM 12-55: zkouška ohybem pro ocelové plechy a
pásy tloušťky do 3 mm;
EURONORM 45-63: zkouška rázem v ohybu na zkušební
tyči s vrubem na dvou opěrách.
7.1.1.2 Všechny mechanické zkoušky pro ověření jakosti
materiálu použitého pro výrobu lahví se provádějí na
zkušebních tyčích odebraných ze zhotovených lahví.
7.1.2 Druhy zkoušek a jejich kritéria
Každá zkušební lahev se podrobí jedné zkoušce tahem
v podélném směru, čtyřem zkouškám ohybem v obvodovém
směru, a pokud to umožňuje tloušťka stěny, třem
zkouškám rázem v ohybu na zkušebních tyčích šířky
minimálně 5 mm. Zkušební tyče pro zkoušku rázem
v ohybu se odeberou v příčném směru. V případě, že
tloušťka stěny nebo průměr lahve neumožňuje
v příčném směru odebrat zkušební tyče široké alespoň
5 mm, odeberou se zkušební tyče pro zkoušku rázem
v ohybu v podélném směru.
7.1.2.1 Zkouška tahem
7.1.2.1.1 Zkušební tyč musí odpovídat ustanovením:
- kapitoly 4 normy EURONORM 2-80, je-li její
tloušťka rovná 3 mm nebo větší,
- kapitoly 4 normy EURONORM 11-80, je-li její
tloušťka menší než 3 mm. V tomto případě bude
měřená šířka a délka zkušební tyče 12,5 mm, resp.
50 mm bez ohledu na tloušťku zkušební tyče.
7.1.2.1.2 Obě strany zkušební tyče, které odpovídají vnitřnímu
a vnějšímu povrchu, nesmějí být obrobeny.
7.1.2.1.3 Tažnost vyjádřená v procentech nesmí být menší než:
25 . 10E3
-----------
2 Rmt
Kromě toho tažnost nesmí být v žádném případě menší
než:
- 14 %, jestliže se zkouška provádí podle normy
EURONORM 2-80,
- 11 %, jestliže se zkouška provádí podle normy
EURONORM 11-80.
7.1.2.1.4 Zjištěná hodnota pevnosti v tahu nesmí být menší než
Rm.
Mez kluzu stanovená při zkoušce tahem musí odpovídat
hodnotě použité podle bodu 1.1 části I. při výpočtu
lahve. Horní mez kluzu musí být stanovena z tahového
diagramu nebo jinou stejně přesnou metodou.
Zjištěná hodnota meze kluzu nesmí být v závislosti
na okolnostech menší než ReH, ReL nebo Rp0,2.
7.1.2.2 Zkouška ohybem
7.1.2.2.1 Zkouška ohybem se provede na zkušebních tyčích
získaných rozříznutím prstence šířky 25 mm na dvě
části stejné délky, z nichž každá může mít obrobeny
pouze obvodové hrany. Strany zkušební tyče
odpovídající vnitřnímu a vnějšímu povrchu stěny
lahve nesmějí být obrobeny.
7.1.2.2.2 Zkouška ohybem se provádí na trnu o průměru d a na
dvou válcích vzdálených od sebe d + 3 a.
Během zkoušky musí vnitřní plocha prstence zůstat v
dotyku s trnem.
7.1.2.2.3 Zkušební tyč nesmí prasknout, je-li ohnuta okolo
trnu tak, že vnitřní okraje nejsou od sebe vzdáleny
více než činí průměr trnu (viz schéma v příloze
III).
7.1.2.2.4 Poměr (n) mezi průměrem trnu a tloušťkou zkušební
tyče nesmí překročit hodnoty uvedené v tabulce 1.
Tabulka 1
--------------------------------------------------
skutečná pevnost v tahu hodnota n
Rmt v MPa
--------------------------------------------------
do 440 včetně 2
nad 440 do 520 včetně 3
nad 520 do 600 včetně 4
nad 600 do 700 včetně 5
nad 700 do 800 včetně 6
nad 800 do 900 včetně 7
nad 900 8
--------------------------------------------------
7.1.2.3 Zkouška rázem v ohybu
7.1.2.3.1 Zkouška rázem v ohybu se provádí na zkušební tyči
podle normy EURONORM 45-63.
Všechna měření vrubové houževnatosti se provádějí
při teplotě -20 st.C.
Vrub musí být kolmý k povrchu stěn lahve.
Zkušební tyče pro zkoušku rázem v ohybu nesmějí být
rovnány a musí být obrobeny na šesti stranách, avšak
pouze v rozsahu nutném pro dosažení rovného povrchu.
7.1.2.3.2 Průměrná hodnota vrubové houževnatosti zjištěná ze
tří zkoušek rázem v ohybu v podélném nebo příčném
směru, jakož i každá jednotlivá zjištěná hodnota,
nesmí být menší než odpovídající hodnota vyjádřená v
J/cm2, uvedená v tabulce 2.
Tabulka 2
------------------------------------------------------------------
oceli, u nichž Rm není oceli, u nichž Rm je větší
větší než 650 MPa než 650 MPa
---------------------------------------------------
podélný příčný podélný příčný
směr směr směr směr
------------------------------------------------------------------
průměr ze tří
zkušebních 33 17 50 25
tyčí
------------------------------------------------------------------
jednotlivá 26 13 40 20
hodnota
------------------------------------------------------------------
7.2 HYDRAULICKÁ ZKOUŠKA NA ROZTRŽENÍ
7.2.1 Zkušební podmínky
Zkoušené lahve musí být označeny podle části III.
7.2.1.1 Hydraulická zkouška na roztržení se provede ve dvou
po sobě následujících etapách na zkušebním zařízení,
které umožňuje postupné zvyšování přetlaku v lahvi
až do jejího roztržení a grafické znázornění křivky
závislosti přetlaku na čase. Zkouška se musí
provádět za pokojové teploty.
7.2.1.2 V průběhu první etapy se přetlak zvyšuje konstantní
rychlostí až do začátku plastické deformace.
Rychlost zvyšování přetlaku nesmí překročit 0,5
MPa/s.
Od začátku plastické deformace (druhá etapa) nesmí
být výkon čerpadla větší než dvojnásobný oproti
první etapě a musí být udržován konstantní až do
roztržení lahve.
7.2.2 Vyhodnocení zkoušky
7.2.2.1 Vyhodnocení tlakové zkoušky na roztržení zahrnuje:
- vyhodnocení křivky závislosti přetlaku na čase pro
určení přetlaku při roztržení,
- vyhodnocení trhliny a tvaru jejích okrajů,
- ověření, zda v případu lahve s konkávním dnem
nedošlo k obrácení tvaru dna.
7.2.2.2 Změřený přetlak při roztržení (Pr) musí být větší
než hodnota daná vzorcem:
20 a Rm
Prt = ----------
D - a
7.2.2.3 Zkouška na roztržení nesmí způsobit rozpad lahve na
zlomky.
7.2.2.4 Hlavní trhlina nesmí mít charakter křehkého lomu, to
znamená, že okrajové hrany lomu nesmí být radiální,
ale musí být skloněny vůči rovině průměru a
vykazovat kontrakci.
Trhlina je přijatelná pouze za těchto podmínek:
1. V případě lahví o tloušťce "a" do 7,5 mm:
a) větší část trhliny musí být zřetelně podélná;
b) trhlina se nesmí několikanásobně rozvětvovat;
c) trhlina se nesmí obvodově rozšiřovat dále než
90 st. na každou stranu od své hlavní části;
d) trhlina se nesmí šířit do částí lahve, které
jsou 1,5 krát silnější než největší tloušťka
měřená v polovině délky lahve;
e) v případě lahví s konvexním dnem trhlina nesmí
dosáhnout středu dna lahve.
Požadavek d) však nemusí být splněn:
a) v případě horní zaoblené části nebo konvexního
dna, jestliže se trhlina nerozšíří do částí
lahve s průměrem menším než 0,75-násobek
jmenovitého vnějšího průměru lahve;
b) v případě konkávního dna, jestliže vzdálenost
mezi nejvzdálenějším bodem trhliny a rovinou
dna lahve převyšuje 5-násobek tloušťky "a".
2. V případě lahví o tloušťce "a" přesahující 7,5 mm
musí být větší část trhliny zřetelně podélná.
7.2.2.5 Trhlina nesmí odhalit zřetelnou vadu materiálu.
7.3 CYKLICKÁ ÚNAVOVÁ ZKOUŠKA
7.3.1 Zkoušené lahve musí být označeny podle části III.
7.3.2 Cyklická únavová zkouška se provede s použitím
nekorozivní kapaliny na dvou lahvích, u kterých
výrobce zaručuje, že jsou dostatečně reprezentativní
pro minimální konstrukční hodnoty specifikované v
konstrukčním návrhu.
7.3.3 Horní cyklický přetlak je roven buď přetlaku Ph nebo
jeho dvěma třetinám.
Dolní cyklický přetlak nesmí překročit 10 % hodnoty
horního cyklického přetlaku.
Minimální počet cyklů a maximální zkušební frekvence
jsou uvedeny v tabulce 3:
Tabulka 3
-----------------------------------------------------------------
Maximální použitý přetlak Ph 2/3 Ph
-----------------------------------------------------------------
Minimální počet cyklů 12 000 80 000
-----------------------------------------------------------------
Maximální počet cyklů za minutu 5 12
-----------------------------------------------------------------
Teplota měřená na vnější stěně lahve nesmí během
zkoušky překročit 50 st.C.
Zkouška se považuje za vyhovující, když lahev
dosáhne požadovaného počtu cyklů, aniž se projeví
netěsnost.
7.4 HYDRAULICKÁ ZKOUŠKA
7.4.1 Přetlak vody v lahvi se musí zvětšovat rovnoměrnou
rychlostí až do dosažení přetlaku Ph.
7.4.2 Lahev musí zůstat pod přetlakem Ph dostatečně
dlouho, aby se prokázalo, že přetlak nemá tendenci
klesat a že nedochází k úniku kapaliny.
7.4.3 Po zkoušce nesmí lahev vykazovat trvalou deformaci.
7.4.4 Lahve, které nesplní požadavky zkoušky, musí být
vyřazeny.
7.5 KONTROLA HOMOGENITY LAHVE
Touto zkouškou se ověří, zda kterékoli dva body na
vnějším povrchu lahve nevykazují rozdíl v tvrdosti
větší než 25 HB. Kontrola se provádí na dvou
příčných řezech lahve poblíž hrdla a dna, vždy ve
čtyřech rovnoměrně vzdálených bodech.
7.6 KONTROLA HOMOGENITY DÁVKY
Touto zkouškou, kterou provádí výrobce, se měřením
tvrdosti nebo jiným vhodným způsobem ověřuje, zda
nedošlo k chybě při volbě výchozího materiálu
(plechu, předvalku, trubky) nebo při tepelném
zpracování. V případě lahví normalizačně žíhaných,
ale nepopouštěných, se tato zkouška nemusí provádět
na každé lahvi.
7.7 KONTROLA DNA
Středem dna lahve se provede podélný řez a jeden z
takto získaných povrchů se vyleští pro zkoušku při
pětinásobném až desetinásobném zvětšení.
Lahev se považuje za vadnou, jsou-li zjištěny
trhliny. Za vadnou se považuje i tehdy, jestliže
rozměry přítomných pórů či vměstků se ukazují tak
velké, že může být ohrožena bezpečnost.
ČÁST III. Značky a nápisy
1. OBECNĚ
1.1 Značky a nápisy uvedené v tomto bodě musí být
vyraženy viditelně, čitelně a nesmazatelně na horní
zaoblené části lahve.
1.2 V případě lahví o objemu do 15 l lze značky a nápisy
vyrazit buď na horní zaoblenou část nebo na jinou
část lahve dostatečné tloušťky.
Příklady značek a nápisů jsou znázorněny v nákresu v
části IV.
2. RAŽENÍ ZNAČEK
2.1 Značka EHS schválení vzoru se vyrazí v tomto pořadí:
- na lahve, které podléhají EHS schválení vzoru a
EHS ověření:
- stylizované písmeno epsilon,
- pořadové číslo 1 označující skupinu bezešvých
ocelových lahví na plyny,
- velké písmeno (nebo písmena) označující stát,
který udělil EHS schválení vzoru, a poslední dvě
číslice roku, kdy bylo schválení vzoru uděleno,
- číslo EHS schválení vzoru (příklad: epsilon 1 D
79 45);
Příklad této značky je uveden v bodě 2.4.1.
2.2 Pro případy kdy není vyžadováno pro určitou
kategorii lahví EHS ověření pak po ověření, že každá
lahev vyhovuje požadavkům na tuto kategorii, připojí
výrobce na lahev na vlastní odpovědnost stejnou
značku jako je značka EHS schválení vzoru, ale
umístěnou v šestiúhelníku.
Příklad této značky je uveden v bodě 2.4.2.
2.3 Autorizovaná osoba připojuje značku EHS ověření v
tomto pořadí:
- malé písmeno "e",
- velké písmeno (nebo písmena) označující stát, ve
kterém bylo ověření provedeno, popřípadě jedno
nebo dvě čísla označující územní oblast,
- značku autorizované osoby připojenou ověřujícím
zaměstnancem, popřípadě spolu se značkou tohoto
zaměstnance,
- šestiúhelník,
- datum ověření: rok, měsíc (příklad: e D x 80/01).
2.4 ZNAČKY TÝKAJÍCÍ SE EHS SCHVÁLENÍ VZORU
2.4.1 Značka EHS schválení vzoru (viz bod 2.1)
Příklad:
Příl.2
Technické požadavky na bezešvé ocelové lahve na plyny
ČÁST I. Technické požadavky
1. SYMBOLY A POJMY
1.1 SYMBOLY
Symboly použité v této příloze mají tento význam:
Ph = zkušební přetlak při hydraulické zkoušce
v 0,1 MPa;
Pr = přetlak při roztržení lahve změřený při
zkoušce na roztržení v 0,1 MPa;
Prt = výpočtový nejnižší teoretický přetlak při
roztržení v 0,1 MPa;
Re = hodnota meze kluzu použitá podle bodu 1.1
k určení hodnoty R pro účely výpočtu částí
namáhaných přetlakem v MPa;
Rel = nejmenší hodnota dolní meze kluzu zaručená
výrobcem lahví v MPa;
ReH = nejmenší hodnota horní meze kluzu zaručená
výrobcem lahví v MPa;
Rp0,2 = smluvní mez kluzu při 0,2 % zaručená výrobcem
lahví v MPa;
Smluvní mez kluzu je hodnota napětí, při
kterém trvalá deformace dosáhne 0,2 % původní
měřené délky zkušební tyče.
Rm = nejmenší hodnota pevnosti v tahu zaručená
výrobcem lahví v MPa;
a = výpočtová nejmenší tloušťka stěny válcového
pláště v mm;
D = jmenovitý vnější průměr lahve v mm;
d = průměr trnu pro zkoušku ohybem v mm;
Rmt = skutečná pevnost v tahu v MPa.
1.2 MEZ KLUZU
Pro účely této přílohy se při výpočtu částí
namáhaných přetlakem použijí tyto hodnoty meze
kluzu:
- pokud ocel nevykazuje dolní a horní mez kluzu,
použije se nejmenší hodnota smluvní meze kluzu Rp
0,2;
- pokud ocel vykazuje dolní a horní mez kluzu,
použije se hodnota:
- ReL,
- ReH x 0,92, nebo
- Rp 0,2.
1.3 PŘETLAK PŘI ROZTRŽENÍ
Pro účely této přílohy se "přetlakem při roztržení"
rozumí přetlak při dosažení plastické nestability,
to je nejvyšší přetlak dosažený při tlakové zkoušce
na roztržení.
1.4 NORMALIZAČNÍ ŽÍHÁNÍ
Termín "normalizační žíhání" se v této příloze
používá ve smyslu definice podle odstavce 68 normy
EURONORM 52-83.
Normalizační žíhání může být následováno popouštěním
při rovnoměrné teplotě pod nejnižším bodem přeměny
oceli (Ac1).
1.5 KALENÍ A POPOUŠTĚNÍ
Pod pojmem "kalení a popouštění" se rozumí tepelné
zpracování, kterému se podrobuje zhotovená lahev
a při kterém se lahev ohřeje na rovnoměrnou teplotu
nad horním bodem přeměny oceli (Ac3). Lahev se pak
ochladí rychlostí, která nepřevyšuje 80 % rychlosti
dosahované při ochlazování ve vodě o teplotě 20
st.C, načež se popouští při rovnoměrné teplotě pod
nejnižším bodem přeměny oceli (Ac1).
Tepelné zpracování musí být provedeno tak, aby
nezpůsobilo na lahvi trhliny. Lahve nesmějí být
kaleny do vody, která neobsahuje přísady.
2. TECHNICKÉ POŽADAVKY
2.1 POUŽITÉ OCELI
2.1.1 Ocel je definována způsobem své výroby, svým
chemickým složením, tepelným zpracováním, kterému se
podrobuje zhotovená lahev, a svými mechanickými
vlastnostmi. K níže uvedeným požadavkům se poskytují
odpovídající informace. Jakákoli změna v těchto
informacích bude považována za změnu v typu oceli
pro účely EHS schválení vzoru.
(a) Způsob výroby
Způsob výroby je definován odkazem na použitý
postup (například siemens-martinská pec,
kyslíkový konvertor, elektrická pec) a na metodu
uklidnění oceli.
(b) Chemické složení
U chemického složení musí být přinejmenším udán:
- ve všech případech maximální obsah síry a
fosforu,
- ve všech případech obsah uhlíku, manganu a
křemíku,
- obsah niklu, chromu, molybdenu a vanadu, pokud
jsou tyto prvky záměrně přidány jako slitinové
přísady.
Obsah uhlíku, manganu, křemíku, a popřípadě niklu,
chromu, molybdenu a vanadu musí být udán s
dostatečnou přesností, přičemž rozdíl mezi
maximálními a minimálními hodnotami pro každou tavbu
nesmí překročit:
- u uhlíku:
- 0,06 %, jestliže maximální obsah je menší než
0,30 %,
- 0,07 %, jestliže maximální obsah je 0,30 % nebo
více;
- u manganu a křemíku:
- 0,30 %;
- u chromu:
- 0,30 %, jestliže maximální obsah je menší než
1,5 %,
- 0,50 %, jestliže maximální obsah je 1,5 % nebo
více;
- u niklu:
- 0,40 %;
- u molybdenu:
- 0,15 %;
- u vanadu:
- 0,10 %.
(c) Tepelné zpracování
Tepelné zpracování je definováno teplotou, dobou
výdrže na teplotě a druhem chladicí tekutiny
použitými v jednotlivých stadiích tepelného
zpracování (normalizační žíhání, popřípadě
následované popouštěním, nebo kalení a
popouštění). Austenitizační teplota před kalením
nebo normalizačním žíháním musí být stanovena s
přesností 35 K.
Totéž platí pro teplotu popouštění.
2.1.2 Podmínky, které musí být splněny
Použitá ocel musí být uklidněná a odolná vůči
stárnutí. Celá zhotovená lahev musí být podrobena
tepelnému zpracování, kterým může být buď
normalizační žíhání, popřípadě následované
popouštěním, nebo kalení a popouštění. Obsahy síry a
fosforu zjištěné ve vzorku tavby nesmějí být větší
než 0,035 % a v součtu nesmějí překročit 0,06 %.
Obsahy síry a fosforu zjištěné na výrobku nesmějí
být větší než 0,04 % a v součtu nesmějí překročit
0,07 %.
2.1.3 Pro výrobu bezešvých lahví je možné ve smyslu bodu
2.1.1 použít pouze ocel, která je pro výrobu těchto
lahví povolena.
2.1.4 Nezávislé chemické rozbory, zejména kontrola, zda
obsah síry a fosforu odpovídá požadavkům bodu 2.1.2
se provedou na zkušebních vzorcích odebraných buď z
polotovaru dodaného výrobci lahví výrobcem oceli
nebo ze zhotovené lahve.
Pokud je rozhodnuto odebrat zkušební vzorek z lahve,
je přípustné jej odebrat z jedné z lahví, které byly
již předtím vybrány pro mechanické zkoušky podle
bodu 7.1 části II. nebo pro tlakovou zkoušku na
roztržení podle bodu 7.2 části II.
2.2 VÝPOČTY ČÁSTÍ NAMÁHANÝCH PŘETLAKEM
2.2.1 Nejmenší tloušťka stěny nesmí být menší než největší
z hodnot určených těmito vzorci:
Ph . D
- a = -------------- mm
20 R
------ + Ph
4/3
kde R je nižší hodnota z těchto dvou hodnot:
(1) Re;
(2) 0,75 Rm pro lahve normalizačně žíhané nebo
normalizačně žíhané a popouštěné,
0,85 Rm pro lahve kalené a popouštěné.
D
- a = ----- + 1 mm
250
- a = 1,5 mm
2.2.2 Jestliže se konvexní dno zhotovuje kováním z trubky,
tloušťka stěny měřená uprostřed tvarovaného dna musí
být nejméně 1,5 a.
2.2.3 Tloušťka konkávního dna lahví nesmí být po celém
průměru okraje, na kterém lahev stojí, menší než
2 a.
2.2.4 Aby se dosáhlo vyhovujícího rozdělení napětí, musí
se tloušťka stěny lahve v oblasti přechodu mezi
válcovou částí a dnem zvětšovat postupně.
2.3 KONSTRUKCE A JAKOST PROVEDENÍ
2.3.1 Výrobce u každé lahve kontroluje a ověřuje zda:
- tloušťka stěny není nikde menší než udává
výkresová dokumentace,
- vnitřní a vnější povrch nevykazuje vady, které
mohou negativně ovlivnit provozní bezpečnost
lahve.
2.3.2 Ovalita válcového pláště musí být omezena tak, aby
rozdíl mezi největším a nejmenším vnějším průměrem v
tomtéž průřezu nebyl větší než 1,5 % střední
hodnoty těchto dvou průměrů. Maximální odchylka
válcové části pláště od přímky nesmí překročit 3 mm
na 1 m délky.
2.3.3 Patní kroužky, pokud jsou na lahvích provedeny, musí
být dostatečně pevné a musí být vyrobeny z
materiálu, který je s ohledem na korozi kompatibilní
s typem oceli, z níž je lahev vyrobena. Tvar patního
kroužku musí lahvi zajistit dostatečnou stabilitu.
Patní kroužky nesmějí umožňovat hromadění vody nebo
vnikání vody mezi kroužek a lahev.
ČÁST II. Postupy při posuzování shody
1. EHS SCHVALOVÁNÍ VZORU
1.1 EHS schválení vzoru podle této přílohy může být
rovněž vydáno pro typovou řadu lahví.
"Typovou řadou lahví" se rozumějí lahve stejného
výrobce, které se liší pouze délkou, avšak jen v
těchto mezích:
- nejmenší délka nesmí být menší než trojnásobek
vnějšího průměru lahve;
- největší délka nesmí být větší než 1,5-násobek
délky zkoušené lahve.
2. ŽÁDOST O EHS SCHVALOVÁNÍ VZORU
2.1 K žádosti o EHS schvalování vzoru se předkládá pro
každou typovou řadu lahví dokumentace potřebná pro
níže předepsané kontrole a poskytne dávka 50 lahví,
z nichž se odebere požadovaný počet lahví pro níže
uvedené zkoušky, jakož i veškeré požadované
doplňkové informace. Uvádí se druh, teploty a doby
výdrže tepelného zpracování a předloží se osvědčení
o rozboru taveb oceli dodané pro výrobu lahví.
2.2 Žádost a příslušná korespondence se vyhotovuje v
českém jazyce. V českém jazyce se vyhovují i
přiložené dokumenty.
2.3 Žádost musí obsahovat tyto informace:
- jméno a adresu výrobce nebo žadatele, jejich
zplnomocněného zástupce, jakož i místo nebo místa
výroby lahví,
- kategorii lahve,
- uvažovaný účel použití nebo zakázané způsoby
použití,
- technické údaje,
- obchodní název, jestliže existuje, nebo typ.
2.4 K žádosti se přikládají dvě vyhotovení požadovaných
dokumentů, zejména:
2.4.1 Popis obsahující:
- materiálové specifikace, konstrukční metody a
pevnostní výpočty lahví,
- namontovaná bezpečnostní zařízení,
- místa, kde mají být umístěny značky schválení a
ověření stanovené v této příloze, jakož i další
značky stanovené zvláštními předpisy.
2.4.2 Výkresy celkového uspořádání, a kde je to vhodné,
detailní výkresy důležitých konstrukčních dílů.
2.4.3 Další informace stanovené v této příloze.
2.4.4 Prohlášení, že pro tentýž vzor lahve nebyla podána
jiná žádost o EHS schvalování vzoru.
3. PŘEZKOUŠENÍ PRO EHS SCHVALOVÁNÍ VZORU
3.1 Přezkoušení pro EHS schvalování vzoru se provádí na
základě výkresů, a kde je to vhodné, na vzorku
lahví.
Přezkoušení musí obsahovat:
a) prověření konstrukčních výpočtů, výrobních metod,
jakosti provedení a materiálů;
b) kde je to vhodné, prověření bezpečnostních
zařízení a měřících přístrojů a způsobů
instalace.
3.2 V průběhu postupu pro EHS schvalování vzoru se
ověří, zda:
- jsou správné výpočty uvedené v bodě 2.2 části I.,
- tloušťka stěn na dvou lahvích vyhovuje požadavkům
bodu 2.2 části I., přičemž měření se provedou na
třech příčných řezech a po celém obvodu podélných
řezů dna a horní zaoblené části,
- jsou splněny podmínky uvedené v bodech 2.1 a 2.3.3
části I.,
- jsou u všech vybraných lahví splněny požadavky
bodu 2.3.2 části I.,
- vnitřní i vnější povrchy lahví jsou bez vad, které
by je činily nebezpečnými.
3.2.1 na vybraných lahvích se provedou tyto zkoušky:
- zkoušky podle bodu 7.1 části II. na dvou lahvích;
je-li však délka lahve 1500 mm či více, zkouška
tahem v podélném směru a ohybové zkoušky se
provedou na zkušebních tyčích odebraných z horní a
dolní části pláště,
- zkoušku podle bodu 7.2 části II. na dvou lahvích,
- zkoušku podle bodu 7.3 části II. na dvou lahvích,
- zkoušku podle bodu 7.5 části II. na jedné lahvi,
- zkoušku podle bodu 7.7 části II. na všech lahvích
vzorku.
4. CERTIFIKÁT EHS SCHVÁLENÍ VZORU
4.1 Certifikát schválení vzoru obsahuje závěry
přezkoušení vzoru a uvádí všechny podmínky, jimiž
může být schválení vázáno. Doplňují jej popisy a
výkresy nutné pro identifikaci vzoru, popřípadě pro
vysvětlení jeho funkce. Vzor certifikátu je uveden v
části VI. této přílohy.
5. ZVEŘEJNĚNÍ EHS SCHVÁLENÍ VZORU
5.1 Současně s oznámením zainteresované straně se zašle
kopie certifikátu EHS schválení vzoru Komisi a
ostatním státům, které mohou rovněž obdržet kopie
definitivní technické dokumentace lahve a protokoly
o provedených přezkoušeních a zkouškách.
5.2 Odejmutí EHS schválení vzoru se zveřejňuje v souladu
s postupem stanoveným v bodě 5.1.
5.3 O odmítnutí EHS schválení vzoru, se uvědomí ostatní
státy a Komisi.
6. EHS OVĚŘENÍ
6.1 Pro účely EHS ověření výrobce lahví:
6.1.1 předloží autorizované osobě certifikát EHS schválení
vzoru;
6.1.2 předloží autorizované osobě osvědčení o rozboru
taveb oceli dodané pro výrobu lahví;
6.1.3 musí být schopen identifikovat tavbu oceli, z níž je
kterákoli lahev vyrobena;
6.1.4 předloží autorizované osobě dokumentaci týkající se
tepelného zpracování, nutnou k osvědčení, že lahve
jím dodané jsou ve stavu buď normalizačně žíhaném
nebo kaleném a popouštěném, a uvede použité tepelné
zpracování;
6.1.5 předloží autorizované osobě seznam lahví s uvedením
čísel a nápisů požadovaných v části III.
6.1.6 EHS ověření se může provádět v jedné nebo více
etapách.
6.1.7 podle požadavků uvedených v této příloze:
6.1.7.1 se EHS ověření provádí pouze v jedné etapě u lahví,
které při výstupu z výrobního závodu tvoří jeden
celek, to znamená u lahví, které mohou být dopraveny
na místo instalace bez rozebrání;
6.1.7.2 se ověřováním musí zejména zabezpečit, aby lahev
vyhovovala schválenému vzoru, nebo, v případě lahví
vyjmutých z EHS schvalování vzoru vyhovovala
požadavkům uvedeným v této příloze.
6.2 Podstata EHS ověření
6.2.1 Ověření obsahuje:
- přezkoušení jakosti materiálů,
- prověření konstrukčních výpočtů, výrobních metod,
jakosti provedení a použitých materiálů,
- vnitřní prohlídku skládající se z kontroly
vnitřních částí a svarů,
- tlakovou zkoušku,
- kontrolu všech bezpečnostních zařízení a
namontovaných měřicích přístrojů,
- vnější prohlídku různých částí lahve,
- provozní zkoušku, je-li požadována.
6.3 V průběhu EHS ověření
6.3.1 Autorizovaná osoba:
- zjišťuje, zda byl dodán certifikát EHS schválení
vzoru a zda lahve jsou s ním ve shodě,
- zkontroluje dokumenty obsahující údaje o
materiálech,
- zkontroluje, zda byly splněny technické požadavky
uvedené v bodě 2 části I., a zejména na základě
vnější a v případě možnosti i vnitřní vizuální
prohlídky lahve prověří, zda provedení lahví a
kontroly uskutečněné výrobcem v souladu s bodem
2.3.1 části I. jsou vyhovující; vizuální prohlídce
se musí podrobit nejméně 10 % předložených lahví,
- provede zkoušky podle bodů 7.1 a 7.2 části II.,
- namátkově zkontroluje, zda informace předané
výrobcem v seznamu podle bodu 6.1.5 části II. jsou
správné,
- posoudí výsledky kontrol homogenity dávky
provedených výrobcem v souladu s bodem 7.6 části
II.
Jsou-li výsledky těchto kontrol vyhovující, vydá
autorizovaná osoba certifikát EHS ověření podle
předlohy v příloze V.
6.3.2 Pro oba druhy zkoušek předepsaných v bodech 7.1 a
7.2 části II. se z každé dávky 202 lahví nebo z její
části, která byla vyrobena z téže tavby a podrobila
se stanovenému tepelnému zpracování za stejných
podmínek, namátkově vyberou dvě lahve.
Jedna z lahví se podrobí zkouškám podle bodu 7.1
části II. (mechanickým zkouškám), druhá lahev
zkoušce podle bodu 7.2 části II. (zkoušce na
roztržení). Pokud se prokáže, že některá zkouška
byla provedena nesprávně, nebo že vznikla chyba při
měření, musí se zkouška opakovat.
Jsou-li výsledky jedné či několika zkoušek třeba jen
částečně nevyhovující, zjišťuje autorizovaná osoba
příčinu.
6.3.2.1 Pokud nebyly nevyhovující výsledky způsobeny
tepelným zpracováním, celá dávka nevyhovuje.
6.3.2.2 Jestliže byly nevyhovující výsledky způsobeny
tepelným zpracováním, může výrobce všechny lahve z
dávky znovu tepelně zpracovat.
Po tomto opakovaném tepelném zpracování:
- výrobce provádí kontrolu podle bodu 7.6 části II.,
- autorizovaná osoba provádí všechny zkoušky podle
prvního a druhého odstavce bodu 6.3.2.
Pokud se lahve nepodrobí opakovanému tepelnému
zpracování nebo pokud výsledky kontrol a zkoušek po
opakovaném tepelném zpracování nevyhovují požadavkům
této přílohy, celá dávka nevyhovuje.
6.3.3 Výběr zkušebních vzorků a všechny zkoušky se
provádějí za přítomnosti a pod dozorem zástupce
autorizované osoby.
6.3.4 Po provedení všech stanovených zkoušek se všechny
lahve v dávce podrobí hydraulické zkoušce podle bodu
7.4 části II. za přítomnosti a pod dozorem zástupce
autorizované osoby.
7. ZKOUŠKY
7.1 MECHANICKÉ ZKOUŠKY
7.1.1 Všeobecné požadavky
7.1.1.1 Pokud tato příloha nestanoví jinak, mechanické
zkoušky se provádějí podle těchto norem:
EURONORM 2-80: zkouška tahem pro ocel;
EURONORM 3-79: zkouška tvrdosti dle Brinella;
EURONORM 6-55: zkouška ohybem pro ocel;
EURONORM 11-80: zkouška tahem pro ocelové plechy a
pásy tloušťky do 3 mm;
EURONORM 12-55: zkouška ohybem pro ocelové plechy a
pásy tloušťky do 3 mm;
EURONORM 45-63: zkouška rázem v ohybu na zkušební
tyči s vrubem na dvou opěrách.
7.1.1.2 Všechny mechanické zkoušky pro ověření jakosti
materiálu použitého pro výrobu lahví se provádějí na
zkušebních tyčích odebraných ze zhotovených lahví.
7.1.2 Druhy zkoušek a jejich kritéria
Každá zkušební lahev se podrobí jedné zkoušce tahem
v podélném směru, čtyřem zkouškám ohybem v obvodovém
směru, a pokud to umožňuje tloušťka stěny, třem
zkouškám rázem v ohybu na zkušebních tyčích šířky
minimálně 5 mm. Zkušební tyče pro zkoušku rázem
v ohybu se odeberou v příčném směru. V případě, že
tloušťka stěny nebo průměr lahve neumožňuje
v příčném směru odebrat zkušební tyče široké alespoň
5 mm, odeberou se zkušební tyče pro zkoušku rázem
v ohybu v podélném směru.
7.1.2.1 Zkouška tahem
7.1.2.1.1 Zkušební tyč musí odpovídat ustanovením:
- kapitoly 4 normy EURONORM 2-80, je-li její
tloušťka rovná 3 mm nebo větší,
- kapitoly 4 normy EURONORM 11-80, je-li její
tloušťka menší než 3 mm. V tomto případě bude
měřená šířka a délka zkušební tyče 12,5 mm, resp.
50 mm bez ohledu na tloušťku zkušební tyče.
7.1.2.1.2 Obě strany zkušební tyče, které odpovídají vnitřnímu
a vnějšímu povrchu, nesmějí být obrobeny.
7.1.2.1.3 Tažnost vyjádřená v procentech nesmí být menší než:
25 . 10E3
-----------
2 Rmt
Kromě toho tažnost nesmí být v žádném případě menší
než:
- 14 %, jestliže se zkouška provádí podle normy
EURONORM 2-80,
- 11 %, jestliže se zkouška provádí podle normy
EURONORM 11-80.
7.1.2.1.4 Zjištěná hodnota pevnosti v tahu nesmí být menší než
Rm.
Mez kluzu stanovená při zkoušce tahem musí odpovídat
hodnotě použité podle bodu 1.1 části I. při výpočtu
lahve. Horní mez kluzu musí být stanovena z tahového
diagramu nebo jinou stejně přesnou metodou.
Zjištěná hodnota meze kluzu nesmí být v závislosti
na okolnostech menší než ReH, ReL nebo Rp0,2.
7.1.2.2 Zkouška ohybem
7.1.2.2.1 Zkouška ohybem se provede na zkušebních tyčích
získaných rozříznutím prstence šířky 25 mm na dvě
části stejné délky, z nichž každá může mít obrobeny
pouze obvodové hrany. Strany zkušební tyče
odpovídající vnitřnímu a vnějšímu povrchu stěny
lahve nesmějí být obrobeny.
7.1.2.2.2 Zkouška ohybem se provádí na trnu o průměru d a na
dvou válcích vzdálených od sebe d + 3 a.
Během zkoušky musí vnitřní plocha prstence zůstat v
dotyku s trnem.
7.1.2.2.3 Zkušební tyč nesmí prasknout, je-li ohnuta okolo
trnu tak, že vnitřní okraje nejsou od sebe vzdáleny
více než činí průměr trnu (viz schéma v příloze
III).
7.1.2.2.4 Poměr (n) mezi průměrem trnu a tloušťkou zkušební
tyče nesmí překročit hodnoty uvedené v tabulce 1.
Tabulka 1
--------------------------------------------------
skutečná pevnost v tahu hodnota n
Rmt v MPa
--------------------------------------------------
do 440 včetně 2
nad 440 do 520 včetně 3
nad 520 do 600 včetně 4
nad 600 do 700 včetně 5
nad 700 do 800 včetně 6
nad 800 do 900 včetně 7
nad 900 8
--------------------------------------------------
7.1.2.3 Zkouška rázem v ohybu
7.1.2.3.1 Zkouška rázem v ohybu se provádí na zkušební tyči
podle normy EURONORM 45-63.
Všechna měření vrubové houževnatosti se provádějí
při teplotě -20 st.C.
Vrub musí být kolmý k povrchu stěn lahve.
Zkušební tyče pro zkoušku rázem v ohybu nesmějí být
rovnány a musí být obrobeny na šesti stranách, avšak
pouze v rozsahu nutném pro dosažení rovného povrchu.
7.1.2.3.2 Průměrná hodnota vrubové houževnatosti zjištěná ze
tří zkoušek rázem v ohybu v podélném nebo příčném
směru, jakož i každá jednotlivá zjištěná hodnota,
nesmí být menší než odpovídající hodnota vyjádřená v
J/cm2, uvedená v tabulce 2.
Tabulka 2
------------------------------------------------------------------
oceli, u nichž Rm není oceli, u nichž Rm je větší
větší než 650 MPa než 650 MPa
---------------------------------------------------
podélný příčný podélný příčný
směr směr směr směr
------------------------------------------------------------------
průměr ze tří
zkušebních 33 17 50 25
tyčí
------------------------------------------------------------------
jednotlivá 26 13 40 20
hodnota
------------------------------------------------------------------
7.2 HYDRAULICKÁ ZKOUŠKA NA ROZTRŽENÍ
7.2.1 Zkušební podmínky
Zkoušené lahve musí být označeny podle části III.
7.2.1.1 Hydraulická zkouška na roztržení se provede ve dvou
po sobě následujících etapách na zkušebním zařízení,
které umožňuje postupné zvyšování přetlaku v lahvi
až do jejího roztržení a grafické znázornění křivky
závislosti přetlaku na čase. Zkouška se musí
provádět za pokojové teploty.
7.2.1.2 V průběhu první etapy se přetlak zvyšuje konstantní
rychlostí až do začátku plastické deformace.
Rychlost zvyšování přetlaku nesmí překročit 0,5
MPa/s.
Od začátku plastické deformace (druhá etapa) nesmí
být výkon čerpadla větší než dvojnásobný oproti
první etapě a musí být udržován konstantní až do
roztržení lahve.
7.2.2 Vyhodnocení zkoušky
7.2.2.1 Vyhodnocení tlakové zkoušky na roztržení zahrnuje:
- vyhodnocení křivky závislosti přetlaku na čase pro
určení přetlaku při roztržení,
- vyhodnocení trhliny a tvaru jejích okrajů,
- ověření, zda v případu lahve s konkávním dnem
nedošlo k obrácení tvaru dna.
7.2.2.2 Změřený přetlak při roztržení (Pr) musí být větší
než hodnota daná vzorcem:
20 a Rm
Prt = ----------
D - a
7.2.2.3 Zkouška na roztržení nesmí způsobit rozpad lahve na
zlomky.
7.2.2.4 Hlavní trhlina nesmí mít charakter křehkého lomu, to
znamená, že okrajové hrany lomu nesmí být radiální,
ale musí být skloněny vůči rovině průměru a
vykazovat kontrakci.
Trhlina je přijatelná pouze za těchto podmínek:
1. V případě lahví o tloušťce "a" do 7,5 mm:
a) větší část trhliny musí být zřetelně podélná;
b) trhlina se nesmí několikanásobně rozvětvovat;
c) trhlina se nesmí obvodově rozšiřovat dále než
90 st. na každou stranu od své hlavní části;
d) trhlina se nesmí šířit do částí lahve, které
jsou 1,5 krát silnější než největší tloušťka
měřená v polovině délky lahve;
e) v případě lahví s konvexním dnem trhlina nesmí
dosáhnout středu dna lahve.
Požadavek d) však nemusí být splněn:
a) v případě horní zaoblené části nebo konvexního
dna, jestliže se trhlina nerozšíří do částí
lahve s průměrem menším než 0,75-násobek
jmenovitého vnějšího průměru lahve;
b) v případě konkávního dna, jestliže vzdálenost
mezi nejvzdálenějším bodem trhliny a rovinou
dna lahve převyšuje 5-násobek tloušťky "a".
2. V případě lahví o tloušťce "a" přesahující 7,5 mm
musí být větší část trhliny zřetelně podélná.
7.2.2.5 Trhlina nesmí odhalit zřetelnou vadu materiálu.
7.3 CYKLICKÁ ÚNAVOVÁ ZKOUŠKA
7.3.1 Zkoušené lahve musí být označeny podle části III.
7.3.2 Cyklická únavová zkouška se provede s použitím
nekorozivní kapaliny na dvou lahvích, u kterých
výrobce zaručuje, že jsou dostatečně reprezentativní
pro minimální konstrukční hodnoty specifikované v
konstrukčním návrhu.
7.3.3 Horní cyklický přetlak je roven buď přetlaku Ph nebo
jeho dvěma třetinám.
Dolní cyklický přetlak nesmí překročit 10 % hodnoty
horního cyklického přetlaku.
Minimální počet cyklů a maximální zkušební frekvence
jsou uvedeny v tabulce 3:
Tabulka 3
-----------------------------------------------------------------
Maximální použitý přetlak Ph 2/3 Ph
-----------------------------------------------------------------
Minimální počet cyklů 12 000 80 000
-----------------------------------------------------------------
Maximální počet cyklů za minutu 5 12
-----------------------------------------------------------------
Teplota měřená na vnější stěně lahve nesmí během
zkoušky překročit 50 st.C.
Zkouška se považuje za vyhovující, když lahev
dosáhne požadovaného počtu cyklů, aniž se projeví
netěsnost.
7.4 HYDRAULICKÁ ZKOUŠKA
7.4.1 Přetlak vody v lahvi se musí zvětšovat rovnoměrnou
rychlostí až do dosažení přetlaku Ph.
7.4.2 Lahev musí zůstat pod přetlakem Ph dostatečně
dlouho, aby se prokázalo, že přetlak nemá tendenci
klesat a že nedochází k úniku kapaliny.
7.4.3 Po zkoušce nesmí lahev vykazovat trvalou deformaci.
7.4.4 Lahve, které nesplní požadavky zkoušky, musí být
vyřazeny.
7.5 KONTROLA HOMOGENITY LAHVE
Touto zkouškou se ověří, zda kterékoli dva body na
vnějším povrchu lahve nevykazují rozdíl v tvrdosti
větší než 25 HB. Kontrola se provádí na dvou
příčných řezech lahve poblíž hrdla a dna, vždy ve
čtyřech rovnoměrně vzdálených bodech.
7.6 KONTROLA HOMOGENITY DÁVKY
Touto zkouškou, kterou provádí výrobce, se měřením
tvrdosti nebo jiným vhodným způsobem ověřuje, zda
nedošlo k chybě při volbě výchozího materiálu
(plechu, předvalku, trubky) nebo při tepelném
zpracování. V případě lahví normalizačně žíhaných,
ale nepopouštěných, se tato zkouška nemusí provádět
na každé lahvi.
7.7 KONTROLA DNA
Středem dna lahve se provede podélný řez a jeden z
takto získaných povrchů se vyleští pro zkoušku při
pětinásobném až desetinásobném zvětšení.
Lahev se považuje za vadnou, jsou-li zjištěny
trhliny. Za vadnou se považuje i tehdy, jestliže
rozměry přítomných pórů či vměstků se ukazují tak
velké, že může být ohrožena bezpečnost.
ČÁST III. Značky a nápisy
1. OBECNĚ
1.1 Značky a nápisy uvedené v tomto bodě musí být
vyraženy viditelně, čitelně a nesmazatelně na horní
zaoblené části lahve.
1.2 V případě lahví o objemu do 15 l lze značky a nápisy
vyrazit buď na horní zaoblenou část nebo na jinou
část lahve dostatečné tloušťky.
Příklady značek a nápisů jsou znázorněny v nákresu v
části IV.
2. RAŽENÍ ZNAČEK
2.1 Značka EHS schválení vzoru se vyrazí v tomto pořadí:
- na lahve, které podléhají EHS schválení vzoru a
EHS ověření:
- stylizované písmeno epsilon,
- pořadové číslo 1 označující skupinu bezešvých
ocelových lahví na plyny,
- velké písmeno (nebo písmena) označující stát,
který udělil EHS schválení vzoru, a poslední dvě
číslice roku, kdy bylo schválení vzoru uděleno,
- číslo EHS schválení vzoru (příklad: epsilon 1 D
79 45);
Příklad této značky je uveden v bodě 2.4.1.
2.2 Pro případy kdy není vyžadováno pro určitou
kategorii lahví EHS ověření pak po ověření, že každá
lahev vyhovuje požadavkům na tuto kategorii, připojí
výrobce na lahev na vlastní odpovědnost stejnou
značku jako je značka EHS schválení vzoru, ale
umístěnou v šestiúhelníku.
Příklad této značky je uveden v bodě 2.4.2.
2.3 Autorizovaná osoba připojuje značku EHS ověření v
tomto pořadí:
- malé písmeno "e",
- velké písmeno (nebo písmena) označující stát, ve
kterém bylo ověření provedeno, popřípadě jedno
nebo dvě čísla označující územní oblast,
- značku autorizované osoby připojenou ověřujícím
zaměstnancem, popřípadě spolu se značkou tohoto
zaměstnance,
- šestiúhelník,
- datum ověření: rok, měsíc (příklad: e D x 80/01).
2.4 ZNAČKY TÝKAJÍCÍ SE EHS SCHVÁLENÍ VZORU
2.4.1 Značka EHS schválení vzoru (viz bod 2.1)
Příklad:
 2.4.2 Značka EHS schválení vzoru a vyjmutí z EHS ověření
(viz bod 2.2)
Příklad:
2.4.2 Značka EHS schválení vzoru a vyjmutí z EHS ověření
(viz bod 2.2)
Příklad:
 3. ZNAČKY EHS OVĚŘENÍ
3.1 Popis značek EHS ověření
3.1.1 Značky EHS ověření, které se připojují na lahev
podle bodu 2.2 jsou tyto:
3.1.1.1 Značka konečného EHS ověření se skládá ze dvou
značek:, kdy:
3.1.1.1.1 první značku tvoří písmeno "e", které obsahuje:
- v horní polovině velké písmeno (velká písmena)
označující stát, kde se ověření provádělo, pokud
je to nutné, spolu s jedním nebo dvěma čísly
označujícími územní členění,
- v dolní polovině značku autorizované osoby
připojenou ověřujícím technikem, popřípadě spolu s
jeho značkou;
3.1.1.1.2 druhá značka se skládá z data ověření umístěného
uvnitř šestiúhelníku s přesností dle této přílohy.
3.1.1.2 Značku dílčího EHS ověření tvoří pouze první značka
Jestliže nádoba nemůže být smontována v místě výroby
nebo pokud by její doprava mohla ovlivnit její
vlastnosti, je nutno provádět EHS ověření tímto
způsobem:
- ověření nádoby v místě výroby autorizovanou osobou
země původu, která za předpokladu, že nádoba
vyhovuje požadavkům EHS, připojí značku "e"
popsanou v bodě 3.1.1.1.1. a představující značku
dílčího EHS ověření,
- konečné ověření nádoby v místě instalace
autorizovanou osobou orgánem země určení, která za
předpokladu, že nádoba vyhovuje požadavkům EHS,
připojí značku popsanou v bodě 3.1.1.1.2, jež
spolu se značkou dílčího EHS ověření tvoří značku
konečného EHS ověření.
3.2 Tvar a rozměry značek
3.2.1 Příklad značek popsaných v bodech 3.1.1.1.1 a
3.1.1.1.2 je znázorněn na níže uvedených obrázcích 1
a 2.
Pokud není stanoveno jinak, musí být písmena a
číslice každé značky vysoké nejméně 5 mm.
3.2.2 Autorizovaná osoba informuje příslušné notifikované
osoby ostatních států o svém ustavení a předá jim
kopie vyobrazení značek EHS ověření, které bude
používat.
3.3 Připojování značek
3.3.1 Značka konečného EHS ověření se připojí na
požadované místo na lahev po jejím konečném ověření
a uznání za vyhovující požadavkům EHS.
3.3.2 Jestliže se ověřování provádí ve více etapách, musí
být v místě výroby připojena na lahev nebo na její
část značka dílčího EHS ověření, která ji označuje
za vyhovující požadavkům EHS v dané etapě
ověřovacího postupu, a to na místo zvláště určené
pro připojení značek nebo na jiné místo stanovené v
této příloze.
3. ZNAČKY EHS OVĚŘENÍ
3.1 Popis značek EHS ověření
3.1.1 Značky EHS ověření, které se připojují na lahev
podle bodu 2.2 jsou tyto:
3.1.1.1 Značka konečného EHS ověření se skládá ze dvou
značek:, kdy:
3.1.1.1.1 první značku tvoří písmeno "e", které obsahuje:
- v horní polovině velké písmeno (velká písmena)
označující stát, kde se ověření provádělo, pokud
je to nutné, spolu s jedním nebo dvěma čísly
označujícími územní členění,
- v dolní polovině značku autorizované osoby
připojenou ověřujícím technikem, popřípadě spolu s
jeho značkou;
3.1.1.1.2 druhá značka se skládá z data ověření umístěného
uvnitř šestiúhelníku s přesností dle této přílohy.
3.1.1.2 Značku dílčího EHS ověření tvoří pouze první značka
Jestliže nádoba nemůže být smontována v místě výroby
nebo pokud by její doprava mohla ovlivnit její
vlastnosti, je nutno provádět EHS ověření tímto
způsobem:
- ověření nádoby v místě výroby autorizovanou osobou
země původu, která za předpokladu, že nádoba
vyhovuje požadavkům EHS, připojí značku "e"
popsanou v bodě 3.1.1.1.1. a představující značku
dílčího EHS ověření,
- konečné ověření nádoby v místě instalace
autorizovanou osobou orgánem země určení, která za
předpokladu, že nádoba vyhovuje požadavkům EHS,
připojí značku popsanou v bodě 3.1.1.1.2, jež
spolu se značkou dílčího EHS ověření tvoří značku
konečného EHS ověření.
3.2 Tvar a rozměry značek
3.2.1 Příklad značek popsaných v bodech 3.1.1.1.1 a
3.1.1.1.2 je znázorněn na níže uvedených obrázcích 1
a 2.
Pokud není stanoveno jinak, musí být písmena a
číslice každé značky vysoké nejméně 5 mm.
3.2.2 Autorizovaná osoba informuje příslušné notifikované
osoby ostatních států o svém ustavení a předá jim
kopie vyobrazení značek EHS ověření, které bude
používat.
3.3 Připojování značek
3.3.1 Značka konečného EHS ověření se připojí na
požadované místo na lahev po jejím konečném ověření
a uznání za vyhovující požadavkům EHS.
3.3.2 Jestliže se ověřování provádí ve více etapách, musí
být v místě výroby připojena na lahev nebo na její
část značka dílčího EHS ověření, která ji označuje
za vyhovující požadavkům EHS v dané etapě
ověřovacího postupu, a to na místo zvláště určené
pro připojení značek nebo na jiné místo stanovené v
této příloze.
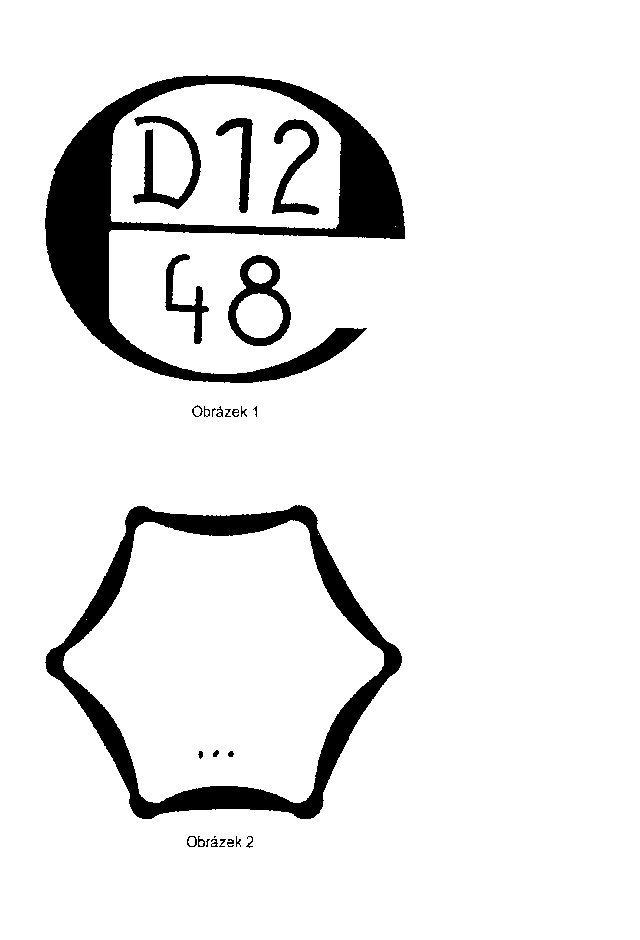 4. NÁPISY TÝKAJÍCÍ SE PROVEDENÍ
Vyrazí se tyto nápisy týkající se provedení lahve:
4.1 nápisy týkající se použité oceli:
- číslo označující hodnotu R v MPa, která byla
použita jako základ výpočtu,
- symbol N (lahev normalizačně žíhaná, nebo
normalizačně žíhaná a popouštěná) nebo symbol T
(lahev kalená a popouštěná);
4.2 nápisy týkající se hydraulické zkoušky:
hodnota zkušebního přetlaku v 0,1 MPa;
4.3 nápisy týkající se typu lahve:
hmotnost lahve včetně všech částí s lahví pevně
spojených, avšak bez ventilu, v kilogramech a
nejmenší objem zaručený výrobcem lahve v litrech;
Čísla udávající hmotnost a objem musí být
zaokrouhlena na jedno desetinné místo. Hodnota
objemu se zaokrouhluje dolů, hodnota hmotnosti se
zaokrouhluje nahoru.
4.4 nápisy týkající se místa původu lahve:
velké písmeno (nebo písmena) označující zemi původu,
dále pak značka výrobce a výrobní číslo.
ČÁST IV.
Příklady značek a nápisů
4. NÁPISY TÝKAJÍCÍ SE PROVEDENÍ
Vyrazí se tyto nápisy týkající se provedení lahve:
4.1 nápisy týkající se použité oceli:
- číslo označující hodnotu R v MPa, která byla
použita jako základ výpočtu,
- symbol N (lahev normalizačně žíhaná, nebo
normalizačně žíhaná a popouštěná) nebo symbol T
(lahev kalená a popouštěná);
4.2 nápisy týkající se hydraulické zkoušky:
hodnota zkušebního přetlaku v 0,1 MPa;
4.3 nápisy týkající se typu lahve:
hmotnost lahve včetně všech částí s lahví pevně
spojených, avšak bez ventilu, v kilogramech a
nejmenší objem zaručený výrobcem lahve v litrech;
Čísla udávající hmotnost a objem musí být
zaokrouhlena na jedno desetinné místo. Hodnota
objemu se zaokrouhluje dolů, hodnota hmotnosti se
zaokrouhluje nahoru.
4.4 nápisy týkající se místa původu lahve:
velké písmeno (nebo písmena) označující zemi původu,
dále pak značka výrobce a výrobní číslo.
ČÁST IV.
Příklady značek a nápisů
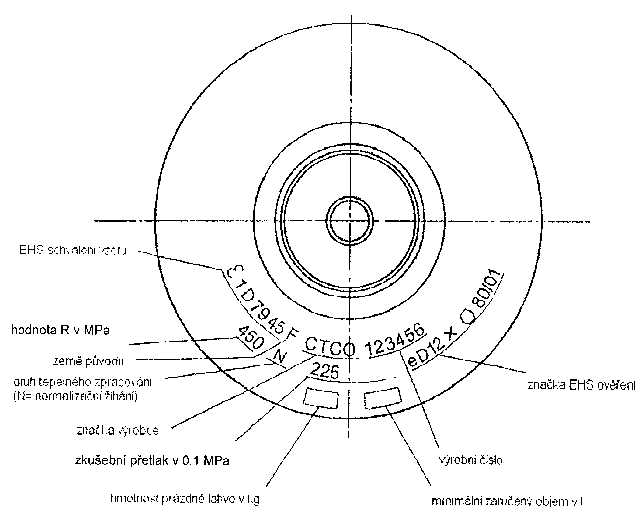 ČÁST V.
Schéma zkoušky ohybem
ČÁST V.
Schéma zkoušky ohybem
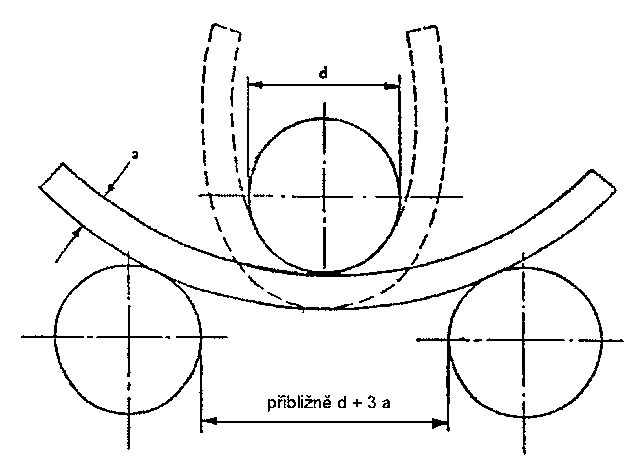 ČÁST VI.
CERTIFIKÁT EHS SCHVÁLENÍ VZORU
Vydal ................................................. na základě
nařízení vlády č. 210/2001 Sb., kterým se stanoví technické
požadavky na tlakové nádoby na přepravu plynů, v souladu se
směrnicí Rady 84/525/EHS ze 17. září 1984, vztahující se na:
BEZEŠVÉ OCELOVÉ LAHVE NA PLYNY
------------------------------------------------------------------
EHS schválení vzoru č. ................... ze dne ................
Typ lahve ........................................................
(popis typové řady lahví, která obdržela EHS schválení)
Ph ....................... D .................. a ................
Lmin ............. Lmax ........... Vmin .......... Vmax .........
Výrobce nebo zástupce ............................................
(jméno a adresa výrobce nebo jeho zástupce)
.................................................................
.................................................................
.................................................................
Značka EHS schválení vzoru epsilon ........... epsilon ...........
Podrobné údaje o výsledcích zkoušek pro EHS schválení vzoru a
o hlavních vlastnostech vzoru jsou přiloženy.
Veškeré informace podá ...........................................
(jméno a adresa autorizované osoby)
.................................................................
Vystaveno v ...................... dne ...........................
....................
(podpis)
TECHNICKÁ PŘÍLOHA K CERTIFIKÁTU EHS SCHVÁLENÍ VZORU
1. Výsledky EHS přezkoušení vzoru s ohledem na EHS schválení.
2. Informace o hlavních vlastnostech vzoru, zejména:
- podélný řez lahví typu, pro nějž bylo uděleno schválení
vzoru, obsahující tyto údaje:
- jmenovitý vnější průměr, D,
- nejmenší tloušťku stěny, a,
- nejmenší tloušťku dna a hrdla,
- nejmenší a největší délka (nebo délky), Lmin, Lmax;
- objem nebo objemy, Vmin, Vmax;
- přetlak, Ph;
- jméno výrobce/číslo výkresu a datum;
- název typu lahve;
- údaje týkající se oceli podle bodu 2.1 části I.
[druh/chemické složení/způsob výroby/tepelné zpracování
/zaručené mechanické vlastnosti (pevnost v tahu - mez
kluzu)].
ČÁST VII.
VZOR
CERTIFIKÁT EHS OVĚŘENÍ
Podle nařízení vlády č. 210/2001 Sb., kterým se stanoví technické
požadavky na tlakové nádoby na přepravu plynů
Autorizovaná osoba ...............................................
.................................................................
Datum ............................................................
EHS schválení vzoru č. ...........................................
Popis lahví ......................................................
.................................................................
EHS ověření č. ...................................................
Výrobní dávka č. ................. až ............................
Výrobce ..........................................................
(jméno a adresa)
Země ................................. Značka ....................
Vlastník .........................................................
(jméno a adresa)
.................................................................
.................................................................
Zákazník .........................................................
(jméno a adresa)
.................................................................
.................................................................
OVĚŘOVACÍ ZKOUŠKY
1. MĚŘENÍ NA VZORKU LAHVÍ
Zkouška Dávka Vodní objem Hmotnost Nejmenší změřená
obsahující prázdné tloušťka
lahve
------------------------------------------------------------------
číslo od č..... (l) (kg) stěny (mm) dna (mm)
do č.....
-----------------------------------------------------------------
2. MECHANICKÉ ZKOUŠKY PROVEDENÉ NA VZORKU LAHVÍ
-----------------------------------------------------------------------------------------------------------------------
Tahová zkouška Zkouška rázem v ohybu
------------------------------------------------------------
Zkouška Tepelné Zkušební Mez Pevnost Tažnost Charpyho zkouška Zkouška Hydraulická Popis lomu
č. zpracování tyč podle kluzu v tahu A vrubové houževnatosti při ohybem zkouška (popis nebo
č. normy Re Rmt -20 st.C, šířka zkušební o 180 st. na přiložené
EURONORM tyče ... mm bez roztržení schéma)
-----------------------
(a)2-80 [MPa] [MPa] (%) průměrně minimálně prasknutí [0,1 MPa]
(b)11-80 J/cm2 J/cm2
-----------------------------------------------------------------------------------------------------------------------
----------------------------------------------------------------------------------------------------------
Minimální stanovené
hodnoty
-----------------------------------------------------------------------------------------------------------------------
Níže podepsaný tímto potvrzuje úspěšné provedení ověřovacích
postupů, zkoušek a kontrol, které jsou předepsány v bodě 6.3 části
II., přílohy č. 2 k nařízení vlády č. 210/2001 Sb., kterým se
stanoví technické požadavky na tlakové nádoby na přepravu plynů
Zvláštní poznámky ...............................................
................................................................
Obecné poznámky .................................................
................................................................
Datum ........................ Místo ............................
..................................
(podpis zaměstnance autorizované
osoby)
v zastoupení ....................................................
(Autorizovaná osoba)
Příl.3
Technické požadavky na bezešvé lahve na plyny
z nelegovaného hliníku a hliníkových slitin
ČÁST I. Technické požadavky
1. SYMBOLY A DEFINICE
1.1 Symboly použité v této příloze mají tento význam:
Ph = zkušební přetlak při hydraulické zkoušce v 0,1
MPa;
Pr = přetlak při roztržení lahve změřený při
zkoušce na roztržení v 0,1 MPa;
Prt = výpočtový nejnižší teoretický přetlak při
roztržení v 0,1 MPa;
Re = nejmenší hodnota meze kluzu zaručená výrobcem
lahví v MPa;
Rm = nejmenší hodnota pevnosti v tahu zaručená
výrobcem lahví v MPa;
a = výpočtová nejmenší tloušťka stěny válcové
části lahve v mm;
D = jmenovitý vnější průměr lahve v mm;
Rmt = skutečná pevnost v tahu v MPa;
d = průměr trnu pro zkoušku ohybem v mm.
1.2 MEZ KLUZU
Pro účely této přílohy se při výpočtu částí
namáhaných přetlakem použijí tyto hodnoty meze
kluzu:
- v případě hliníkových slitin smluvní mez kluzu při
0,2 %, Rp 0,2, to je hodnota napětí, při kterém
trvalá deformace dosáhne 0,2 % měřené délky
zkušební tyče,
- v případě nelegovaného hliníku v nevytvrzeném
stavu smluvní mez kluzu při 1 %.
1.3 Pro účely této přílohy se "přetlakem při roztržení"
rozumí přetlak při dosažení plastické nestability,
to je nejvyšší přetlak dosažený při tlakové zkoušce
na roztržení.
2. TECHNICKÉ POŽADAVKY
2.1 POUŽITÉ MATERIÁLY, TEPELNÉ A MECHANICKÉ ZPRACOVÁNÍ
2.1.1 Hliníková slitina či nelegovaný hliník jsou
definovány způsobem své výroby, svým jmenovitým
chemickým složením, tepelným zpracováním lahve,
odolností lahve proti korozi a svými mechanickými
vlastnostmi. Výrobce poskytne odpovídající informace
podle níže uvedených požadavků. Jakákoli změna v
těchto informacích bude považována za změnu v typu
materiálu pro účely EHS schvalování vzoru.
2.1.2 Pro výrobu lahví jsou povoleny tyto materiály:
a) všechny druhy nelegovaného hliníku obsahující
minimálně 99,5 % hliníku,
b) slitiny hliníku chemického složení podle tabulky
1, které byly podrobeny tepelnému a mechanickému
zpracování podle tabulky 2,
c) všechny ostatní hliníkové slitiny mohou být
použity pro výrobu lahví, pokud předem vyhoví při
zkoušce korozní odolnosti podle části II./1 této
přílohy.
Tabulka 1
-------------------------------------------------------------------------------
Chemické složení v %
-------------------------------------------------------------
Cu Mg Si Fe Mn Zn Cr Ti+Zr Ti ostatní Al
celkem
-------------------------------------------------------------------------------
Slitina B min. - 4,0 - - 0,5 - - - - -
max. 0,10 5,1 0,5 0,5 1,0 0,2 0,25 0,20 0,10 0,15 zbytek
-------------------------------------------------------------------------------
Slitina C min. - 0,6 0,7 - 0,4 - - - - -
max. 0,10 1,2 1,3 0,5 1,0 0,2 0,25 - 0,10 0,15 zbytek
-------------------------------------------------------------------------------
Tabulka 2
------------------------------------------------------------------
Tepelné a mechanické zpracování
------------------------------------------------------------------
Slitina B V pořadí:
1. Zpracování polotovaru k potlačení koroze:
- doba výdrže určená výrobcem,
- teplota mezi 210 a 260 st.C,
2. Protlačování se stupněm přetvoření za studena
nejvýše 30%.
3. Tváření horní zaoblené části: teplota kovu nesmí
být na konci operace nižší než 300 st.C.
------------------------------------------------------------------
Slitina C 1. Homogenizace před kalením:
- doba výdrže určená výrobcem,
- teplota v žádném případě nesmí být nižší než
525 st.C nebo vyšší než 550 st.C.
2. Kalení
3. Umělé stárnutí:
- doba výdrže určená výrobcem,
- teplota mezi 140 a 190 st.C.
------------------------------------------------------------------
2.1.3 Předkládá se osvědčení o rozboru taveb materiálu
použitého pro výrobu lahví.
2.1.4 Musí být umožněno provádět nezávislé chemické
rozbory. Tyto rozbory se provedou na zkušebních
vzorcích odebraných buď z polotovaru dodaného
výrobci lahví nebo ze zhotovených lahví. Pokud je
rozhodnuto odebrat zkušební vzorek z lahve, je
přípustné jej odebrat z jedné z lahví, které byly
již předtím vybrány pro mechanické zkoušky podle
bodu 7.1 nebo pro tlakovou zkoušku na roztržení
podle bodu 7.2 části II.
2.1.5 Tepelné a mechanické zpracování slitin podle bodu
2.1.2 písm. b) a c) části II.
2.1.5.1 Poslední operací při výrobě lahví, mimo obrábění na
čisto, je umělé stárnutí.
2.1.5.1.1 Uvádí se parametry konečného zpracování, které
provádí, to znamená:
- jmenovité teploty homogenizace a umělého stárnutí,
- jmenovité doby skutečné výdrže na teplotách
homogenizace a umělého stárnutí.
Při tepelném zpracování se dodržují uvedené
parametry v těchto mezích:
- teplotu homogenizace s přesností + - 5 st.C,
- teplotu umělého stárnutí s přesností + - 5 st.C,
- dobu skutečné výdrže s přesností + - 10 %.
2.1.5.1.2 U homogenizace a umělého stárnutí však výrobce může
uvést rozmezí teplot s rozdílem mezi krajními
hodnotami nepřevyšujícím 20 st.C. Pro každou z
těchto krajních hodnot uvede rovněž jmenovitou dobu
skutečné výdrže.
Pro každou mezilehlou teplotu se jmenovitá doba
skutečné výdrže určí v případě homogenizace lineární
interpolací doby výdrže a v případě umělého stárnutí
lineární interpolací logaritmu doby výdrže.
Tepelné zpracování se provádí při teplotě v rozmezí
uvedeném pro dobu skutečné výdrže, která se nesmí
lišit od jmenovité doby výdrže vypočtené výše
uvedeným způsobem o více než 10 %.
2.1.5.1.3 V dokumentaci předkládané pro účely EHS ověření se
uvádí parametry konečného tepelného zpracování.
2.1.5.1.4 Kromě konečného tepelného zpracování se uvádí také
všechna tepelná zpracování provedená při teplotě
vyšší než 200 st.C.
2.1.5.2 Výroba lahve nezahrnuje kalení a umělé stárnutí.
2.1.5.2.1 Uvádí se parametry posledního tepelného zpracování,
které byly provedeny za teploty vyšší než 200 st.C,
přičemž se v případě potřeby musí brát v úvahu
rozdíly mezi různými částmi lahve.
Rovněž se uvádí všechny operace tváření (například
protlačování, tažení nebo tváření horní zaoblené
části), při nichž teplota kovu nepřesahuje 200 st.C
a po kterých nebylo provedeno tepelné zpracování při
teplotě vyšší než zmíněná hodnota, jakož i poloha
části tvářeného tělesa lahve, která byla podrobena
největšímu tváření za studena, a příslušný stupeň
přetvoření za studena.
Pro účely tohoto ustanovení se "stupněm přetvoření
S - s
za studena" rozumí poměr ------, kde S je počáteční
s
průřez a s je konečný průřez.
Uvedené parametry tepelného zpracování a tváření se
dodržují v těchto mezích:
- dobu tepelného zpracování s přesností + - 10 % a
teplotu s přesností + - 5 st.C,
- stupeň přetvoření za studena té části lahve, která
byla podrobena největšímu přetvoření za studena, s
přesností + - 6 %, je-li průměr lahve rovný nebo
menší 100 mm, a s přesností + - 3 %, je-li průměr
větší než 100 mm.
2.1.5.2.2 U tepelného zpracování se však může uvést rozsah
teplot s rozdílem mezi krajními hodnotami
nepřevyšujícím 20 st.C. Pro každou z těchto krajních
hodnot se uvádí jmenovitá doba skutečné výdrže. Pro
každou mezilehlou teplotu se určí jmenovitá doba
skutečné výdrže lineární interpolací.
Tepelné zpracování se provádí při teplotě v rozmezí
uvedeném pro dobu skutečné výdrže, která se nesmí
lišit od jmenovité doby výdrže vypočtené výše
uvedeným způsobem o více než 10 %.
2.1.5.2.3 V dokumentaci předkládané pro účely EHS ověření se
uvádí parametry konečného tepelného zpracování a
operace tváření.
2.1.5.3 Pokud se výrobce rozhodne uvést rozmezí teplot
tepelného zpracování podle bodů 2.1.5.1.2 a
2.1.5.2.2 části I., pro účely EHS schvalování vzoru
předkládá dvě skupiny lahví, jednu složenou z lahví,
které se podrobily tepelnému zpracování při nejnižší
teplotě předpokládaného rozmezí, a druhou složenou z
lahví, které se podrobily tepelnému zpracování při
nejvyšší teplotě a při odpovídajících nejkratších
dobách výdrže.
2.2 VÝPOČET ČÁSTI NAMÁHANÝCH PŘETLAKEM
2.2.1 Tloušťka stěny válcové části lahve nesmí být menší
než tloušťka vypočítaná dle vzorce:
Ph . D
a = ------------ ,
20 R
------ + Ph
4/3
kde R je nižší hodnota z těchto dvou hodnot:
- Re
- 0,85 . Rm
2.2.2 Nejmenší tloušťka stěny nesmí být v žádném případě
menší než D
----- + 1,5 mm.
100
2.2.3 Tloušťka stěny a tvar dna a horní zaoblené části
lahve musí být takové, aby byly splněny požadavky
zkoušek podle bodů 7.2 (zkouška na roztržení) a 7.3
(cyklická únavová zkouška) části II.
2.2.4 Aby se dosáhlo vyhovujícího rozdělení napětí, musí
se tloušťka stěny lahve v oblasti přechodu mezi
válcovou částí a dnem zvětšovat postupně, pokud je
tloušťka dna větší než tloušťka stěny válcové části.
2.3 KONSTRUKCE A JAKOST PROVEDENÍ
2.3.1 U každé lahve se kontroluje tloušťka stěny a stav
vnitřního a vnější povrch pro ověření že:
- tloušťka stěny není nikde menší než udává
výkresová dokumentace,
- vnitřní a vnější povrch lahve nevykazují vady,
které by mohly negativně ovlivnit provozní
bezpečnost lahve.
2.3.2 Ovalita válcového pláště musí být omezena tak, aby
rozdíl mezi největším a nejmenším vnějším průměrem v
tomtéž průřezu nebyl větší než 1,5 % střední hodnoty
těchto průměrů. Maximální odchylka válcové části
pláště od přímky nesmí překročit 3 mm na 1 m délky.
2.3.3 Patní kroužky, pokud jsou na lahvích provedeny, musí
být dostatečně pevné a musí být vyrobeny z
materiálu, který je s ohledem na korozi kompatibilní
s typem materiálu, z něhož je lahev vyrobena. Tvar
patního kroužku musí lahvi zajistit dostatečnou
stabilitu. Patní kroužky nesmějí umožňovat hromadění
vody nebo vnikání vody mezi kroužek a lahev.
ČÁST II. Postupy při posuzování shody
1. EHS SCHVALOVÁNÍ VZORU
1.1 EHS schválení vzoru podle této přílohy může být
rovněž vydáno pro typovou řadu lahví.
"Typovou řadou lahví" se rozumějí lahve stejného
výrobce, které se liší pouze délkou, avšak jen v
těchto mezích:
- nejmenší délka nesmí být menší než trojnásobek
vnějšího průměru lahve;
- největší délka nesmí být větší než 1,5-násobek
délky zkoušené lahve.
2. ŽÁDOST O EHS SCHVALOVÁNÍ VZORU
2.1 K žádosti o EHS schvalování vzoru se předloží pro
každou typovou řadu lahví potřebná dokumentace pro
níže předepsané kontroly a poskytne dávka 50 lahví
nebo dvě dávky po 25 lahvích podle bodu 2.1.5.3
části I., z nichž se odebere požadovaný počet lahví
pro níže uvedené zkoušky, jakož i veškeré požadované
doplňkové informace.
Uvádí se druh tepelného zpracování a mechanického
zpracování, jakož i teploty a doby výdrže tepelného
zpracování podle bodu 2.1.5 části I. Dále se
předloží osvědčení o rozboru taveb materiálu
použitého při výrobě lahví.
2.2 Žádost a příslušná korespondence se vyhotovuje v
českém jazyce. V českém jazyce se vyhotovují i
přiložené dokumenty.
2.3 Žádost musí obsahovat tyto informace:
- jméno a adresu výrobce nebo žadatele, jejich
zplnomocněného zástupce, jakož i místo nebo místa
výroby lahví,
- kategorii lahví,
- uvažovaný účel použití nebo zakázané způsoby
použití,
- technické údaje,
- obchodní název, jestliže existuje, nebo typ.
2.4 K žádosti se přikládají dvě vyhotovení požadovaných
dokumentů, zejména:
2.4.1 Popis obsahující:
- materiálové specifikace, konstrukční metody a
pevnostní výpočty lahví,
- namontovaná bezpečnostní zařízení,
- místa, kde mají být umístěny značky schválení a
ověření dle této přílohy, jakož i další značky
stanovené zvláštními předpisy.
2.4.2 Výkresy celkového uspořádání, a kde je to vhodné,
detailní výkresy důležitých konstrukčních dílů.
2.4.3 Další informace stanovené v této příloze.
2.4.4 Prohlášení, že pro tentýž vzor lahve nebyla podána
jiná žádost o EHS schvalování vzoru.
3. PŘEZKOUŠENÍ PRO EHS SCHVALOVÁNÍ VZORU
3.1 Přezkoušení pro EHS schvalování vzoru se provádí na
základě výkresů, a kde je to vhodné, na vzorku
lahví.
Přezkoušení musí obsahovat:
a) prověření konstrukčních výpočtů, výrobních metod,
jakosti provedení a materiálů;
b) kde je to vhodné, prověření bezpečnostních
zařízení a měřících přístrojů a způsobů
instalace.
3.2 V průběhu postupu pro EHS schvalování vzoru dle této
přílohy se ověří, zda:
- jsou správné výpočty uvedené v bodě 2.2 část I.,
- tloušťka stěn na dvou lahvích vyhovuje požadavkům
bodu 2.2 část I., přičemž měření se provádějí na
třech příčných řezech a po celém obvodu podélných
řezů dna a horní zaoblené části,
- jsou splněny podmínky uvedené v bodech 2.1 a 2.3.3
část I.,
- jsou u všech lahví vybraných k této zkoušce
splněny požadavky bodu 2.3.2 část I.,
- vnitřní i vnější povrchy lahví jsou bez vad, které
by je činily nebezpečnými.
3.2.1 Na vybraných lahvích se provedou tyto zkoušky:
- zkoušku korozní odolnosti: odolnosti proti
mezikrystalické korozi a korozi pod napětím na 12
zkušebních tělesech podle popisu v části II./1
této přílohy,
- zkoušky podle bodu 7.1 část II. na dvou lahvích;
je-li však délka lahve 1500 mm či více, zkouška
tahem v podélném směru a ohybová zkouška se
provedou na zkušebních tyčích odebraných z horní a
dolní části pláště,
- zkoušku podle bodu 7.2 části II. na dvou lahvích,
- zkoušku podle bodu 7.3 části II. na dvou lahvích,
- zkoušku podle bodu 7.5 části II. na jedné lahvi,
- zkoušku podle bodu 7.7 části II. na všech lahvích
vzorku.
4. CERTIFIKÁT EHS SCHVÁLENÍ VZORU
4.1 Certifikát schválení vzoru obsahuje závěry
přezkoušení vzoru a uvádí všechny podmínky, jimiž
může být schválení vázáno. Doplňují jej popisy a
výkresy nutné pro identifikaci vzoru, popřípadě pro
vysvětlení jeho funkce. Vzor certifikátu je uveden v
části IV. této přílohy.
5. ZVEŘEJNĚNÍ EHS SCHVÁLENÍ VZORU
5.1 Současně s oznámením zainteresované straně se zašle
kopie certifikátu EHS schválení vzoru Komisi a
ostatním státům, které mohou rovněž obdržet kopie
definitivní technické dokumentace lahve a protokoly
o provedených přezkoušeních a zkouškách.
5.2 Odejmutí EHS schválení vzoru se zveřejňuje v souladu
s postupem stanoveným v bodě 5.1.
5.3 O odmítnutí EHS schválení vzoru, se uvědomí ostatní
státy a Komise.
6. EHS OVĚŘENÍ
6.1 Pro účely EHS ověření výrobce lahví předkládá
autorizované osobě:
6.1.1 certifikát EHS schválení vzoru;
6.1.2 osvědčení o rozboru ingotu tavby materiálu použitého
pro výrobu lahví;
6.1.3 prostředky k identifikaci tavby, z níž je kterákoli
lahev vyrobena;
6.1.4 dokumentaci týkající se tepelného zpracování a
mechanického zpracování a uvést použité zpracování
podle bodu 2.1.5 části I.;
6.1.5 seznam lahví s uvedením čísel a nápisů požadovaných
v části III.
6.1.6 EHS ověření se může provádět v jedné nebo více
etapách podle požadavků uvedených v příloze 3:
6.1.6.1 EHS ověření se provádí pouze v jedné etapě u lahví,
které při výstupu z výrobního závodu tvoří jeden
celek, to jsou lahve, které mohou být dopraveny na
místo instalace bez rozebrání;
6.1.6.2 lahve, které nejsou odesílány jako jeden kus, se
ověřují ve dvou nebo více etapách;
6.1.6.3 ověřováním se musí zejména zajistit, aby lahev
vyhovovala schválenému vzoru, nebo, v případě lahví
vyjmutých z EHS schválení vzoru, aby vyhovovala
požadavkům uvedeným v této příloze.
6.2 Podstata EHS ověření
6.2.1 Podle požadavků uvedených v této příloze ověření
zahrnuje:
- přezkoušení jakosti materiálů,
- prověření konstrukčních výpočtů, výrobních metod,
jakosti provedení a použitých materiálů,
- vnitřní prohlídku skládající se z kontroly
vnitřních částí a svarů,
- tlakovou zkoušku,
- kontrolu všech bezpečnostních zařízení a
namontovaných měřicích přístrojů,
- vnější prohlídku různých částí lahve,
- provozní zkoušku, je-li požadována.
6.3 V průběhu EHS ověření:
6.3.1 Autorizovaná osoba:
- zjišťuje, zda byl dodán certifikát EHS schválení
vzoru a zda lahve jsou s ním ve shodě,
- zkontroluje dokumenty obsahující údaje o
materiálech,
- zkontroluje, zda byly splněny technické požadavky
uvedené v bodě 2 části I., a zejména na základě
vnější a v případě možnosti i vnitřní vizuální
prohlídky lahve prověří, zda provedení lahví a
zkoušky uskutečněné výrobcem v souladu s bodem
2.4.1 části I. jsou vyhovující; vizuální prohlídce
se musí podrobit nejméně 10 % předložených lahví,
- na slitinách podle bodu 2.1.2 písm. c) části I.
této přílohy provede zkoušku odolnosti proti
mezikrystalické korozi, a to na třech zkušebních
tělesech odebraných po jednom z každé části (horní
zaoblená část, plášť, dno) v souladu s bodem 1
části II.,
- provede zkoušky podle bodů 7.1 a 7.2 části II.,
- zkontroluje, zda informace předané výrobcem v
seznamu podle bodu 6.1.5 jsou správné; tato
kontrola se provádí namátkově,
- posoudí výsledky kontroly homogenity dávky
provedené výrobcem v souladu s bodem 7.6 části II.
Jsou-li výsledky těchto kontrol vyhovující, vydá
autorizovaná osoba certifikát EHS ověření podle
předlohy dle části V. této přílohy.
6.3.2 Pro oba druhy zkoušek předepsaných v bodech 7.1 a
7.2 části II. se z každé dávky 202 lahví nebo z její
části, která byla vyrobena z téže tavby a podrobila
se předepsanému tepelnému zpracování za stejných
podmínek, namátkově vyberou dvě lahve.
Jedna z lahví se podrobí zkouškám podle bodu 7.1
části II. (mechanickým zkouškám), druhá lahev
zkoušce podle bodu 7.2 části II. (zkoušce na
roztržení). Pokud se prokáže, že některá zkouška
byla provedena nesprávně nebo že vznikla chyba při
měření, musí se zkouška opakovat.
Jsou-li výsledky jedné či několika zkoušek třeba jen
částečně nevyhovujících, je výrobce povinen pod
dohledem autorizované osoby zjistit příčinu.
6.3.2.1 Pokud nebyly nevyhovující výsledky způsobeny
tepelným zpracováním, celá dávka nevyhovuje.
6.3.2.2 Jestliže byly nevyhovující výsledky způsobeny
tepelným zpracováním, mohou se všechny lahve z dávky
podrobit dalšímu tepelnému zpracování. Toto další
zpracování může být pouze jedno.
V tomto případě:
- výrobce provede kontrolu podle bodu 7.6 část II.,
- autorizovaná osoba provede všechny zkoušky podle
bodu 6.2.2.
Výsledky zkoušek provedených po tomto novém tepelném
zpracování musí splňovat požadavky uvedené v této
příloze.
6.3.3 Výběr zkušebních vzorků a všechny zkoušky se
provádějí za přítomnosti a pod dozorem zástupce
autorizované osoby. V případě zkoušky podle čtvrté
odrážky bodu 6.2.1 se může autorizovaná osoba omezit
na to, že bude zastoupena pouze při výběru
zkušebních vzorků a přezkoumání výsledků.
6.3.4 Po provedení všech stanovených zkoušek se všechny
lahve v dávce musí podrobit hydraulické zkoušce
podle bodu 7.4 části II. za přítomnosti a pod
dozorem zástupce autorizované osoby.
7. ZKOUŠKY
7.1 MECHANICKÉ ZKOUŠKY
S výjimkou požadavků, které jsou uvedeny níže, se
mechanické zkoušky provádějí podle těchto norem:
EURONORM 2-80: zkouška tahem pro ocel,
EURONORM 3-79: zkouška tvrdosti dle Brinella,
EURONORM 6-55: zkouška ohybem pro ocel,
EURONORM 11-80: zkouška tahem pro ocelové plechy a
pásy tloušťky do 3 mm,
EURONORM 12-55: zkouška ohybem pro ocelové plechy a
pásy tloušťky do 3 mm.
7.1.1 Všeobecné požadavky
Všechny mechanické zkoušky pro ověření jakosti
materiálu použitého pro výrobu lahví se provádějí na
zkušebních tyčích odebraných ze zhotovených lahví.
7.1.2 Druhy zkoušek a vyhodnocení výsledků zkoušek
Na každé zkušební lahvi se provede jedna zkouška
tahem v podélném směru a čtyři zkoušky ohybem v
obvodovém směru.
7.1.2.1 Zkouška tahem
7.1.2.1.1 Zkušební tyč pro zkoušku tahem musí odpovídat
ustanovením:
- kapitoly 4 normy EURONORM 2-80, je-li její
tloušťka 3 mm nebo větší,
- kapitoly 4 normy EURONORM 11-80, je-li její
tloušťka menší než 3 mm. V tomto případě bude
měřená šířka a délka zkušební tyče 12,5 mm, resp.
50 mm bez ohledu na tloušťku zkušební tyče.
Obě strany zkušební tyče, které odpovídají vnitřnímu
a vnějšímu povrchu stěny lahve, nesmějí být
obrobeny.
7.1.2.1.2 - U slitin C podle bodu 2.1.2 písm. b) části I. a
slitin podle bodu 2.1.2 písm. c) části I., nesmí
být tažnost menší než 12 %.
- U slitin B podle bodu 2.1.2 písm. b) části I.
nesmí být tažnost menší než 12 %, jestliže se
tahová zkouška provádí na jediné zkušební tyči
odebrané ze stěny lahve. Zkouška tahem může být
rovněž provedena na čtyřech zkušebních tyčích
odebraných z poloh rovnoměrně rozložených po stěně
lahve. V tomto případě je nutno dosáhnout těchto
výsledků:
- žádná jednotlivá hodnota tažnosti nesmí být
menší než 11 %,
- průměr ze čtyř měření tažnosti musí být alespoň
12 %,
- v případě nelegovaného hliníku nesmí být tažnost
menší než 12 %.
7.1.2.1.3 Zjištěná hodnota pevnosti v tahu nesmí být menší než
Rm.
Mez kluzu, která se stanovuje při zkoušce tahem,
musí odpovídat hodnotě použité podle bodu 1.1 části
I. při výpočtu lahve.
Zjištěná hodnota meze kluzu nesmí být menší než Re.
7.1.2.2 Zkouška ohybem
7.1.2.2.1 Zkouška ohybem se provádí na zkušebních tyčích
získaných rozříznutím prstence šířky 3.a na dvě
stejné části; v žádném případě nesmí být šířka
zkušební tyče menší než 25 mm. Každý prstenec může
být obroben pouze na okrajích. Okraje nesmí mít
poloměr zaoblení větší než 1/10 tloušťky zkušební
tyče nebo mohou být sraženy pod úhlem 45 st.
7.1.2.2.2 Zkouška ohybem se provádí na trnu o průměru d a na
dvou válcích vzdálených od sebe d + 3 a. Během
zkoušky musí vnitřní plocha prstence zůstat v dotyku
s trnem.
7.1.2.2.3 Zkušební tyč nesmí prasknout, je-li ohnuta okolo
trnu tak, že vnitřní okraje nejsou od sebe vzdáleny
více, než činí průměr trnu (viz schéma v dodatku 2
této přílohy).
7.1.2.2.4 Poměr (n) mezi průměrem trnu a tloušťkou zkušební
tyče nesmí překročit hodnoty uvedené v tabulce 1.
Tabulka 1
-------------------------------------------------------
skutečná pevnost v tahu hodnota n
Rmt v MPa
-------------------------------------------------------
do 220 včetně 5
nad 220 do 330 včetně 6
nad 330 do 440 včetně 7
nad 440 8
-------------------------------------------------------
7.2 HYDRAULICKÁ ZKOUŠKA NA ROZTRŽENÍ
7.2.1 Zkušební podmínky
Zkoušené lahve musí být označeny podle části III.
7.2.1.1 Hydraulická zkouška na roztržení se provádí ve dvou
po sobě následujících etapách na zkušebním zařízení,
které umožňuje postupné zvyšování přetlaku v lahvi
až do jejího roztržení a grafické znázornění křivky
závislosti přetlaku na čase. Zkouška se musí
provádět za pokojové teploty.
7.2.1.2 V průběhu první etapy se přetlak zvyšuje konstantní
rychlostí až do začátku plastické deformace.
Rychlost zvyšování přetlaku nesmí překročit 0,5
MPa/s.
Od začátku plastické deformace (druhá etapa) nesmí
být výkon čerpadla větší než dvojnásobný oproti
první etapě a musí být udržován konstantní až do
roztržení lahve.
7.2.2 Vyhodnocení zkoušky
7.2.2.1 Vyhodnocení zkoušky na roztržení zahrnuje:
- vyhodnocení křivky závislosti přetlaku na čase pro
určení přetlaku při roztržení,
- vyhodnocení trhliny a tvaru jejích okrajů,
- ověření, zda v případě lahve s konkávním dnem
nedošlo k obrácení tvaru dna.
7.2.2.2 Změřený přetlak při roztržení (Pr) musí být větší
než hodnota daná vzorcem:
20a x Rm
Prt = --------------
D - a
7.2.2.3 Zkouška na roztržení nesmí způsobit rozpad lahve na
zlomky.
7.2.2.4 Hlavní trhlina nesmí mít charakter křehkého lomu to
znamená, že okrajové hrany lomu nesmí být radiální,
ale musí být skloněny vůči rovině průměru a
vykazovat kontrakci.
Trhlina je přijatelná pouze za těchto podmínek:
- v případě lahví o tloušťce stěny "a" do 13 mm:
- větší část trhliny musí být zřetelně podélná,
- trhlina se nesmí několikanásobně rozvětvovat,
- trhlina se nesmí obvodově rozšiřovat dále než 90
st. na každou stranu od své hlavní části,
- trhlina se nesmí šířit do částí lahve, které jsou
1,5 krát silnější než největší tloušťka měřená v
polovině délky lahve; v případě lahví s konvexním
dnem nesmí trhlina dosáhnout středu dna lahve;
- v případě lahví o tloušťce "a" přesahující 13 mm
musí být větší část trhliny zřetelně podélná.
7.2.2.5 Trhlina nesmí odhalit zřetelnou vadu materiálu.
7.3 CYKLICKÁ ÚNAVOVÁ ZKOUŠKA
7.3.1 Zkoušená lahev musí být označena podle části III.
7.3.2 Cyklická únavová zkouška se provádí s použitím
nekorozivní kapaliny na dvou lahvích, u kterých
výrobce zaručuje, že jsou dostatečně reprezentativní
pro minimální konstrukční hodnoty specifikované v
konstrukčním návrhu.
7.3.3 Tato zkouška je cyklická. Horní cyklický přetlak je
roven buď přetlaku Ph nebo jeho dvěma třetinám.
Dolní cyklický přetlak nesmí překročit 10 % hodnoty
horního cyklického přetlaku.
Minimální počet cyklů a maximální zkušební frekvence
jsou uvedeny v tabulce 2:
Tabulka 2
-----------------------------------------------------------------
maximální použitý přetlak Ph 2/3 Ph
-----------------------------------------------------------------
minimální počet cyklů 12 000 80 000
-----------------------------------------------------------------
maximální frekvence cyklů za minutu 5 12
-----------------------------------------------------------------
Teplota měřená na vnější stěně lahve nesmí během
zkoušky překročit 50 st. C.
Zkouška se považuje za vyhovující, když lahev
dosáhne požadovaného počtu cyklů, aniž dojde k úniku
kapaliny.
7.4 HYDRAULICKÁ ZKOUŠKA
7.4.1 Přetlak vody v lahvi se musí zvětšovat rovnoměrnou
rychlostí až do dosažení přetlaku Ph.
7.4.2 Lahev musí zůstat pod přetlakem Ph dostatečně
dlouho, aby se prokázalo, že přetlak nemá tendenci
klesat a že nedochází k úniku kapaliny.
7.4.3 Po zkoušce nesmí lahev vykazovat trvalou deformaci.
7.4.4 Lahve, které nesplní požadavky zkoušky, musí být
vyřazeny.
7.5 KONTROLA HOMOGENITY LAHVE
Zkouškou se ověřuje, zda kterékoli dva body na
vnějším povrchu lahve nevykazují rozdíl v tvrdosti
větší než 15 HB. Kontrola se provádí na dvou
příčných řezech lahve poblíž hrdla a dna, vždy ve
čtyřech rovnoměrně vzdálených bodech.
7.6 KONTROLA HOMOGENITY DÁVKY
Touto zkouškou, kterou provádí výrobce, se měřením
tvrdosti nebo jiným vhodným způsobem ověřuje, zda
nedošlo k chybě při volbě výchozích polotovarů nebo
při tepelném zpracování.
7.7 KONTROLA DNA
Středem dna lahve se provede podélný řez a jeden z
takto získaných povrchů se vyleští pro zkoušku při
pětinásobném až desetinásobném zvětšení.
Lahev se považuje za vadnou, jsou-li zjištěny
trhliny. Za vadnou se považuje i tehdy, jestliže
rozměry přítomných pórů či vměstků se ukazují tak
velké, že může být ohrožena bezpečnost.
ČÁST II./1
KOROZNÍ ZKOUŠKY
1. ZKOUŠKA NÁCHYLNOSTI K MEZIKRYSTALICKÉ KOROZI
Níže popsaná metoda se skládá z ponoření zkušebních
vzorků odebraných ze zkoušené zhotovené lahve do
jednoho ze dvou různých korozívních roztoků
a z jejich vyhodnocení po stanovené době leptání
s cílem zjistit jakékoli známky mezikrystalické
koroze a určit povahu a stupeň této koroze. Šíření
mezikrystalické koroze se zjišťuje metalograficky na
vyleštěných plochách řezů kolmých k leptanému
povrchu.
1.1 ODBĚR ZKUŠEBNÍCH VZORKŮ
Zkušební vzorky se odebírají z horní zaoblené části,
tělesa a dna lahve (obrázek 1), aby bylo možné
provést na materiálu z těchto tří částí lahve
zkoušky s roztokem A podle bodu 1.3.2.1 nebo s
roztokem B podle bodu 1.3.2.2.
Každý zkušební vzorek musí mít celkový tvar a
rozměry podle obrázku 2.
Plochy a1 a2 a3 a4, b1 b2 b3 b4, a1 a2 b2 b1, a4 a3
b3 b4 se vyříznou pásovou pilou a pečlivě opracují
jemným pilníkem. Plochy a1 a4 b4 b1 a a2 a3 b3 b2,
které odpovídají vnitřnímu a vnějšímu povrchu lahve,
se ponechají v hrubě opracovaném stavu.
1.2 PŘÍPRAVA POVRCHU PŘED KOROZIVNÍM LEPTÁNÍM
1.2.1 Potřebné látky
HNO3 pro analýzu, hustota 1,33 g.cm-3,
HF pro analýzu, hustota 1,14 g.cm-3 (při 40%),
deionizovaná voda.
1.2.2 Postup
V kádince se připraví roztok:
HNO3: 63 cm3,
HF: 6 cm3,
H20: 929 cm3.
Roztok se zahřeje na teplotu 95 st.C.
Každý zkušební vzorek, zavěšený na hliníkovém drátě,
se vystaví působení tohoto roztoku ponořením na dobu
1 minuty.
Vzorek se omyje tekoucí vodou a potom deionizovanou
vodou.
Pro odstranění všech případných usazenin mědi se
vzorek ponoří do kyseliny dusičné podle bodu 1.2.1
na dobu 1 minuty při pokojové teplotě.
Vzorek se opláchne deionizovanou vodou.
Aby se zabránilo okysličení vzorků, musí být
zkušební vzorky ihned po této přípravě ponořeny do
příslušné korozní lázně (viz bod 1.3.1).
1.3 PROVEDENÍ ZKOUŠKY
1.3.1 Podle uvážení autorizované osoby se použije jeden z
těchto dvou korozívních roztoků: první složený z 57
g/l chloridu sodného a 3 g/l peroxidu vodíku (roztok
A), druhý složený z 30 g/l chloridu sodného a 5 g/l
kyseliny chlorovodíkové (roztok B).
1.3.2 Příprava korozívních roztoků
1.3.2.1 Roztok A
1.3.2.1.1 Potřebné látky:
NaCl krystalický pro analýzu,
H2O2 lékařský,
KMnO4 pro analýzu,
H2SO4 pro analýzu, hustota 1,83 g.cm-3,
deionizovaná voda.
1.3.2.1.2 Titrace peroxidu vodíku
Protože peroxid vodíku není příliš stabilní, je
důležité před každým použitím zkontrolovat jeho titr
tímto způsobem:
Pipetou se odměří 10 cm3 peroxidu vodíku a doředí se
deionizovanou vodou na 1000 cm3 (v odměrné baňce),
čímž se získá roztok peroxidu vodíku označený C.
Pipetou se odměří do Erlenmeyerovy baňky:
- 10 cm3 roztoku peroxidu vodíku C,
- přibližně 2 cm3 H2SO4 hustoty 1,83 g.cm-3.
K titraci se použije roztok 1,859 g/l manganistanu
draselného. Manganistan draselný samotný slouží jako
indikátor.
1.3.2.1.3 Princip titrace
Reakci manganistanu draselného s peroxidem vodíku v
prostředí kyseliny sírové vyjadřuje rovnice:
2 KMnO4 + 5 H2O2 + 3 H2SO4 -> K2SO4 + 2 MnSO4 + 8
H2O + 5 O2,
z níž vyplývá ekvivalence: 316 g KMnO4 = 170 g H2O2.
1 g čistého peroxidu vodíku tedy reaguje s 1859 g
manganistanu draselného; z tohoto důvodu se používá
roztok 1,859 g/l manganistanu draselného, který
nasycuje - v odpovídajících objemových poměrech - 1
g/l peroxidu vodíku. Protože peroxid vodíku byl na
počátku 100-násobně zředěn, představuje 10 cm3
zkušebního vzorku 0,1 cm3 původního peroxidu vodíku.
Objem roztoku manganistanu draselného v cm3,
spotřebovaného k titraci, se vynásobí deseti, čímž
se získá hodnota titru T původního peroxidu vodíku v
g/l.
1.3.2.1.4 Příprava roztoku
Postup pro 10 litrů:
570 g chloridu sodného se rozpustí v deionizované
vodě tak, aby se získal roztok o celkovém objemu 9
l. Přidá se peroxid vodíku v množství vypočítaném
níže uvedeným způsobem. Roztok se promíchá a doplní
deionizovanou vodou na objem 10 l.
Výpočet objemu peroxidu vodíku, který je třeba
přidat do roztoku
Potřebné množství čistého peroxidu vodíku: 30 g.
Jestliže peroxid vodíku obsahuje T gramů H2O2 na 1
l, bude potřebný objem vyjádřený v cm3:
1000 . 30
-----------
T
1.3.2.2 Roztok B
1.3.2.2.1 Potřebné látky:
NaCl krystalický pro analýzu,
HCl čistá koncentrovaná, 37 % HCl,
deionizovaná voda.
1.3.2.2.2 Příprava roztoku:
Postup pro 10 l roztoku:
300 g chloridu sodného a 50 g HCl (50 g = 0,5 %) se
rozpustí v 9 litrech deionizované vody, promíchá a
doplní na 10 litrů.
1.3.3 Podmínky leptání
1.3.3.1 Leptání v roztoku A
Korozívní roztok se nalije do krystalizátoru
(případně do široké kádinky) umístěného ve vodní
lázni. Vodní lázeň se míchá magnetickým míchadlem a
teplota se reguluje dotykovým teploměrem.
Zkušební vzorek se buď zavěsí do korozívního roztoku
na hliníkovém drátu nebo se umístí v roztoku tak, že
spočívá pouze na rozích, což je výhodnější. Doba
leptání je 6 hodin, teplota se udržuje na 30 st.C
+/- 1 st.C. Je třeba dbát na to, aby bylo zajištěno
dostatečné množství činidla, alespoň 10 cm3 na cm2
povrchu vzorku.
Po leptání se zkušební vzorek omyje vodou, ponoří se
asi na 30 sekund do 50 % roztoku kyseliny dusičné,
opět se omyje vodou a osuší stlačeným vzduchem.
1.3.3.2 Najednou lze leptat více zkušebních vzorků, pokud
patří ke stejnému typu slitiny a vzájemně se
nedotýkají. Samozřejmě musí být dodrženo minimální
množství činidla na jednotku povrchu vzorku.
1.3.3.3 Leptání v roztoku B
Korozívní roztok se nalije do vhodné skleněné
nádoby (například do kádinky). Zkouška se provádí za
pokojové teploty. Není-li možné se během zkoušky
vyhnout kolísání pokojové teploty, je vhodnější
provádět zkoušku ve vodní lázni, jejíž teplota se
termostatem udržuje na 23 st.C. Doba leptání je 72
hodin.
Upevnění zkušebních vzorků v korozívním roztoku je
podle bodu 2.3.1. Po leptání se vzorky pečlivě omyjí
deionizovanou vodou a osuší stlačeným vzduchem
prostým mastnoty. Je třeba dbát na to, aby poměr
množství korozívního roztoku k povrchu vzorku v
ml/cm2 byl neustále udržován na hodnotě 10 : 1 (viz
bod 2.3.1).
1.4 PŘÍPRAVA ZKUŠEBNÍCH VZORKŮ K VYHODNOCENÍ
1.4.1 Potřebné materiály
Zalévací misky o rozměrech například:
- vnější průměr: 40 mm,
- výška: 27 mm,
- tloušťka stěny: 2,5 mm,
aralditová pryskyřice DCY 230
tužidlo HY 951 } nebo ekvivalentní
materiály
1.4.2 Postup
Každý zkušební vzorek se umístí svisle do zalévací
misky tak, aby spočíval na ploše a1 a2 a3 a4. Okolo
vzorku se nalije směs aralditu DCY 230 a tužidla HY
951 v poměru 9 : 1.
Doba vytvrzování je 24 hodin.
Určité množství materiálu se z plochy a1 a2 a3 a4
odstraní nejlépe odsoustružením tak, aby řez a'1 a'2
a'3 a'4 pozorovaný pod mikroskopem nevykazoval
korozi zasahující do něj z povrchu a1 a2 a3 a4.
Vzdálenost mezi povrchy a1 a2 a3 a4 a a'1 a'2 a'3
a'4, to je tloušťka odebraná soustruhem, musí být
nejméně 2 mm (obrázky 2 a 3).
Řez pro vyhodnocení musí být mechanicky vyleštěn
oxidem hlinitým nejprve na papíře a potom na plsti.
1.5 METALOGRAFICKÁ KONTROLA ZKUŠEBNÍCH VZORKŮ
Kontrola spočívá v zaznamenání rozsahu
mezikrystalické koroze v oblasti podél obvodu řezu
zkoumaného podle bodu 1.6. Přitom se berou v úvahu
vlastnosti kovu na vnějším i vnitřním povrchu lahve
a napříč stěnou lahve.
Řez se zkoumá nejprve při malém zvětšení (například
40 x) za účelem nalezení nejvíce zkorodované oblasti
a potom při větším zvětšení, obvykle asi 300 x, za
účelem posouzení povahy a rozsahu koroze.
1.6 VYHODNOCENÍ METALOGRAFICKÉ KONTROLY
Vyhodnocení spočívá v ověření, zda mezikrystalická
koroze je povrchová:
1. u slitin s rovnoosými krystality nesmí hloubka
koroze podél celého obvodu řezu překročit vyšší z
těchto dvou hodnot:
- velikost tří zrn ve směru kolmém na zkoumaný
povrch,
- 0,2 mm;
Je však povoleno místní překročení těchto hodnot za
předpokladu, že není pozorováno ve více než čtyřech
zorných polích při 300-násobném zvětšení.
2. u slitin s krystality orientovanými jedním směrem
v důsledku tváření za studena nesmí hloubka
koroze z každé strany, které představují vnitřní
a vnější povrch lahve, překročit 0,1 mm.
2. ZKOUŠKA NÁCHYLNOSTI KE KOROZI POD NAPĚTÍM
Níže popsaná metoda se skládá z přiložení
mechanického napětí na prstence vyříznuté z válcové
části lahve, jejich ponoření do solného roztoku na
stanovenou dobu a následného vyjmutí a vystavení
delšímu působení vzduchu, přičemž tento cyklus se
opakuje po 30 dnů. Jestliže se na prstencích po 30
dnech neobjeví trhliny, může být slitina považována
za vhodnou k výrobě lahví.
2.1 ODBĚR ZKUŠEBNÍCH VZORKŮ
Z válcové části lahve se vyřízne šest prstenců o
šířce 4.a nebo 25 mm, podle toho, která je větší
(viz obrázek 1). Zkušební vzorky musí mít výřez 60
st. a vystaví se působení mechanického napětí
vyvolaného pomocí šroubu a dvou matek (viz obrázek
2).
Vnitřní ani vnější povrch zkušebních vzorků nesmí
být obroben.
2.2 PŘÍPRAVA POVRCHU PŘED KOROZNÍ ZKOUŠKOU
Všechny stopy mastnoty, oleje a lepidla používaného
pro tenzometry (viz bod 2.3.2.4) se musí odstranit
vhodným rozpouštědlem.
2.3 PROVEDENÍ ZKOUŠKY
2.3.1 Příprava korozívního roztoku
2.3.1.1 Solný roztok se připraví rozpuštěním 3,5 + - 0,1
hmotnostních dílů NaCl v 96,5 hmotnostních dílech
vody.
2.3.1.2 Hodnota pH čerstvě připraveného roztoku musí být
v rozmezí od 6,4 do 7,2.
2.3.1.3 Hodnota pH se může upravit pouze zředěnou kyselinou
chlorovodíkovou nebo zředěným roztokem sody.
2.3.1.4 Doplňování roztoku se nesmí provádět přidáním
solného roztoku podle bodu 2.3.1.1, ale pouze
přidáním destilované vody do původní úrovně hladiny
v nádobě. Doplňování se může podle potřeby provádět
denně.
2.3.1.5 Roztok je nutné každý týden úplně vyměnit.
2.3.2 Přiložení napětí na prstence
2.3.2.1 Tři prstence se stlačí tak, aby byl pod napětím
vnější povrch.
2.3.2.2 Tři prstence se roztáhnou tak, aby byl pod napětím
vnitřní povrch.
2.3.2.3 Velikost napětí musí být rovná hodnotě největšího
dovoleného namáhání použité při výpočtu tloušťky
stěny:
Re
------, kde Re je zaručená nejmenší hodnota smluvní
1,3 meze kluzu při 0,2 %
v [MPa].
2.3.2.4 Skutečné napětí lze měřit elektrickými tenzometry.
2.3.2.5 Napětí může být také vypočteno pomocí vzorce
pí R (D - a)2
D1 = D +/- ------------------,
4 Eaz
kde
D1 = průměr prstence stlačeného (nebo rozevřeného);
D = vnější průměr lahve v mm;
a = tloušťka stěny lahve v mm;
Re
R = ------, [MPa];
1,3
E = modul pružnosti v MPa - 7.104 MPa;
z = korekční činitel (obrázek 3).
2.3.2.6 Je důležité, aby matice a šrouby byly od prstenců
elektricky izolovány a chráněny proti korozi
roztokem.
2.3.2.7 Šest prstenců musí být zcela ponořeno do solného
roztoku na dobu 10 minut.
2.3.2.8 Potom se prstence vyjmou a 50 minut ponechají na
vzduchu.
2.3.2.9 Tento cyklus se musí opakovat po dobu 30 dnů nebo do
prasknutí prstence, podle toho, co nastane dřív.
2.3.2.10 Vzorky se pečlivě prohlédnou, zda nemají trhliny.
2.4 VYHODNOCENÍ VÝSLEDKŮ
Slitina se považuje za vhodnou pro výrobu lahví na
plyny, jestliže žádný prstenec vystavený napětí
nevykazuje vznik trhlin viditelných pouhým okem nebo
při malém zvětšení (10 až 30 x) na konci zkoušky, to
je po 30 dnech.
2.5 PŘÍPADNÁ METALOGRAFICKÁ KONTROLA
2.5.1 Pokud nelze přítomnost trhlin s jistotou vyloučit
(například při vzniku řady leptových důlků), je
možné se o ní přesvědčit dodatečnou metalografickou
kontrolou provedenou na řezu kolmém k ose prstence v
podezřelé oblasti. Provede se porovnání stran
prstence namáhaných tahovým a tlakovým napětím z
hlediska druhu koroze (mezikrystalické či
transkrystalické) a hloubky korozního proniknutí.
2.5.2 Je-li koroze na obou stranách prstence podobná,
považuje se slitina za vyhovující.
Naopak, jestliže strana prstence namáhaná tahovým
napětím vykazuje mezikrystalické trhliny, které jsou
zřetelně hlubší než na straně namáhané tlakovým
napětím, prstenec při zkoušce nevyhověl.
2.6 PROTOKOLY
2.6.1 Musí být uveden název slitiny a/nebo číslo její
normy.
2.6.2 Musí být udány meze obsahu jednotlivých prvků ve
složení slitiny.
2.6.3 Musí být uvedeno skutečné chemické složení tavby, ze
které byly lahve vyrobeny.
2.6.4 Musí být uvedeny skutečné mechanické vlastnosti
slitiny spolu s minimálními požadavky na mechanické
vlastnosti.
2.6.5 Musí být uvedeny výsledky zkoušek.
ČÁST VI.
CERTIFIKÁT EHS SCHVÁLENÍ VZORU
Vydal ................................................. na základě
nařízení vlády č. 210/2001 Sb., kterým se stanoví technické
požadavky na tlakové nádoby na přepravu plynů, v souladu se
směrnicí Rady 84/525/EHS ze 17. září 1984, vztahující se na:
BEZEŠVÉ OCELOVÉ LAHVE NA PLYNY
------------------------------------------------------------------
EHS schválení vzoru č. ................... ze dne ................
Typ lahve ........................................................
(popis typové řady lahví, která obdržela EHS schválení)
Ph ....................... D .................. a ................
Lmin ............. Lmax ........... Vmin .......... Vmax .........
Výrobce nebo zástupce ............................................
(jméno a adresa výrobce nebo jeho zástupce)
.................................................................
.................................................................
.................................................................
Značka EHS schválení vzoru epsilon ........... epsilon ...........
Podrobné údaje o výsledcích zkoušek pro EHS schválení vzoru a
o hlavních vlastnostech vzoru jsou přiloženy.
Veškeré informace podá ...........................................
(jméno a adresa autorizované osoby)
.................................................................
Vystaveno v ...................... dne ...........................
....................
(podpis)
TECHNICKÁ PŘÍLOHA K CERTIFIKÁTU EHS SCHVÁLENÍ VZORU
1. Výsledky EHS přezkoušení vzoru s ohledem na EHS schválení.
2. Informace o hlavních vlastnostech vzoru, zejména:
- podélný řez lahví typu, pro nějž bylo uděleno schválení
vzoru, obsahující tyto údaje:
- jmenovitý vnější průměr, D,
- nejmenší tloušťku stěny, a,
- nejmenší tloušťku dna a hrdla,
- nejmenší a největší délka (nebo délky), Lmin, Lmax;
- objem nebo objemy, Vmin, Vmax;
- přetlak, Ph;
- jméno výrobce/číslo výkresu a datum;
- název typu lahve;
- údaje týkající se oceli podle bodu 2.1 části I.
[druh/chemické složení/způsob výroby/tepelné zpracování
/zaručené mechanické vlastnosti (pevnost v tahu - mez
kluzu)].
ČÁST VII.
VZOR
CERTIFIKÁT EHS OVĚŘENÍ
Podle nařízení vlády č. 210/2001 Sb., kterým se stanoví technické
požadavky na tlakové nádoby na přepravu plynů
Autorizovaná osoba ...............................................
.................................................................
Datum ............................................................
EHS schválení vzoru č. ...........................................
Popis lahví ......................................................
.................................................................
EHS ověření č. ...................................................
Výrobní dávka č. ................. až ............................
Výrobce ..........................................................
(jméno a adresa)
Země ................................. Značka ....................
Vlastník .........................................................
(jméno a adresa)
.................................................................
.................................................................
Zákazník .........................................................
(jméno a adresa)
.................................................................
.................................................................
OVĚŘOVACÍ ZKOUŠKY
1. MĚŘENÍ NA VZORKU LAHVÍ
Zkouška Dávka Vodní objem Hmotnost Nejmenší změřená
obsahující prázdné tloušťka
lahve
------------------------------------------------------------------
číslo od č..... (l) (kg) stěny (mm) dna (mm)
do č.....
-----------------------------------------------------------------
2. MECHANICKÉ ZKOUŠKY PROVEDENÉ NA VZORKU LAHVÍ
-----------------------------------------------------------------------------------------------------------------------
Tahová zkouška Zkouška rázem v ohybu
------------------------------------------------------------
Zkouška Tepelné Zkušební Mez Pevnost Tažnost Charpyho zkouška Zkouška Hydraulická Popis lomu
č. zpracování tyč podle kluzu v tahu A vrubové houževnatosti při ohybem zkouška (popis nebo
č. normy Re Rmt -20 st.C, šířka zkušební o 180 st. na přiložené
EURONORM tyče ... mm bez roztržení schéma)
-----------------------
(a)2-80 [MPa] [MPa] (%) průměrně minimálně prasknutí [0,1 MPa]
(b)11-80 J/cm2 J/cm2
-----------------------------------------------------------------------------------------------------------------------
----------------------------------------------------------------------------------------------------------
Minimální stanovené
hodnoty
-----------------------------------------------------------------------------------------------------------------------
Níže podepsaný tímto potvrzuje úspěšné provedení ověřovacích
postupů, zkoušek a kontrol, které jsou předepsány v bodě 6.3 části
II., přílohy č. 2 k nařízení vlády č. 210/2001 Sb., kterým se
stanoví technické požadavky na tlakové nádoby na přepravu plynů
Zvláštní poznámky ...............................................
................................................................
Obecné poznámky .................................................
................................................................
Datum ........................ Místo ............................
..................................
(podpis zaměstnance autorizované
osoby)
v zastoupení ....................................................
(Autorizovaná osoba)
Příl.3
Technické požadavky na bezešvé lahve na plyny
z nelegovaného hliníku a hliníkových slitin
ČÁST I. Technické požadavky
1. SYMBOLY A DEFINICE
1.1 Symboly použité v této příloze mají tento význam:
Ph = zkušební přetlak při hydraulické zkoušce v 0,1
MPa;
Pr = přetlak při roztržení lahve změřený při
zkoušce na roztržení v 0,1 MPa;
Prt = výpočtový nejnižší teoretický přetlak při
roztržení v 0,1 MPa;
Re = nejmenší hodnota meze kluzu zaručená výrobcem
lahví v MPa;
Rm = nejmenší hodnota pevnosti v tahu zaručená
výrobcem lahví v MPa;
a = výpočtová nejmenší tloušťka stěny válcové
části lahve v mm;
D = jmenovitý vnější průměr lahve v mm;
Rmt = skutečná pevnost v tahu v MPa;
d = průměr trnu pro zkoušku ohybem v mm.
1.2 MEZ KLUZU
Pro účely této přílohy se při výpočtu částí
namáhaných přetlakem použijí tyto hodnoty meze
kluzu:
- v případě hliníkových slitin smluvní mez kluzu při
0,2 %, Rp 0,2, to je hodnota napětí, při kterém
trvalá deformace dosáhne 0,2 % měřené délky
zkušební tyče,
- v případě nelegovaného hliníku v nevytvrzeném
stavu smluvní mez kluzu při 1 %.
1.3 Pro účely této přílohy se "přetlakem při roztržení"
rozumí přetlak při dosažení plastické nestability,
to je nejvyšší přetlak dosažený při tlakové zkoušce
na roztržení.
2. TECHNICKÉ POŽADAVKY
2.1 POUŽITÉ MATERIÁLY, TEPELNÉ A MECHANICKÉ ZPRACOVÁNÍ
2.1.1 Hliníková slitina či nelegovaný hliník jsou
definovány způsobem své výroby, svým jmenovitým
chemickým složením, tepelným zpracováním lahve,
odolností lahve proti korozi a svými mechanickými
vlastnostmi. Výrobce poskytne odpovídající informace
podle níže uvedených požadavků. Jakákoli změna v
těchto informacích bude považována za změnu v typu
materiálu pro účely EHS schvalování vzoru.
2.1.2 Pro výrobu lahví jsou povoleny tyto materiály:
a) všechny druhy nelegovaného hliníku obsahující
minimálně 99,5 % hliníku,
b) slitiny hliníku chemického složení podle tabulky
1, které byly podrobeny tepelnému a mechanickému
zpracování podle tabulky 2,
c) všechny ostatní hliníkové slitiny mohou být
použity pro výrobu lahví, pokud předem vyhoví při
zkoušce korozní odolnosti podle části II./1 této
přílohy.
Tabulka 1
-------------------------------------------------------------------------------
Chemické složení v %
-------------------------------------------------------------
Cu Mg Si Fe Mn Zn Cr Ti+Zr Ti ostatní Al
celkem
-------------------------------------------------------------------------------
Slitina B min. - 4,0 - - 0,5 - - - - -
max. 0,10 5,1 0,5 0,5 1,0 0,2 0,25 0,20 0,10 0,15 zbytek
-------------------------------------------------------------------------------
Slitina C min. - 0,6 0,7 - 0,4 - - - - -
max. 0,10 1,2 1,3 0,5 1,0 0,2 0,25 - 0,10 0,15 zbytek
-------------------------------------------------------------------------------
Tabulka 2
------------------------------------------------------------------
Tepelné a mechanické zpracování
------------------------------------------------------------------
Slitina B V pořadí:
1. Zpracování polotovaru k potlačení koroze:
- doba výdrže určená výrobcem,
- teplota mezi 210 a 260 st.C,
2. Protlačování se stupněm přetvoření za studena
nejvýše 30%.
3. Tváření horní zaoblené části: teplota kovu nesmí
být na konci operace nižší než 300 st.C.
------------------------------------------------------------------
Slitina C 1. Homogenizace před kalením:
- doba výdrže určená výrobcem,
- teplota v žádném případě nesmí být nižší než
525 st.C nebo vyšší než 550 st.C.
2. Kalení
3. Umělé stárnutí:
- doba výdrže určená výrobcem,
- teplota mezi 140 a 190 st.C.
------------------------------------------------------------------
2.1.3 Předkládá se osvědčení o rozboru taveb materiálu
použitého pro výrobu lahví.
2.1.4 Musí být umožněno provádět nezávislé chemické
rozbory. Tyto rozbory se provedou na zkušebních
vzorcích odebraných buď z polotovaru dodaného
výrobci lahví nebo ze zhotovených lahví. Pokud je
rozhodnuto odebrat zkušební vzorek z lahve, je
přípustné jej odebrat z jedné z lahví, které byly
již předtím vybrány pro mechanické zkoušky podle
bodu 7.1 nebo pro tlakovou zkoušku na roztržení
podle bodu 7.2 části II.
2.1.5 Tepelné a mechanické zpracování slitin podle bodu
2.1.2 písm. b) a c) části II.
2.1.5.1 Poslední operací při výrobě lahví, mimo obrábění na
čisto, je umělé stárnutí.
2.1.5.1.1 Uvádí se parametry konečného zpracování, které
provádí, to znamená:
- jmenovité teploty homogenizace a umělého stárnutí,
- jmenovité doby skutečné výdrže na teplotách
homogenizace a umělého stárnutí.
Při tepelném zpracování se dodržují uvedené
parametry v těchto mezích:
- teplotu homogenizace s přesností + - 5 st.C,
- teplotu umělého stárnutí s přesností + - 5 st.C,
- dobu skutečné výdrže s přesností + - 10 %.
2.1.5.1.2 U homogenizace a umělého stárnutí však výrobce může
uvést rozmezí teplot s rozdílem mezi krajními
hodnotami nepřevyšujícím 20 st.C. Pro každou z
těchto krajních hodnot uvede rovněž jmenovitou dobu
skutečné výdrže.
Pro každou mezilehlou teplotu se jmenovitá doba
skutečné výdrže určí v případě homogenizace lineární
interpolací doby výdrže a v případě umělého stárnutí
lineární interpolací logaritmu doby výdrže.
Tepelné zpracování se provádí při teplotě v rozmezí
uvedeném pro dobu skutečné výdrže, která se nesmí
lišit od jmenovité doby výdrže vypočtené výše
uvedeným způsobem o více než 10 %.
2.1.5.1.3 V dokumentaci předkládané pro účely EHS ověření se
uvádí parametry konečného tepelného zpracování.
2.1.5.1.4 Kromě konečného tepelného zpracování se uvádí také
všechna tepelná zpracování provedená při teplotě
vyšší než 200 st.C.
2.1.5.2 Výroba lahve nezahrnuje kalení a umělé stárnutí.
2.1.5.2.1 Uvádí se parametry posledního tepelného zpracování,
které byly provedeny za teploty vyšší než 200 st.C,
přičemž se v případě potřeby musí brát v úvahu
rozdíly mezi různými částmi lahve.
Rovněž se uvádí všechny operace tváření (například
protlačování, tažení nebo tváření horní zaoblené
části), při nichž teplota kovu nepřesahuje 200 st.C
a po kterých nebylo provedeno tepelné zpracování při
teplotě vyšší než zmíněná hodnota, jakož i poloha
části tvářeného tělesa lahve, která byla podrobena
největšímu tváření za studena, a příslušný stupeň
přetvoření za studena.
Pro účely tohoto ustanovení se "stupněm přetvoření
S - s
za studena" rozumí poměr ------, kde S je počáteční
s
průřez a s je konečný průřez.
Uvedené parametry tepelného zpracování a tváření se
dodržují v těchto mezích:
- dobu tepelného zpracování s přesností + - 10 % a
teplotu s přesností + - 5 st.C,
- stupeň přetvoření za studena té části lahve, která
byla podrobena největšímu přetvoření za studena, s
přesností + - 6 %, je-li průměr lahve rovný nebo
menší 100 mm, a s přesností + - 3 %, je-li průměr
větší než 100 mm.
2.1.5.2.2 U tepelného zpracování se však může uvést rozsah
teplot s rozdílem mezi krajními hodnotami
nepřevyšujícím 20 st.C. Pro každou z těchto krajních
hodnot se uvádí jmenovitá doba skutečné výdrže. Pro
každou mezilehlou teplotu se určí jmenovitá doba
skutečné výdrže lineární interpolací.
Tepelné zpracování se provádí při teplotě v rozmezí
uvedeném pro dobu skutečné výdrže, která se nesmí
lišit od jmenovité doby výdrže vypočtené výše
uvedeným způsobem o více než 10 %.
2.1.5.2.3 V dokumentaci předkládané pro účely EHS ověření se
uvádí parametry konečného tepelného zpracování a
operace tváření.
2.1.5.3 Pokud se výrobce rozhodne uvést rozmezí teplot
tepelného zpracování podle bodů 2.1.5.1.2 a
2.1.5.2.2 části I., pro účely EHS schvalování vzoru
předkládá dvě skupiny lahví, jednu složenou z lahví,
které se podrobily tepelnému zpracování při nejnižší
teplotě předpokládaného rozmezí, a druhou složenou z
lahví, které se podrobily tepelnému zpracování při
nejvyšší teplotě a při odpovídajících nejkratších
dobách výdrže.
2.2 VÝPOČET ČÁSTI NAMÁHANÝCH PŘETLAKEM
2.2.1 Tloušťka stěny válcové části lahve nesmí být menší
než tloušťka vypočítaná dle vzorce:
Ph . D
a = ------------ ,
20 R
------ + Ph
4/3
kde R je nižší hodnota z těchto dvou hodnot:
- Re
- 0,85 . Rm
2.2.2 Nejmenší tloušťka stěny nesmí být v žádném případě
menší než D
----- + 1,5 mm.
100
2.2.3 Tloušťka stěny a tvar dna a horní zaoblené části
lahve musí být takové, aby byly splněny požadavky
zkoušek podle bodů 7.2 (zkouška na roztržení) a 7.3
(cyklická únavová zkouška) části II.
2.2.4 Aby se dosáhlo vyhovujícího rozdělení napětí, musí
se tloušťka stěny lahve v oblasti přechodu mezi
válcovou částí a dnem zvětšovat postupně, pokud je
tloušťka dna větší než tloušťka stěny válcové části.
2.3 KONSTRUKCE A JAKOST PROVEDENÍ
2.3.1 U každé lahve se kontroluje tloušťka stěny a stav
vnitřního a vnější povrch pro ověření že:
- tloušťka stěny není nikde menší než udává
výkresová dokumentace,
- vnitřní a vnější povrch lahve nevykazují vady,
které by mohly negativně ovlivnit provozní
bezpečnost lahve.
2.3.2 Ovalita válcového pláště musí být omezena tak, aby
rozdíl mezi největším a nejmenším vnějším průměrem v
tomtéž průřezu nebyl větší než 1,5 % střední hodnoty
těchto průměrů. Maximální odchylka válcové části
pláště od přímky nesmí překročit 3 mm na 1 m délky.
2.3.3 Patní kroužky, pokud jsou na lahvích provedeny, musí
být dostatečně pevné a musí být vyrobeny z
materiálu, který je s ohledem na korozi kompatibilní
s typem materiálu, z něhož je lahev vyrobena. Tvar
patního kroužku musí lahvi zajistit dostatečnou
stabilitu. Patní kroužky nesmějí umožňovat hromadění
vody nebo vnikání vody mezi kroužek a lahev.
ČÁST II. Postupy při posuzování shody
1. EHS SCHVALOVÁNÍ VZORU
1.1 EHS schválení vzoru podle této přílohy může být
rovněž vydáno pro typovou řadu lahví.
"Typovou řadou lahví" se rozumějí lahve stejného
výrobce, které se liší pouze délkou, avšak jen v
těchto mezích:
- nejmenší délka nesmí být menší než trojnásobek
vnějšího průměru lahve;
- největší délka nesmí být větší než 1,5-násobek
délky zkoušené lahve.
2. ŽÁDOST O EHS SCHVALOVÁNÍ VZORU
2.1 K žádosti o EHS schvalování vzoru se předloží pro
každou typovou řadu lahví potřebná dokumentace pro
níže předepsané kontroly a poskytne dávka 50 lahví
nebo dvě dávky po 25 lahvích podle bodu 2.1.5.3
části I., z nichž se odebere požadovaný počet lahví
pro níže uvedené zkoušky, jakož i veškeré požadované
doplňkové informace.
Uvádí se druh tepelného zpracování a mechanického
zpracování, jakož i teploty a doby výdrže tepelného
zpracování podle bodu 2.1.5 části I. Dále se
předloží osvědčení o rozboru taveb materiálu
použitého při výrobě lahví.
2.2 Žádost a příslušná korespondence se vyhotovuje v
českém jazyce. V českém jazyce se vyhotovují i
přiložené dokumenty.
2.3 Žádost musí obsahovat tyto informace:
- jméno a adresu výrobce nebo žadatele, jejich
zplnomocněného zástupce, jakož i místo nebo místa
výroby lahví,
- kategorii lahví,
- uvažovaný účel použití nebo zakázané způsoby
použití,
- technické údaje,
- obchodní název, jestliže existuje, nebo typ.
2.4 K žádosti se přikládají dvě vyhotovení požadovaných
dokumentů, zejména:
2.4.1 Popis obsahující:
- materiálové specifikace, konstrukční metody a
pevnostní výpočty lahví,
- namontovaná bezpečnostní zařízení,
- místa, kde mají být umístěny značky schválení a
ověření dle této přílohy, jakož i další značky
stanovené zvláštními předpisy.
2.4.2 Výkresy celkového uspořádání, a kde je to vhodné,
detailní výkresy důležitých konstrukčních dílů.
2.4.3 Další informace stanovené v této příloze.
2.4.4 Prohlášení, že pro tentýž vzor lahve nebyla podána
jiná žádost o EHS schvalování vzoru.
3. PŘEZKOUŠENÍ PRO EHS SCHVALOVÁNÍ VZORU
3.1 Přezkoušení pro EHS schvalování vzoru se provádí na
základě výkresů, a kde je to vhodné, na vzorku
lahví.
Přezkoušení musí obsahovat:
a) prověření konstrukčních výpočtů, výrobních metod,
jakosti provedení a materiálů;
b) kde je to vhodné, prověření bezpečnostních
zařízení a měřících přístrojů a způsobů
instalace.
3.2 V průběhu postupu pro EHS schvalování vzoru dle této
přílohy se ověří, zda:
- jsou správné výpočty uvedené v bodě 2.2 část I.,
- tloušťka stěn na dvou lahvích vyhovuje požadavkům
bodu 2.2 část I., přičemž měření se provádějí na
třech příčných řezech a po celém obvodu podélných
řezů dna a horní zaoblené části,
- jsou splněny podmínky uvedené v bodech 2.1 a 2.3.3
část I.,
- jsou u všech lahví vybraných k této zkoušce
splněny požadavky bodu 2.3.2 část I.,
- vnitřní i vnější povrchy lahví jsou bez vad, které
by je činily nebezpečnými.
3.2.1 Na vybraných lahvích se provedou tyto zkoušky:
- zkoušku korozní odolnosti: odolnosti proti
mezikrystalické korozi a korozi pod napětím na 12
zkušebních tělesech podle popisu v části II./1
této přílohy,
- zkoušky podle bodu 7.1 část II. na dvou lahvích;
je-li však délka lahve 1500 mm či více, zkouška
tahem v podélném směru a ohybová zkouška se
provedou na zkušebních tyčích odebraných z horní a
dolní části pláště,
- zkoušku podle bodu 7.2 části II. na dvou lahvích,
- zkoušku podle bodu 7.3 části II. na dvou lahvích,
- zkoušku podle bodu 7.5 části II. na jedné lahvi,
- zkoušku podle bodu 7.7 části II. na všech lahvích
vzorku.
4. CERTIFIKÁT EHS SCHVÁLENÍ VZORU
4.1 Certifikát schválení vzoru obsahuje závěry
přezkoušení vzoru a uvádí všechny podmínky, jimiž
může být schválení vázáno. Doplňují jej popisy a
výkresy nutné pro identifikaci vzoru, popřípadě pro
vysvětlení jeho funkce. Vzor certifikátu je uveden v
části IV. této přílohy.
5. ZVEŘEJNĚNÍ EHS SCHVÁLENÍ VZORU
5.1 Současně s oznámením zainteresované straně se zašle
kopie certifikátu EHS schválení vzoru Komisi a
ostatním státům, které mohou rovněž obdržet kopie
definitivní technické dokumentace lahve a protokoly
o provedených přezkoušeních a zkouškách.
5.2 Odejmutí EHS schválení vzoru se zveřejňuje v souladu
s postupem stanoveným v bodě 5.1.
5.3 O odmítnutí EHS schválení vzoru, se uvědomí ostatní
státy a Komise.
6. EHS OVĚŘENÍ
6.1 Pro účely EHS ověření výrobce lahví předkládá
autorizované osobě:
6.1.1 certifikát EHS schválení vzoru;
6.1.2 osvědčení o rozboru ingotu tavby materiálu použitého
pro výrobu lahví;
6.1.3 prostředky k identifikaci tavby, z níž je kterákoli
lahev vyrobena;
6.1.4 dokumentaci týkající se tepelného zpracování a
mechanického zpracování a uvést použité zpracování
podle bodu 2.1.5 části I.;
6.1.5 seznam lahví s uvedením čísel a nápisů požadovaných
v části III.
6.1.6 EHS ověření se může provádět v jedné nebo více
etapách podle požadavků uvedených v příloze 3:
6.1.6.1 EHS ověření se provádí pouze v jedné etapě u lahví,
které při výstupu z výrobního závodu tvoří jeden
celek, to jsou lahve, které mohou být dopraveny na
místo instalace bez rozebrání;
6.1.6.2 lahve, které nejsou odesílány jako jeden kus, se
ověřují ve dvou nebo více etapách;
6.1.6.3 ověřováním se musí zejména zajistit, aby lahev
vyhovovala schválenému vzoru, nebo, v případě lahví
vyjmutých z EHS schválení vzoru, aby vyhovovala
požadavkům uvedeným v této příloze.
6.2 Podstata EHS ověření
6.2.1 Podle požadavků uvedených v této příloze ověření
zahrnuje:
- přezkoušení jakosti materiálů,
- prověření konstrukčních výpočtů, výrobních metod,
jakosti provedení a použitých materiálů,
- vnitřní prohlídku skládající se z kontroly
vnitřních částí a svarů,
- tlakovou zkoušku,
- kontrolu všech bezpečnostních zařízení a
namontovaných měřicích přístrojů,
- vnější prohlídku různých částí lahve,
- provozní zkoušku, je-li požadována.
6.3 V průběhu EHS ověření:
6.3.1 Autorizovaná osoba:
- zjišťuje, zda byl dodán certifikát EHS schválení
vzoru a zda lahve jsou s ním ve shodě,
- zkontroluje dokumenty obsahující údaje o
materiálech,
- zkontroluje, zda byly splněny technické požadavky
uvedené v bodě 2 části I., a zejména na základě
vnější a v případě možnosti i vnitřní vizuální
prohlídky lahve prověří, zda provedení lahví a
zkoušky uskutečněné výrobcem v souladu s bodem
2.4.1 části I. jsou vyhovující; vizuální prohlídce
se musí podrobit nejméně 10 % předložených lahví,
- na slitinách podle bodu 2.1.2 písm. c) části I.
této přílohy provede zkoušku odolnosti proti
mezikrystalické korozi, a to na třech zkušebních
tělesech odebraných po jednom z každé části (horní
zaoblená část, plášť, dno) v souladu s bodem 1
části II.,
- provede zkoušky podle bodů 7.1 a 7.2 části II.,
- zkontroluje, zda informace předané výrobcem v
seznamu podle bodu 6.1.5 jsou správné; tato
kontrola se provádí namátkově,
- posoudí výsledky kontroly homogenity dávky
provedené výrobcem v souladu s bodem 7.6 části II.
Jsou-li výsledky těchto kontrol vyhovující, vydá
autorizovaná osoba certifikát EHS ověření podle
předlohy dle části V. této přílohy.
6.3.2 Pro oba druhy zkoušek předepsaných v bodech 7.1 a
7.2 části II. se z každé dávky 202 lahví nebo z její
části, která byla vyrobena z téže tavby a podrobila
se předepsanému tepelnému zpracování za stejných
podmínek, namátkově vyberou dvě lahve.
Jedna z lahví se podrobí zkouškám podle bodu 7.1
části II. (mechanickým zkouškám), druhá lahev
zkoušce podle bodu 7.2 části II. (zkoušce na
roztržení). Pokud se prokáže, že některá zkouška
byla provedena nesprávně nebo že vznikla chyba při
měření, musí se zkouška opakovat.
Jsou-li výsledky jedné či několika zkoušek třeba jen
částečně nevyhovujících, je výrobce povinen pod
dohledem autorizované osoby zjistit příčinu.
6.3.2.1 Pokud nebyly nevyhovující výsledky způsobeny
tepelným zpracováním, celá dávka nevyhovuje.
6.3.2.2 Jestliže byly nevyhovující výsledky způsobeny
tepelným zpracováním, mohou se všechny lahve z dávky
podrobit dalšímu tepelnému zpracování. Toto další
zpracování může být pouze jedno.
V tomto případě:
- výrobce provede kontrolu podle bodu 7.6 část II.,
- autorizovaná osoba provede všechny zkoušky podle
bodu 6.2.2.
Výsledky zkoušek provedených po tomto novém tepelném
zpracování musí splňovat požadavky uvedené v této
příloze.
6.3.3 Výběr zkušebních vzorků a všechny zkoušky se
provádějí za přítomnosti a pod dozorem zástupce
autorizované osoby. V případě zkoušky podle čtvrté
odrážky bodu 6.2.1 se může autorizovaná osoba omezit
na to, že bude zastoupena pouze při výběru
zkušebních vzorků a přezkoumání výsledků.
6.3.4 Po provedení všech stanovených zkoušek se všechny
lahve v dávce musí podrobit hydraulické zkoušce
podle bodu 7.4 části II. za přítomnosti a pod
dozorem zástupce autorizované osoby.
7. ZKOUŠKY
7.1 MECHANICKÉ ZKOUŠKY
S výjimkou požadavků, které jsou uvedeny níže, se
mechanické zkoušky provádějí podle těchto norem:
EURONORM 2-80: zkouška tahem pro ocel,
EURONORM 3-79: zkouška tvrdosti dle Brinella,
EURONORM 6-55: zkouška ohybem pro ocel,
EURONORM 11-80: zkouška tahem pro ocelové plechy a
pásy tloušťky do 3 mm,
EURONORM 12-55: zkouška ohybem pro ocelové plechy a
pásy tloušťky do 3 mm.
7.1.1 Všeobecné požadavky
Všechny mechanické zkoušky pro ověření jakosti
materiálu použitého pro výrobu lahví se provádějí na
zkušebních tyčích odebraných ze zhotovených lahví.
7.1.2 Druhy zkoušek a vyhodnocení výsledků zkoušek
Na každé zkušební lahvi se provede jedna zkouška
tahem v podélném směru a čtyři zkoušky ohybem v
obvodovém směru.
7.1.2.1 Zkouška tahem
7.1.2.1.1 Zkušební tyč pro zkoušku tahem musí odpovídat
ustanovením:
- kapitoly 4 normy EURONORM 2-80, je-li její
tloušťka 3 mm nebo větší,
- kapitoly 4 normy EURONORM 11-80, je-li její
tloušťka menší než 3 mm. V tomto případě bude
měřená šířka a délka zkušební tyče 12,5 mm, resp.
50 mm bez ohledu na tloušťku zkušební tyče.
Obě strany zkušební tyče, které odpovídají vnitřnímu
a vnějšímu povrchu stěny lahve, nesmějí být
obrobeny.
7.1.2.1.2 - U slitin C podle bodu 2.1.2 písm. b) části I. a
slitin podle bodu 2.1.2 písm. c) části I., nesmí
být tažnost menší než 12 %.
- U slitin B podle bodu 2.1.2 písm. b) části I.
nesmí být tažnost menší než 12 %, jestliže se
tahová zkouška provádí na jediné zkušební tyči
odebrané ze stěny lahve. Zkouška tahem může být
rovněž provedena na čtyřech zkušebních tyčích
odebraných z poloh rovnoměrně rozložených po stěně
lahve. V tomto případě je nutno dosáhnout těchto
výsledků:
- žádná jednotlivá hodnota tažnosti nesmí být
menší než 11 %,
- průměr ze čtyř měření tažnosti musí být alespoň
12 %,
- v případě nelegovaného hliníku nesmí být tažnost
menší než 12 %.
7.1.2.1.3 Zjištěná hodnota pevnosti v tahu nesmí být menší než
Rm.
Mez kluzu, která se stanovuje při zkoušce tahem,
musí odpovídat hodnotě použité podle bodu 1.1 části
I. při výpočtu lahve.
Zjištěná hodnota meze kluzu nesmí být menší než Re.
7.1.2.2 Zkouška ohybem
7.1.2.2.1 Zkouška ohybem se provádí na zkušebních tyčích
získaných rozříznutím prstence šířky 3.a na dvě
stejné části; v žádném případě nesmí být šířka
zkušební tyče menší než 25 mm. Každý prstenec může
být obroben pouze na okrajích. Okraje nesmí mít
poloměr zaoblení větší než 1/10 tloušťky zkušební
tyče nebo mohou být sraženy pod úhlem 45 st.
7.1.2.2.2 Zkouška ohybem se provádí na trnu o průměru d a na
dvou válcích vzdálených od sebe d + 3 a. Během
zkoušky musí vnitřní plocha prstence zůstat v dotyku
s trnem.
7.1.2.2.3 Zkušební tyč nesmí prasknout, je-li ohnuta okolo
trnu tak, že vnitřní okraje nejsou od sebe vzdáleny
více, než činí průměr trnu (viz schéma v dodatku 2
této přílohy).
7.1.2.2.4 Poměr (n) mezi průměrem trnu a tloušťkou zkušební
tyče nesmí překročit hodnoty uvedené v tabulce 1.
Tabulka 1
-------------------------------------------------------
skutečná pevnost v tahu hodnota n
Rmt v MPa
-------------------------------------------------------
do 220 včetně 5
nad 220 do 330 včetně 6
nad 330 do 440 včetně 7
nad 440 8
-------------------------------------------------------
7.2 HYDRAULICKÁ ZKOUŠKA NA ROZTRŽENÍ
7.2.1 Zkušební podmínky
Zkoušené lahve musí být označeny podle části III.
7.2.1.1 Hydraulická zkouška na roztržení se provádí ve dvou
po sobě následujících etapách na zkušebním zařízení,
které umožňuje postupné zvyšování přetlaku v lahvi
až do jejího roztržení a grafické znázornění křivky
závislosti přetlaku na čase. Zkouška se musí
provádět za pokojové teploty.
7.2.1.2 V průběhu první etapy se přetlak zvyšuje konstantní
rychlostí až do začátku plastické deformace.
Rychlost zvyšování přetlaku nesmí překročit 0,5
MPa/s.
Od začátku plastické deformace (druhá etapa) nesmí
být výkon čerpadla větší než dvojnásobný oproti
první etapě a musí být udržován konstantní až do
roztržení lahve.
7.2.2 Vyhodnocení zkoušky
7.2.2.1 Vyhodnocení zkoušky na roztržení zahrnuje:
- vyhodnocení křivky závislosti přetlaku na čase pro
určení přetlaku při roztržení,
- vyhodnocení trhliny a tvaru jejích okrajů,
- ověření, zda v případě lahve s konkávním dnem
nedošlo k obrácení tvaru dna.
7.2.2.2 Změřený přetlak při roztržení (Pr) musí být větší
než hodnota daná vzorcem:
20a x Rm
Prt = --------------
D - a
7.2.2.3 Zkouška na roztržení nesmí způsobit rozpad lahve na
zlomky.
7.2.2.4 Hlavní trhlina nesmí mít charakter křehkého lomu to
znamená, že okrajové hrany lomu nesmí být radiální,
ale musí být skloněny vůči rovině průměru a
vykazovat kontrakci.
Trhlina je přijatelná pouze za těchto podmínek:
- v případě lahví o tloušťce stěny "a" do 13 mm:
- větší část trhliny musí být zřetelně podélná,
- trhlina se nesmí několikanásobně rozvětvovat,
- trhlina se nesmí obvodově rozšiřovat dále než 90
st. na každou stranu od své hlavní části,
- trhlina se nesmí šířit do částí lahve, které jsou
1,5 krát silnější než největší tloušťka měřená v
polovině délky lahve; v případě lahví s konvexním
dnem nesmí trhlina dosáhnout středu dna lahve;
- v případě lahví o tloušťce "a" přesahující 13 mm
musí být větší část trhliny zřetelně podélná.
7.2.2.5 Trhlina nesmí odhalit zřetelnou vadu materiálu.
7.3 CYKLICKÁ ÚNAVOVÁ ZKOUŠKA
7.3.1 Zkoušená lahev musí být označena podle části III.
7.3.2 Cyklická únavová zkouška se provádí s použitím
nekorozivní kapaliny na dvou lahvích, u kterých
výrobce zaručuje, že jsou dostatečně reprezentativní
pro minimální konstrukční hodnoty specifikované v
konstrukčním návrhu.
7.3.3 Tato zkouška je cyklická. Horní cyklický přetlak je
roven buď přetlaku Ph nebo jeho dvěma třetinám.
Dolní cyklický přetlak nesmí překročit 10 % hodnoty
horního cyklického přetlaku.
Minimální počet cyklů a maximální zkušební frekvence
jsou uvedeny v tabulce 2:
Tabulka 2
-----------------------------------------------------------------
maximální použitý přetlak Ph 2/3 Ph
-----------------------------------------------------------------
minimální počet cyklů 12 000 80 000
-----------------------------------------------------------------
maximální frekvence cyklů za minutu 5 12
-----------------------------------------------------------------
Teplota měřená na vnější stěně lahve nesmí během
zkoušky překročit 50 st. C.
Zkouška se považuje za vyhovující, když lahev
dosáhne požadovaného počtu cyklů, aniž dojde k úniku
kapaliny.
7.4 HYDRAULICKÁ ZKOUŠKA
7.4.1 Přetlak vody v lahvi se musí zvětšovat rovnoměrnou
rychlostí až do dosažení přetlaku Ph.
7.4.2 Lahev musí zůstat pod přetlakem Ph dostatečně
dlouho, aby se prokázalo, že přetlak nemá tendenci
klesat a že nedochází k úniku kapaliny.
7.4.3 Po zkoušce nesmí lahev vykazovat trvalou deformaci.
7.4.4 Lahve, které nesplní požadavky zkoušky, musí být
vyřazeny.
7.5 KONTROLA HOMOGENITY LAHVE
Zkouškou se ověřuje, zda kterékoli dva body na
vnějším povrchu lahve nevykazují rozdíl v tvrdosti
větší než 15 HB. Kontrola se provádí na dvou
příčných řezech lahve poblíž hrdla a dna, vždy ve
čtyřech rovnoměrně vzdálených bodech.
7.6 KONTROLA HOMOGENITY DÁVKY
Touto zkouškou, kterou provádí výrobce, se měřením
tvrdosti nebo jiným vhodným způsobem ověřuje, zda
nedošlo k chybě při volbě výchozích polotovarů nebo
při tepelném zpracování.
7.7 KONTROLA DNA
Středem dna lahve se provede podélný řez a jeden z
takto získaných povrchů se vyleští pro zkoušku při
pětinásobném až desetinásobném zvětšení.
Lahev se považuje za vadnou, jsou-li zjištěny
trhliny. Za vadnou se považuje i tehdy, jestliže
rozměry přítomných pórů či vměstků se ukazují tak
velké, že může být ohrožena bezpečnost.
ČÁST II./1
KOROZNÍ ZKOUŠKY
1. ZKOUŠKA NÁCHYLNOSTI K MEZIKRYSTALICKÉ KOROZI
Níže popsaná metoda se skládá z ponoření zkušebních
vzorků odebraných ze zkoušené zhotovené lahve do
jednoho ze dvou různých korozívních roztoků
a z jejich vyhodnocení po stanovené době leptání
s cílem zjistit jakékoli známky mezikrystalické
koroze a určit povahu a stupeň této koroze. Šíření
mezikrystalické koroze se zjišťuje metalograficky na
vyleštěných plochách řezů kolmých k leptanému
povrchu.
1.1 ODBĚR ZKUŠEBNÍCH VZORKŮ
Zkušební vzorky se odebírají z horní zaoblené části,
tělesa a dna lahve (obrázek 1), aby bylo možné
provést na materiálu z těchto tří částí lahve
zkoušky s roztokem A podle bodu 1.3.2.1 nebo s
roztokem B podle bodu 1.3.2.2.
Každý zkušební vzorek musí mít celkový tvar a
rozměry podle obrázku 2.
Plochy a1 a2 a3 a4, b1 b2 b3 b4, a1 a2 b2 b1, a4 a3
b3 b4 se vyříznou pásovou pilou a pečlivě opracují
jemným pilníkem. Plochy a1 a4 b4 b1 a a2 a3 b3 b2,
které odpovídají vnitřnímu a vnějšímu povrchu lahve,
se ponechají v hrubě opracovaném stavu.
1.2 PŘÍPRAVA POVRCHU PŘED KOROZIVNÍM LEPTÁNÍM
1.2.1 Potřebné látky
HNO3 pro analýzu, hustota 1,33 g.cm-3,
HF pro analýzu, hustota 1,14 g.cm-3 (při 40%),
deionizovaná voda.
1.2.2 Postup
V kádince se připraví roztok:
HNO3: 63 cm3,
HF: 6 cm3,
H20: 929 cm3.
Roztok se zahřeje na teplotu 95 st.C.
Každý zkušební vzorek, zavěšený na hliníkovém drátě,
se vystaví působení tohoto roztoku ponořením na dobu
1 minuty.
Vzorek se omyje tekoucí vodou a potom deionizovanou
vodou.
Pro odstranění všech případných usazenin mědi se
vzorek ponoří do kyseliny dusičné podle bodu 1.2.1
na dobu 1 minuty při pokojové teplotě.
Vzorek se opláchne deionizovanou vodou.
Aby se zabránilo okysličení vzorků, musí být
zkušební vzorky ihned po této přípravě ponořeny do
příslušné korozní lázně (viz bod 1.3.1).
1.3 PROVEDENÍ ZKOUŠKY
1.3.1 Podle uvážení autorizované osoby se použije jeden z
těchto dvou korozívních roztoků: první složený z 57
g/l chloridu sodného a 3 g/l peroxidu vodíku (roztok
A), druhý složený z 30 g/l chloridu sodného a 5 g/l
kyseliny chlorovodíkové (roztok B).
1.3.2 Příprava korozívních roztoků
1.3.2.1 Roztok A
1.3.2.1.1 Potřebné látky:
NaCl krystalický pro analýzu,
H2O2 lékařský,
KMnO4 pro analýzu,
H2SO4 pro analýzu, hustota 1,83 g.cm-3,
deionizovaná voda.
1.3.2.1.2 Titrace peroxidu vodíku
Protože peroxid vodíku není příliš stabilní, je
důležité před každým použitím zkontrolovat jeho titr
tímto způsobem:
Pipetou se odměří 10 cm3 peroxidu vodíku a doředí se
deionizovanou vodou na 1000 cm3 (v odměrné baňce),
čímž se získá roztok peroxidu vodíku označený C.
Pipetou se odměří do Erlenmeyerovy baňky:
- 10 cm3 roztoku peroxidu vodíku C,
- přibližně 2 cm3 H2SO4 hustoty 1,83 g.cm-3.
K titraci se použije roztok 1,859 g/l manganistanu
draselného. Manganistan draselný samotný slouží jako
indikátor.
1.3.2.1.3 Princip titrace
Reakci manganistanu draselného s peroxidem vodíku v
prostředí kyseliny sírové vyjadřuje rovnice:
2 KMnO4 + 5 H2O2 + 3 H2SO4 -> K2SO4 + 2 MnSO4 + 8
H2O + 5 O2,
z níž vyplývá ekvivalence: 316 g KMnO4 = 170 g H2O2.
1 g čistého peroxidu vodíku tedy reaguje s 1859 g
manganistanu draselného; z tohoto důvodu se používá
roztok 1,859 g/l manganistanu draselného, který
nasycuje - v odpovídajících objemových poměrech - 1
g/l peroxidu vodíku. Protože peroxid vodíku byl na
počátku 100-násobně zředěn, představuje 10 cm3
zkušebního vzorku 0,1 cm3 původního peroxidu vodíku.
Objem roztoku manganistanu draselného v cm3,
spotřebovaného k titraci, se vynásobí deseti, čímž
se získá hodnota titru T původního peroxidu vodíku v
g/l.
1.3.2.1.4 Příprava roztoku
Postup pro 10 litrů:
570 g chloridu sodného se rozpustí v deionizované
vodě tak, aby se získal roztok o celkovém objemu 9
l. Přidá se peroxid vodíku v množství vypočítaném
níže uvedeným způsobem. Roztok se promíchá a doplní
deionizovanou vodou na objem 10 l.
Výpočet objemu peroxidu vodíku, který je třeba
přidat do roztoku
Potřebné množství čistého peroxidu vodíku: 30 g.
Jestliže peroxid vodíku obsahuje T gramů H2O2 na 1
l, bude potřebný objem vyjádřený v cm3:
1000 . 30
-----------
T
1.3.2.2 Roztok B
1.3.2.2.1 Potřebné látky:
NaCl krystalický pro analýzu,
HCl čistá koncentrovaná, 37 % HCl,
deionizovaná voda.
1.3.2.2.2 Příprava roztoku:
Postup pro 10 l roztoku:
300 g chloridu sodného a 50 g HCl (50 g = 0,5 %) se
rozpustí v 9 litrech deionizované vody, promíchá a
doplní na 10 litrů.
1.3.3 Podmínky leptání
1.3.3.1 Leptání v roztoku A
Korozívní roztok se nalije do krystalizátoru
(případně do široké kádinky) umístěného ve vodní
lázni. Vodní lázeň se míchá magnetickým míchadlem a
teplota se reguluje dotykovým teploměrem.
Zkušební vzorek se buď zavěsí do korozívního roztoku
na hliníkovém drátu nebo se umístí v roztoku tak, že
spočívá pouze na rozích, což je výhodnější. Doba
leptání je 6 hodin, teplota se udržuje na 30 st.C
+/- 1 st.C. Je třeba dbát na to, aby bylo zajištěno
dostatečné množství činidla, alespoň 10 cm3 na cm2
povrchu vzorku.
Po leptání se zkušební vzorek omyje vodou, ponoří se
asi na 30 sekund do 50 % roztoku kyseliny dusičné,
opět se omyje vodou a osuší stlačeným vzduchem.
1.3.3.2 Najednou lze leptat více zkušebních vzorků, pokud
patří ke stejnému typu slitiny a vzájemně se
nedotýkají. Samozřejmě musí být dodrženo minimální
množství činidla na jednotku povrchu vzorku.
1.3.3.3 Leptání v roztoku B
Korozívní roztok se nalije do vhodné skleněné
nádoby (například do kádinky). Zkouška se provádí za
pokojové teploty. Není-li možné se během zkoušky
vyhnout kolísání pokojové teploty, je vhodnější
provádět zkoušku ve vodní lázni, jejíž teplota se
termostatem udržuje na 23 st.C. Doba leptání je 72
hodin.
Upevnění zkušebních vzorků v korozívním roztoku je
podle bodu 2.3.1. Po leptání se vzorky pečlivě omyjí
deionizovanou vodou a osuší stlačeným vzduchem
prostým mastnoty. Je třeba dbát na to, aby poměr
množství korozívního roztoku k povrchu vzorku v
ml/cm2 byl neustále udržován na hodnotě 10 : 1 (viz
bod 2.3.1).
1.4 PŘÍPRAVA ZKUŠEBNÍCH VZORKŮ K VYHODNOCENÍ
1.4.1 Potřebné materiály
Zalévací misky o rozměrech například:
- vnější průměr: 40 mm,
- výška: 27 mm,
- tloušťka stěny: 2,5 mm,
aralditová pryskyřice DCY 230
tužidlo HY 951 } nebo ekvivalentní
materiály
1.4.2 Postup
Každý zkušební vzorek se umístí svisle do zalévací
misky tak, aby spočíval na ploše a1 a2 a3 a4. Okolo
vzorku se nalije směs aralditu DCY 230 a tužidla HY
951 v poměru 9 : 1.
Doba vytvrzování je 24 hodin.
Určité množství materiálu se z plochy a1 a2 a3 a4
odstraní nejlépe odsoustružením tak, aby řez a'1 a'2
a'3 a'4 pozorovaný pod mikroskopem nevykazoval
korozi zasahující do něj z povrchu a1 a2 a3 a4.
Vzdálenost mezi povrchy a1 a2 a3 a4 a a'1 a'2 a'3
a'4, to je tloušťka odebraná soustruhem, musí být
nejméně 2 mm (obrázky 2 a 3).
Řez pro vyhodnocení musí být mechanicky vyleštěn
oxidem hlinitým nejprve na papíře a potom na plsti.
1.5 METALOGRAFICKÁ KONTROLA ZKUŠEBNÍCH VZORKŮ
Kontrola spočívá v zaznamenání rozsahu
mezikrystalické koroze v oblasti podél obvodu řezu
zkoumaného podle bodu 1.6. Přitom se berou v úvahu
vlastnosti kovu na vnějším i vnitřním povrchu lahve
a napříč stěnou lahve.
Řez se zkoumá nejprve při malém zvětšení (například
40 x) za účelem nalezení nejvíce zkorodované oblasti
a potom při větším zvětšení, obvykle asi 300 x, za
účelem posouzení povahy a rozsahu koroze.
1.6 VYHODNOCENÍ METALOGRAFICKÉ KONTROLY
Vyhodnocení spočívá v ověření, zda mezikrystalická
koroze je povrchová:
1. u slitin s rovnoosými krystality nesmí hloubka
koroze podél celého obvodu řezu překročit vyšší z
těchto dvou hodnot:
- velikost tří zrn ve směru kolmém na zkoumaný
povrch,
- 0,2 mm;
Je však povoleno místní překročení těchto hodnot za
předpokladu, že není pozorováno ve více než čtyřech
zorných polích při 300-násobném zvětšení.
2. u slitin s krystality orientovanými jedním směrem
v důsledku tváření za studena nesmí hloubka
koroze z každé strany, které představují vnitřní
a vnější povrch lahve, překročit 0,1 mm.
2. ZKOUŠKA NÁCHYLNOSTI KE KOROZI POD NAPĚTÍM
Níže popsaná metoda se skládá z přiložení
mechanického napětí na prstence vyříznuté z válcové
části lahve, jejich ponoření do solného roztoku na
stanovenou dobu a následného vyjmutí a vystavení
delšímu působení vzduchu, přičemž tento cyklus se
opakuje po 30 dnů. Jestliže se na prstencích po 30
dnech neobjeví trhliny, může být slitina považována
za vhodnou k výrobě lahví.
2.1 ODBĚR ZKUŠEBNÍCH VZORKŮ
Z válcové části lahve se vyřízne šest prstenců o
šířce 4.a nebo 25 mm, podle toho, která je větší
(viz obrázek 1). Zkušební vzorky musí mít výřez 60
st. a vystaví se působení mechanického napětí
vyvolaného pomocí šroubu a dvou matek (viz obrázek
2).
Vnitřní ani vnější povrch zkušebních vzorků nesmí
být obroben.
2.2 PŘÍPRAVA POVRCHU PŘED KOROZNÍ ZKOUŠKOU
Všechny stopy mastnoty, oleje a lepidla používaného
pro tenzometry (viz bod 2.3.2.4) se musí odstranit
vhodným rozpouštědlem.
2.3 PROVEDENÍ ZKOUŠKY
2.3.1 Příprava korozívního roztoku
2.3.1.1 Solný roztok se připraví rozpuštěním 3,5 + - 0,1
hmotnostních dílů NaCl v 96,5 hmotnostních dílech
vody.
2.3.1.2 Hodnota pH čerstvě připraveného roztoku musí být
v rozmezí od 6,4 do 7,2.
2.3.1.3 Hodnota pH se může upravit pouze zředěnou kyselinou
chlorovodíkovou nebo zředěným roztokem sody.
2.3.1.4 Doplňování roztoku se nesmí provádět přidáním
solného roztoku podle bodu 2.3.1.1, ale pouze
přidáním destilované vody do původní úrovně hladiny
v nádobě. Doplňování se může podle potřeby provádět
denně.
2.3.1.5 Roztok je nutné každý týden úplně vyměnit.
2.3.2 Přiložení napětí na prstence
2.3.2.1 Tři prstence se stlačí tak, aby byl pod napětím
vnější povrch.
2.3.2.2 Tři prstence se roztáhnou tak, aby byl pod napětím
vnitřní povrch.
2.3.2.3 Velikost napětí musí být rovná hodnotě největšího
dovoleného namáhání použité při výpočtu tloušťky
stěny:
Re
------, kde Re je zaručená nejmenší hodnota smluvní
1,3 meze kluzu při 0,2 %
v [MPa].
2.3.2.4 Skutečné napětí lze měřit elektrickými tenzometry.
2.3.2.5 Napětí může být také vypočteno pomocí vzorce
pí R (D - a)2
D1 = D +/- ------------------,
4 Eaz
kde
D1 = průměr prstence stlačeného (nebo rozevřeného);
D = vnější průměr lahve v mm;
a = tloušťka stěny lahve v mm;
Re
R = ------, [MPa];
1,3
E = modul pružnosti v MPa - 7.104 MPa;
z = korekční činitel (obrázek 3).
2.3.2.6 Je důležité, aby matice a šrouby byly od prstenců
elektricky izolovány a chráněny proti korozi
roztokem.
2.3.2.7 Šest prstenců musí být zcela ponořeno do solného
roztoku na dobu 10 minut.
2.3.2.8 Potom se prstence vyjmou a 50 minut ponechají na
vzduchu.
2.3.2.9 Tento cyklus se musí opakovat po dobu 30 dnů nebo do
prasknutí prstence, podle toho, co nastane dřív.
2.3.2.10 Vzorky se pečlivě prohlédnou, zda nemají trhliny.
2.4 VYHODNOCENÍ VÝSLEDKŮ
Slitina se považuje za vhodnou pro výrobu lahví na
plyny, jestliže žádný prstenec vystavený napětí
nevykazuje vznik trhlin viditelných pouhým okem nebo
při malém zvětšení (10 až 30 x) na konci zkoušky, to
je po 30 dnech.
2.5 PŘÍPADNÁ METALOGRAFICKÁ KONTROLA
2.5.1 Pokud nelze přítomnost trhlin s jistotou vyloučit
(například při vzniku řady leptových důlků), je
možné se o ní přesvědčit dodatečnou metalografickou
kontrolou provedenou na řezu kolmém k ose prstence v
podezřelé oblasti. Provede se porovnání stran
prstence namáhaných tahovým a tlakovým napětím z
hlediska druhu koroze (mezikrystalické či
transkrystalické) a hloubky korozního proniknutí.
2.5.2 Je-li koroze na obou stranách prstence podobná,
považuje se slitina za vyhovující.
Naopak, jestliže strana prstence namáhaná tahovým
napětím vykazuje mezikrystalické trhliny, které jsou
zřetelně hlubší než na straně namáhané tlakovým
napětím, prstenec při zkoušce nevyhověl.
2.6 PROTOKOLY
2.6.1 Musí být uveden název slitiny a/nebo číslo její
normy.
2.6.2 Musí být udány meze obsahu jednotlivých prvků ve
složení slitiny.
2.6.3 Musí být uvedeno skutečné chemické složení tavby, ze
které byly lahve vyrobeny.
2.6.4 Musí být uvedeny skutečné mechanické vlastnosti
slitiny spolu s minimálními požadavky na mechanické
vlastnosti.
2.6.5 Musí být uvedeny výsledky zkoušek.
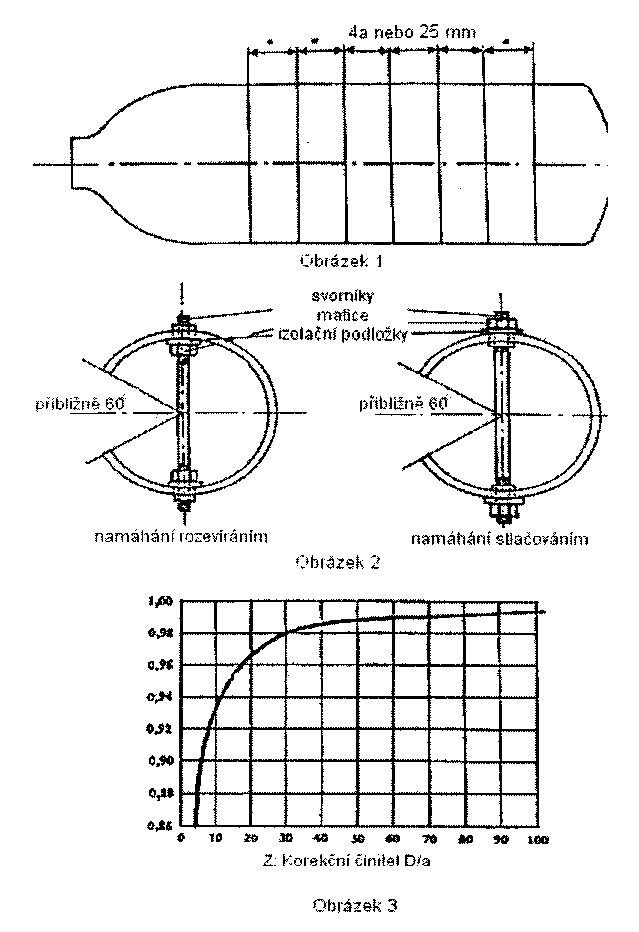
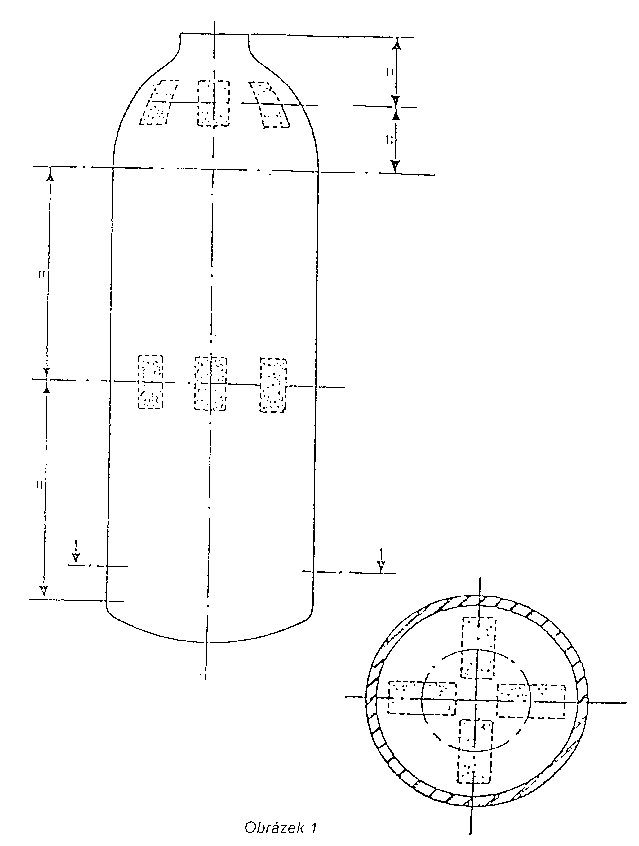
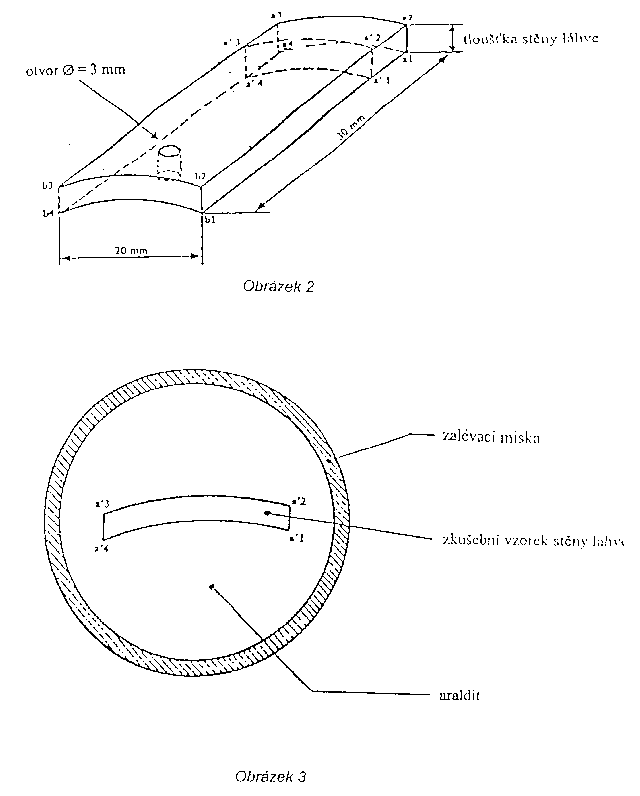 ČÁST III. Značky a nápisy
1. OBECNĚ
1.1 Značky a nápisy uvedené v tomto bodě musí být
vyraženy viditelně, čitelně a nesmazatelně na horní
zaoblené části lahve.
1.2 V případě lahví o objemu do 15 l lze značky a nápisy
vyrazit buď na horní zaoblenou část nebo na jinou
část lahve dostatečné tloušťky.
1.3 V případě lahví o průměru menším než 75 mm musí být
tyto značky vysoké 3 mm.
1.4 EHS značka schválení vzoru se vyráží v tomto pořadí:
- na lahve, které podléhají EHS schválení vzoru a
EHS ověření:
- stylizované písmeno epsilon,
- pořadové číslo 2 označující skupinu bezešvých
lahví na plyny z hliníku a jeho slitin,
- velké písmeno (nebo písmena) označující stát,
který udělil EHS schválení vzoru, a poslední dvě
číslice roku, kdy bylo schválení vzoru uděleno,
- číslo EHS schválení vzoru (příklad: epsilon 2 D 79
45);
Příklad této značky je uveden v bodě 2.1.
1.5 Pro případy kdy není vyžadováno pro určitou
kategorii lahví EHS ověření pak po ověření, že každá
lahev vyhovuje požadavkům na tuto kategorii, připojí
výrobce na lahev na vlastní odpovědnost stejnou
značku jako je značka EHS schválení vzoru, ale
umístěnou v šestiúhelníku.
Příklad této značky je uveden v bodě 2.2.
1.6 Značka EHS ověření se vyráží v tomto pořadí:
- malé písmeno "e",
- velké písmeno (nebo písmena) označující stát, ve
kterém bylo ověření provedeno, popřípadě jedno
nebo dvě čísla označující územní oblast,
- značku autorizované osoby připojenou ověřujícím
zaměstnancem, popřípadě spolu se značkou tohoto
zaměstnance,
- šestiúhelník,
- datum ověření: rok, měsíc (příklad: e D 12 48
80/01).
2. ZNAČKY TÝKAJÍCÍ SE EHS SCHVÁLENÍ VZORU
2.1 Značka EHS schválení vzoru (viz bod 1.4)
Příklad:
ČÁST III. Značky a nápisy
1. OBECNĚ
1.1 Značky a nápisy uvedené v tomto bodě musí být
vyraženy viditelně, čitelně a nesmazatelně na horní
zaoblené části lahve.
1.2 V případě lahví o objemu do 15 l lze značky a nápisy
vyrazit buď na horní zaoblenou část nebo na jinou
část lahve dostatečné tloušťky.
1.3 V případě lahví o průměru menším než 75 mm musí být
tyto značky vysoké 3 mm.
1.4 EHS značka schválení vzoru se vyráží v tomto pořadí:
- na lahve, které podléhají EHS schválení vzoru a
EHS ověření:
- stylizované písmeno epsilon,
- pořadové číslo 2 označující skupinu bezešvých
lahví na plyny z hliníku a jeho slitin,
- velké písmeno (nebo písmena) označující stát,
který udělil EHS schválení vzoru, a poslední dvě
číslice roku, kdy bylo schválení vzoru uděleno,
- číslo EHS schválení vzoru (příklad: epsilon 2 D 79
45);
Příklad této značky je uveden v bodě 2.1.
1.5 Pro případy kdy není vyžadováno pro určitou
kategorii lahví EHS ověření pak po ověření, že každá
lahev vyhovuje požadavkům na tuto kategorii, připojí
výrobce na lahev na vlastní odpovědnost stejnou
značku jako je značka EHS schválení vzoru, ale
umístěnou v šestiúhelníku.
Příklad této značky je uveden v bodě 2.2.
1.6 Značka EHS ověření se vyráží v tomto pořadí:
- malé písmeno "e",
- velké písmeno (nebo písmena) označující stát, ve
kterém bylo ověření provedeno, popřípadě jedno
nebo dvě čísla označující územní oblast,
- značku autorizované osoby připojenou ověřujícím
zaměstnancem, popřípadě spolu se značkou tohoto
zaměstnance,
- šestiúhelník,
- datum ověření: rok, měsíc (příklad: e D 12 48
80/01).
2. ZNAČKY TÝKAJÍCÍ SE EHS SCHVÁLENÍ VZORU
2.1 Značka EHS schválení vzoru (viz bod 1.4)
Příklad:
 2.2 Značka EHS schválení vzoru a vyjmutí z EHS ověření
(viz bod 1.5)
Příklad:
2.2 Značka EHS schválení vzoru a vyjmutí z EHS ověření
(viz bod 1.5)
Příklad:
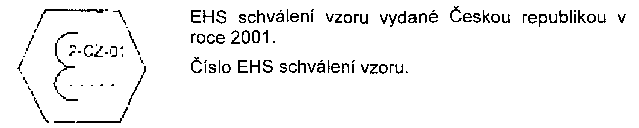 3. ZNAČKY EHS OVĚŘENÍ
3.1 Popis značek EHS ověření
3.1.1 Značky EHS ověření, které se připojují na lahve
podle bodu 2.4 jsou tyto:
3.1.1.1 Značka konečného EHS ověření se skládá ze dvou
značek, kdy:
3.1.1.1.1 první značku tvoří písmeno "e", které obsahuje:
- v horní polovině velké písmeno (velká písmena)
označující stát, kde se ověření provádělo, pokud
je to nutné, spolu s jedním nebo dvěma čísly
označujícími územní členění,
- v dolní polovině značku autorizované osoby
připojenou ověřujícím technikem, popřípadě spolu s
jeho značkou;
3.1.1.1.2 druhá značka se skládá z data ověření umístěného
uvnitř šestiúhelníku s přesností dle této přílohy.
3.2.2.1 Značku dílčího EHS ověření tvoří pouze první značka.
Jestliže nádoba nemůže být smontována v místě výroby
nebo pokud by její doprava mohla ovlivnit její
vlastnosti, je nutno provádět EHS ověření tímto
způsobem:
- ověření nádoby v místě výroby autorizovanou osobou
země původu, která za předpokladu, že nádoba
vyhovuje požadavkům EHS, připojí značku "e"
popsanou v bodě 3.1.1.1.1. a představující značku
dílčího EHS ověření,
- konečné ověření nádoby v místě instalace
autorizovanou osobou země určení, která za
předpokladu, že nádoba vyhovuje požadavkům EHS,
připojí značku popsanou v bodě 3.1.1.1.2, jež
spolu se značkou dílčího EHS ověření tvoří značku
konečného EHS ověření.
3.2 Tvar a rozměry značek
3.2.1 Příklad značek popsaných v bodech 3.1.1.1.1 a
3.1.1.1.2 je znázorněn na obrázcích 1 a 2.
Pokud se nestanoví jinak, musí být písmena a číslice
každé značky vysoké nejméně 5 mm.
3.2.2 Autorizovaná osoba informuje příslušné notifikované
osoby ostatních států o svém ustavení a předá jim
kopie vyobrazení značek EHS ověření, které bude
používat.
3.3 Připojování značek
3.3.1 Značka konečného EHS ověření se připojí na
požadované místo na lahev po jejím konečném ověření
a uznání za vyhovující požadavkům EHS.
3.3.2 Jestliže se ověřování provádí ve více etapách, musí
být v místě výroby připojena na lahev nebo na její
část značka dílčího EHS ověření, která ji označuje
za vyhovující požadavkům EHS v dané etapě
ověřovacího postupu, a to na místo zvláště určené
pro připojení značek nebo na jiné místo stanovené v
této příloze.
3. ZNAČKY EHS OVĚŘENÍ
3.1 Popis značek EHS ověření
3.1.1 Značky EHS ověření, které se připojují na lahve
podle bodu 2.4 jsou tyto:
3.1.1.1 Značka konečného EHS ověření se skládá ze dvou
značek, kdy:
3.1.1.1.1 první značku tvoří písmeno "e", které obsahuje:
- v horní polovině velké písmeno (velká písmena)
označující stát, kde se ověření provádělo, pokud
je to nutné, spolu s jedním nebo dvěma čísly
označujícími územní členění,
- v dolní polovině značku autorizované osoby
připojenou ověřujícím technikem, popřípadě spolu s
jeho značkou;
3.1.1.1.2 druhá značka se skládá z data ověření umístěného
uvnitř šestiúhelníku s přesností dle této přílohy.
3.2.2.1 Značku dílčího EHS ověření tvoří pouze první značka.
Jestliže nádoba nemůže být smontována v místě výroby
nebo pokud by její doprava mohla ovlivnit její
vlastnosti, je nutno provádět EHS ověření tímto
způsobem:
- ověření nádoby v místě výroby autorizovanou osobou
země původu, která za předpokladu, že nádoba
vyhovuje požadavkům EHS, připojí značku "e"
popsanou v bodě 3.1.1.1.1. a představující značku
dílčího EHS ověření,
- konečné ověření nádoby v místě instalace
autorizovanou osobou země určení, která za
předpokladu, že nádoba vyhovuje požadavkům EHS,
připojí značku popsanou v bodě 3.1.1.1.2, jež
spolu se značkou dílčího EHS ověření tvoří značku
konečného EHS ověření.
3.2 Tvar a rozměry značek
3.2.1 Příklad značek popsaných v bodech 3.1.1.1.1 a
3.1.1.1.2 je znázorněn na obrázcích 1 a 2.
Pokud se nestanoví jinak, musí být písmena a číslice
každé značky vysoké nejméně 5 mm.
3.2.2 Autorizovaná osoba informuje příslušné notifikované
osoby ostatních států o svém ustavení a předá jim
kopie vyobrazení značek EHS ověření, které bude
používat.
3.3 Připojování značek
3.3.1 Značka konečného EHS ověření se připojí na
požadované místo na lahev po jejím konečném ověření
a uznání za vyhovující požadavkům EHS.
3.3.2 Jestliže se ověřování provádí ve více etapách, musí
být v místě výroby připojena na lahev nebo na její
část značka dílčího EHS ověření, která ji označuje
za vyhovující požadavkům EHS v dané etapě
ověřovacího postupu, a to na místo zvláště určené
pro připojení značek nebo na jiné místo stanovené v
této příloze.
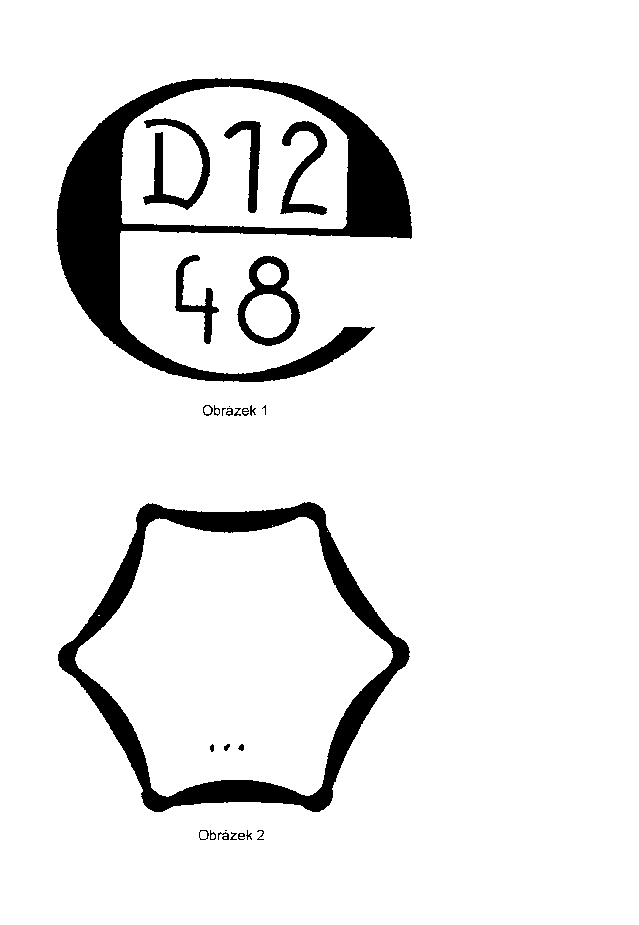 4. NÁPISY TÝKAJÍCÍ SE PROVEDENÍ:
4.1 nápisy týkající se materiálu:
číslo označující hodnotu R v MPa, která byla použita
jako základ výpočtu;
4.2 nápisy týkající se hydraulické zkoušky:
zkušební přetlak v 0,1 MPa s připojeným symbolem 0,1
MPa;
4.3 nápisy týkající se typu lahve:
hmotnost lahve včetně všech částí s lahví pevně
spojených, avšak bez ventilu či kohoutu, v
kilogramech a nejmenší objem zaručený výrobcem lahve
v litrech;
Čísla označující hmotnost a objem musí být
zaokrouhlena na jedno desetinné místo. Hodnota
objemu se zaokrouhluje dolů, hodnota hmotnosti se
zaokrouhluje nahoru.
4.4 nápisy týkající se místa původu lahve:
velké písmeno (nebo písmena) označující zemi původu,
dále pak značka výrobce a výrobní číslo.
4.5 Příklady značek a nápisů jsou znázorněny v nákresu v
dodatku 1.
ČÁST IV.
CERTIFIKÁT EHS SCHVÁLENÍ VZORU
Vydal ................................................. na základě
nařízení vlády č. 210/2001 Sb., kterým se stanoví technické
požadavky na tlakové nádoby na přepravu plynů, v souladu se
směrnicí Rady 84/525/EHS ze 17. září 1984, vztahující se na:
BEZEŠVÉ LAHVE NA PLYN Z NELEGOVANÉHO HLINÍKU
A Z HLINÍKOVÝCH SLITIN
------------------------------------------------------------------
EHS schválení vzoru č. .............. ze dne .....................
Typ lahve ........................................................
(popis typové řady lahví, která obdržela EHS schválení)
Ph .................... D ................. a ....................
Lmin...............Lmax..............Vmin...........Vmax..........
Výrobce nebo zástupce ............................................
(jméno a adresa výrobce nebo jeho zástupce)
.................................................................
.................................................................
Značka EHS schválení vzoru epsilon .......... epsilon ............
Podrobné údaje o výsledcích zkoušek pro EHS schválení vzoru a o
hlavních vlastnostech vzoru jsou přiloženy.
Všechny informace podá ...........................................
(jméno a adresa autorizované osoby)
.................................................................
.................................................................
Vystaveno dne .................. v ...............................
............................
(podpis)
TECHNICKÁ PŘÍLOHA K EHS CERTIFIKÁTU SCHVÁLENÍ VZORU
1. Výsledky EHS přezkoušení vzoru s ohledem na EHS
schválení.
2. Informace o hlavních vlastnostech vzoru, zejména:
- podélný řez lahví typu, pro nějž bylo uděleno
schválení vzoru, obsahující tyto údaje:
- jmenovitý vnější průměr, D, s udáním
konstrukčních tolerancí stanovených výrobcem,
- nejmenší tloušťku stěny, a,
- nejmenší tloušťku dna a horní zaoblené části,
s udáním konstrukčních tolerancí stanovených
výrobcem,
- nejmenší a největší délku (nebo délky) Lmin,
Lmax;
- objem nebo objemy, Vmin, Vmax,
- přetlak, Ph;
- jméno výrobce/číslo výkresu a datum;
- název typu lahve;
- údaje o slitině podle bodu 2.1 [druh/chemické
složení/způsob výroby/tepelné
zpracování/zaručené mechanické vlastnosti
(pevnost v tahu-mez kluzu)].
ČÁST V.
VZOR
CERTIFIKÁT EHS OVĚŘENÍ
Podle nařízení vlády č. 210/2001 Sb., kterým se stanoví technické
požadavky na tlakové nádoby na přepravu plynů
Autorizovaná osoba ...............................................
.................................................................
Datum ............................................................
EHS schválení vzoru č. ...........................................
Popis lahví ......................................................
.................................................................
EHS ověření č. ...................................................
Dávka č. ..................... až ................................
Výrobce ..........................................................
(jméno a adresa)
Země .......................... Značka ...........................
Vlastník .........................................................
(jméno a adresa)
.................................................................
.................................................................
Zákazník .........................................................
(jméno a adresa)
.................................................................
.................................................................
OVĚŘOVACÍ ZKOUŠKY
1. MĚŘENÍ NA VZORKU LAHVÍ
Zkouška Dávka Vodní objem Hmotnost Nejmenší změřená tloušťka
obsahující prázdné lahve
---------------------------------------------------------------------------------------------------
číslo od č. ....... (l) (kg) stěny (mm) dna (mm)
do č. .......
---------------------------------------------------------------------------------------------------
---------------------------------------------------------------------------------------------------
2. MECHANICKÉ ZKOUŠKY PROVEDENÉ NA VZORKU LAHVÍ
---------------------------------------------------------------------------------------------------
Tahová zkouška
----------------------------------------
Zkouška Tepelné Zkušební tyč Mez Pevnost Tažnost Zkouška Hydraulická Popis lomu
č. zpracování podle normy kluzu v tahu A ohybem zkouška na (popis
č. EURONORM Re Rmt (%) o 180 st. roztržení nebo
a) 2-80 [MPa] [MPa] bez [0,1 MPa] schéma)
b) 11-80 prasknutí
---------------------------------------------------------------------------------------------------
---------------------------------------------------------------------------------------------------
Minimální stanovené hodnoty
---------------------------------------------------------------------------------------------------
Níže podepsaný tímto potvrzuje úspěšné provedení ověřovacích
postupů, zkoušek a kontrol, které jsou předepsány v bodě 6.3 části
II., přílohy č. 3 k nařízení vlády č. 210/2001 Sb., kterým se
stanoví technické požadavky na tlakové nádoby na přepravu plynů.
Zvláštní poznámky ................................................
.................................................................
Obecné poznámky ..................................................
.................................................................
Datum ..................... Místo ................................
......................................
(podpis zaměstnance autorizované
osoby)
v zastoupení .....................................................
(Autorizovaná osoba)
Dodatek 1
4. NÁPISY TÝKAJÍCÍ SE PROVEDENÍ:
4.1 nápisy týkající se materiálu:
číslo označující hodnotu R v MPa, která byla použita
jako základ výpočtu;
4.2 nápisy týkající se hydraulické zkoušky:
zkušební přetlak v 0,1 MPa s připojeným symbolem 0,1
MPa;
4.3 nápisy týkající se typu lahve:
hmotnost lahve včetně všech částí s lahví pevně
spojených, avšak bez ventilu či kohoutu, v
kilogramech a nejmenší objem zaručený výrobcem lahve
v litrech;
Čísla označující hmotnost a objem musí být
zaokrouhlena na jedno desetinné místo. Hodnota
objemu se zaokrouhluje dolů, hodnota hmotnosti se
zaokrouhluje nahoru.
4.4 nápisy týkající se místa původu lahve:
velké písmeno (nebo písmena) označující zemi původu,
dále pak značka výrobce a výrobní číslo.
4.5 Příklady značek a nápisů jsou znázorněny v nákresu v
dodatku 1.
ČÁST IV.
CERTIFIKÁT EHS SCHVÁLENÍ VZORU
Vydal ................................................. na základě
nařízení vlády č. 210/2001 Sb., kterým se stanoví technické
požadavky na tlakové nádoby na přepravu plynů, v souladu se
směrnicí Rady 84/525/EHS ze 17. září 1984, vztahující se na:
BEZEŠVÉ LAHVE NA PLYN Z NELEGOVANÉHO HLINÍKU
A Z HLINÍKOVÝCH SLITIN
------------------------------------------------------------------
EHS schválení vzoru č. .............. ze dne .....................
Typ lahve ........................................................
(popis typové řady lahví, která obdržela EHS schválení)
Ph .................... D ................. a ....................
Lmin...............Lmax..............Vmin...........Vmax..........
Výrobce nebo zástupce ............................................
(jméno a adresa výrobce nebo jeho zástupce)
.................................................................
.................................................................
Značka EHS schválení vzoru epsilon .......... epsilon ............
Podrobné údaje o výsledcích zkoušek pro EHS schválení vzoru a o
hlavních vlastnostech vzoru jsou přiloženy.
Všechny informace podá ...........................................
(jméno a adresa autorizované osoby)
.................................................................
.................................................................
Vystaveno dne .................. v ...............................
............................
(podpis)
TECHNICKÁ PŘÍLOHA K EHS CERTIFIKÁTU SCHVÁLENÍ VZORU
1. Výsledky EHS přezkoušení vzoru s ohledem na EHS
schválení.
2. Informace o hlavních vlastnostech vzoru, zejména:
- podélný řez lahví typu, pro nějž bylo uděleno
schválení vzoru, obsahující tyto údaje:
- jmenovitý vnější průměr, D, s udáním
konstrukčních tolerancí stanovených výrobcem,
- nejmenší tloušťku stěny, a,
- nejmenší tloušťku dna a horní zaoblené části,
s udáním konstrukčních tolerancí stanovených
výrobcem,
- nejmenší a největší délku (nebo délky) Lmin,
Lmax;
- objem nebo objemy, Vmin, Vmax,
- přetlak, Ph;
- jméno výrobce/číslo výkresu a datum;
- název typu lahve;
- údaje o slitině podle bodu 2.1 [druh/chemické
složení/způsob výroby/tepelné
zpracování/zaručené mechanické vlastnosti
(pevnost v tahu-mez kluzu)].
ČÁST V.
VZOR
CERTIFIKÁT EHS OVĚŘENÍ
Podle nařízení vlády č. 210/2001 Sb., kterým se stanoví technické
požadavky na tlakové nádoby na přepravu plynů
Autorizovaná osoba ...............................................
.................................................................
Datum ............................................................
EHS schválení vzoru č. ...........................................
Popis lahví ......................................................
.................................................................
EHS ověření č. ...................................................
Dávka č. ..................... až ................................
Výrobce ..........................................................
(jméno a adresa)
Země .......................... Značka ...........................
Vlastník .........................................................
(jméno a adresa)
.................................................................
.................................................................
Zákazník .........................................................
(jméno a adresa)
.................................................................
.................................................................
OVĚŘOVACÍ ZKOUŠKY
1. MĚŘENÍ NA VZORKU LAHVÍ
Zkouška Dávka Vodní objem Hmotnost Nejmenší změřená tloušťka
obsahující prázdné lahve
---------------------------------------------------------------------------------------------------
číslo od č. ....... (l) (kg) stěny (mm) dna (mm)
do č. .......
---------------------------------------------------------------------------------------------------
---------------------------------------------------------------------------------------------------
2. MECHANICKÉ ZKOUŠKY PROVEDENÉ NA VZORKU LAHVÍ
---------------------------------------------------------------------------------------------------
Tahová zkouška
----------------------------------------
Zkouška Tepelné Zkušební tyč Mez Pevnost Tažnost Zkouška Hydraulická Popis lomu
č. zpracování podle normy kluzu v tahu A ohybem zkouška na (popis
č. EURONORM Re Rmt (%) o 180 st. roztržení nebo
a) 2-80 [MPa] [MPa] bez [0,1 MPa] schéma)
b) 11-80 prasknutí
---------------------------------------------------------------------------------------------------
---------------------------------------------------------------------------------------------------
Minimální stanovené hodnoty
---------------------------------------------------------------------------------------------------
Níže podepsaný tímto potvrzuje úspěšné provedení ověřovacích
postupů, zkoušek a kontrol, které jsou předepsány v bodě 6.3 části
II., přílohy č. 3 k nařízení vlády č. 210/2001 Sb., kterým se
stanoví technické požadavky na tlakové nádoby na přepravu plynů.
Zvláštní poznámky ................................................
.................................................................
Obecné poznámky ..................................................
.................................................................
Datum ..................... Místo ................................
......................................
(podpis zaměstnance autorizované
osoby)
v zastoupení .....................................................
(Autorizovaná osoba)
Dodatek 1
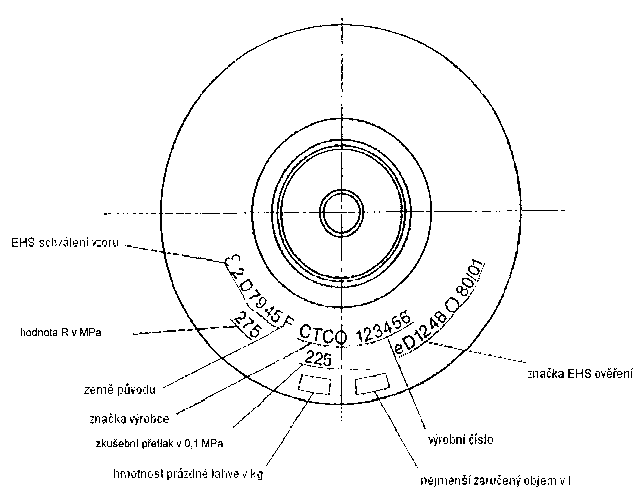 Dodatek 2
Schéma zkoušky ohybem
Dodatek 2
Schéma zkoušky ohybem